
Fターム[3D114GA13]の内容
自動車の製造ライン・無限軌道車両・トレーラ (5,462) | 位置決め手段 (485) | 非接触によるもの (81) | 画像処理 (34)
Fターム[3D114GA13]に分類される特許
1 - 20 / 34
車両用ガラスの処理装置
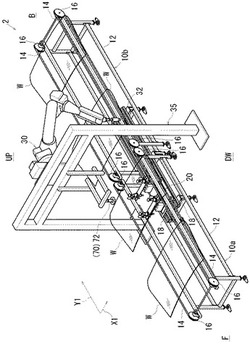
【課題】よりシンプルな構成によって、車両用ガラスを迅速に処理することにある。
【解決手段】位置決め部材20の基準点を搬送部材10の基準位置に配置しつつ位置決め部材20を搬送部材10上に配置するとともに、検出部材70によって、車両用ガラスWの基準点と位置決め部材20の基準点の双方をそれらの上方から検出可能とし、検出部材70が、車両用ガラスWの基準点と位置決め部材20の基準点がずれていることを検出したとき、移動部材によって位置決め部材20を水平方向に移動させて同ずれを補正したのち、車両用ガラスWを持ち上げる構成である。
(もっと読む)
加工システム及び加工方法

【課題】加工装置による加工動作の最中やその直前においても、加工装置の位置決め制御の精度を向上させ、ひいては加工装置による加工精度も向上させること。
【解決手段】加工機12が取り付けられたロボット11は、ワーク2の加工対象の目標位置41までの移動動作と、加工対象に対する加工動作とを行う。ロボット移動機構14は、ロボット11を、搬送台車18により搬送されているワーク2と並走するように移動させる。ロボット制御装置17は、同期センサ15の検出結果を用いてロボット移動機構14の移動を制御し、視覚センサ13又は同期センサ15の検出結果を用いてロボット11の位置決め制御を実行する。
(もっと読む)
加工システム及び加工方法
【課題】ワークの加工ラインの製造コストを減少させ、かつ、ワークを効率的に加工すること。
【解決手段】加工システム1において、連続搬送機構20は、ワーク2を連続搬送させる。加工機12は、ワーク2に対して所定の加工動作を行う。ロボット11は、加工機12が先端に取り付けられているアーム23と、アーム23が取り付けられるロボットベース22と、を有する。ロボット移動機構14は、ロボットベース22が取り付けられ、ロボット11を移動させる。ロボット制御装置16は、アーム23の移動制御と共に、ロボット移動機構14に対する移動制御を実行する。即ち、ロボット制御装置16は、ロボット移動機構14の移動制御として、連続搬送機構20によるワーク2の連続搬送とは独立して移動させる制御を実行する。
(もっと読む)
車体生産装置
【課題】位置決めロボットが部品の搬送と部品の治具としての機能を発揮することで、車体である主要組製品を比較的容易に生産できる車体生産装置を提供することにある。
【解決手段】各溶組工程域Enで主要組製品WNを生産し、後段の溶組工程域Enに搬送することを繰り返すことで車体を製造する車体生産装置Aにおいて、溶組工程域Enには、溶組制御をする工程域制御手段30と、部品mをセット位置dに位置決めする位置決めロボット40と、部品mの溶接を行う溶接ロボット50と、部品mを支持する支持台とが配備され、工程域制御手段30は、位置決めロボット40により部品mを取り出しセット位置dへ位置決めし、溶接ロボット50により部品mの溶接を行って主要仮組製品Wnを生産し、次いで、待機位置s0に位置決めロボット40を待機させた後、溶接ロボット50にて主要仮組製品Wnの溶接箇所の増打を行い主要組製品WNが生産される。
(もっと読む)
ハンドガイド装置とその制御方法
【課題】装置の可動範囲内で組付を完了できるハンドガイド装置とその制御方法を提供する。
【解決手段】ワーク3を把持するワーク把持装置12と、ワーク把持装置を有する細長いハンド14と、ハンドの末端部を片持ち支持し末端部を所定のロボットエリア内で移動可能なロボット16と、ハンドの先端部に設けられロボットの作動を操作するオンハンド操作盤18と、ロボットを制御するロボット制御装置20とを備える。ハンド14は、作業対象物2にワーク3を組付ける際に、オンハンド操作盤18が作業対象物からロボットの反対側に突出する長さを有している。ロボット制御装置20は、ロボット16を自動制御する自動モードと、ロボット16をオンハンド操作盤18により手動制御する協働モードとを有しており、人6の判断や経験を必要とする作業時のみ協働モードに切替え、その他の作業を自動モードで実行する。
(もっと読む)
外部操作ハンドガイド装置とその制御方法
【課題】装置の可動範囲内で組付作業を完了することができる外部操作ハンドガイド装置とその制御方法を提供する。
【解決手段】ワーク3を把持するワーク把持装置12と、ワーク把持装置を有する細長いハンド14と、ハンドの末端部を片持ち支持し末端部を所定のロボットエリア内で移動可能なロボット16と、ハンドの先端部に設けられロボットの作動を操作するオンハンド操作盤18と、ロボットを制御するロボット制御装置20とを備える。ロボットエリアと組立ラインの間に、ハンド14が移動可能な作業エリアとハンドが侵入できない安全エリアとが隣接して設けられ、オンハンド操作盤18は、作業対象物にワークを組付ける際に、作業エリア内に位置するように設定されている。ロボット制御装置20は、ロボット16を自動制御する自動モードと、ロボット16をオンハンド操作盤18により手動制御する協働モードとを有している。
(もっと読む)
インストルメントパネルの取付装置及び取付方法
【課題】車室内にインストルメントパネルを高精度に取り付けることを可能にするインストルメントパネルの取付装置及び取付方法を提供する。
【解決手段】ボディ14の取付ブラケット110は側面に開口するインパネ取付孔111a、111bを備える。インストルメントパネル24は、ボルト150がインパネ取付孔111a、111bを介して挿通される側方固定孔25a、25b及び把持穴26を備える。インストルメントパネルの取付装置10は、インパネ支持アーム72と、インパネ支持アーム72の側面に設けられた基準ターゲット77と、側方から撮像する撮影部100とを有し、画像データ144からインパネ取付孔111a、111b及び基準ターゲット77の位置を、位置データ142における基準位置データと比較し、その比較結果に基づいて、基準ターゲット77が許容ずれ範囲となるようにインパネ支持アーム72を駆動する。
(もっと読む)
インストルメントパネルの取付装置及び取付方法
【課題】車室内にインストルメントパネルを高精度に取り付けることを可能にするインストルメントパネルの取付装置及び取付方法を提供する。
【解決手段】インストルメントパネルの取付装置10は、ボディ14における対称位置で左右一対の車体側測定基準部120の車幅方向位置を計測する一対の第1変位計112と、車室内に搬入される前のインストルメントパネル24における対称位置で左右一対のインパネ側測定基準部122の車幅方向位置を計測する一対の第2変位計116と、第1変位計112及び第2変位計116によって得られる信号から、平面視のボディ中心位置C1及びインパネ中心位置C2を求める演算部134と、演算部134から供給される中心差ΔCに基づいてインストルメントパネル24の車幅方向位置を調整する調整手段85とを有する。
(もっと読む)
ワーク組付方法およびワーク組付システム
【課題】被組付部をセンシングする回数を低減できるワーク組付方法を提供すること。
【解決手段】ワーク組付方法は、サイドエアバッグ組付部にサイドエアバッグを配置し、ねじを用いて、このサイドエアバッグをサイドエアバッグ組付部に固定する。このワーク組付方法は、サイドエアバッグ組付部に近接する部分に設けた3つの測定点を撮影する撮影工程と、この撮影した画像に基づいて、測定点の実際の位置A1〜C1を算出する位置算出工程と、この位置算出工程で算出した測定点の実際の位置A1〜C1に基づいて、サイドエアバッグとサイドエアバッグ組付部との相関位置を算出して位置決めする第1位置決め工程と、位置算出工程で算出した測定点の実際の位置A1〜C1に基づいて、ねじとサイドエアバッグ組付部との相関位置を算出して位置決めする第2位置決め工程と、を備える。
(もっと読む)
ワーク取付システムおよびワーク取付方法
【課題】汎用性が高くかつサイクルタイムを短縮できるワーク取付システムを提供すること。
【解決手段】ワーク取付システム1は、ボディ2のインナパネル2Aにサンルーフ部材3を取り付ける。このワーク取付システム1は、第1取付ロボット5と、第2取付ロボット6と、これらを制御する制御装置7と、を備える。制御装置7は、第1取付ロボット5のCCDカメラにより、サンルーフ部材3の位置およびインナパネル2Aの位置を位置情報として算出する工程と、この位置情報に基づいて、第1取付ロボット5によりサンルーフ部材3を把持して搬送し、このサンルーフ部材3をインナパネル2Aに位置決めする工程と、第1取付ロボット5によりサンルーフ部材3をインナパネル2Aに仮固定する工程と、既に算出した位置情報に基づいて、第2取付ロボット6によりサンルーフ部材3をインナパネル2Aに本固定する工程と、を実行する。
(もっと読む)
ウィンドウガラスの取付装置及び取付方法
【課題】ウィンドウガラス取付手段をボディに同期して移動させつつ、ウィンドウガラスをボディの窓枠に取り付けるべく、制御することができる構成の自動車のウィンドウガラスの取付装置を提供する。
【解決手段】ボディを搬送する搬送手段3と、ウィンドウガラス16をボディ2に取り付けるアーム12を有するウィンドウガラス取付手段4と、ウィンドウガラス取付手段4の移動手段5と、移動手段5に設けられたセンサ6と、ボディの窓枠2bの段差部Bを、センサによって検出させ、その検出信号に基づいて、移動手段5によってウィンドウガラス取付手段4を搬送手段3と同期するように移動させ、センサ6によって、ウィンドウガラス16の端部を検出させ、ウィンドウガラス16の端部とボディ2の窓枠2bの段差部Bとが平面上で略一致するようにアーム12を制御する制御手段7と、を備えている。
(もっと読む)
タイヤ組付装置及びタイヤ組付方法
【課題】設備全体の小型化及び省コスト化を実現するタイヤ組付装置及びタイヤ組付方法を提供する。
【解決手段】 ナット30を締め付けるための回転駆動力を伝達する第2作業機構24の回転軸Y1を第1作業機構22の回転軸Y2にオフセットさせることにより、ナット締付部126の配置が異なる複数のナット締付ユニット122a、122bそれぞれのナット締付部126に対して前記回転駆動力を伝達することが可能となる。このため、複数のナット締付ユニット122a、122bにおけるナット30の締付けに要する回転駆動力を、単一の回転駆動力生成部78から供給可能である。従って、設備全体の小型化及び省コスト化を実現することができる。
(もっと読む)
自動タイヤ組付方法及びタイヤ組付装置
【課題】簡単且つコンパクトな構成で、タイヤの自動組付作業を効率的に行うことが可能な自動タイヤ組付方法及びタイヤ組付装置を提供する。
【解決手段】第1作業機構22によりタイヤWの把持及びナット30の締付けを行うと共に、第2作業機構24によりナット30締付け用の回転駆動力を生成し、この回転駆動力を第1作業機構22のナット締付機構52に伝達することによりナット30を締め付ける。このため、単一の作業機構のみによりタイヤWの把持及びナット30の締付けを行う場合に比べ、第1作業機構22及び第2作業機構24を有効に小型化及び簡素化することができる。また、タイヤWの把持及びナット30の締付けを単一の作業機構(第1作業機構22)により行うため、タイヤWとナット30の相対位置が変化し辛くなり、ナット30の締付け位置の特定が容易となる。
(もっと読む)
自動タイヤ組付方法及び自動タイヤ組付装置
【課題】タイヤとフェンダの間のクリアランスが小さい車両でも比較的簡易にタイヤを組み付けることが可能な自動タイヤ組付方法及び自動タイヤ組付装置を提供する。
【解決手段】タイヤ位置決め工程(図14のS6、S16)及びナット締付工程(図14のS8、S18、図15のS37、S46)では、一対の把持アーム62がタイヤWを把持する位置を、タイヤWの上部及び下部に制限する。これにより、タイヤWとフェンダ220の間のクリアランス222が小さい自動車車体16でも比較的簡易にタイヤWを組み付けることができる。
(もっと読む)
テーラードブランク装置
【課題】段取り替えを行うことなく様々な形状のワーク材の溶接を可能にしたテーラードブランク装置を提供する。
【解決手段】本テーラードブランク装置1は、第一のワーク材3を保持すると共に移動可能な可動クランプ14と、第二のワーク材5を保持すると共に位置固定された固定クランプ15と、可動クランプを移動させる駆動手段19と、第一及び第二のワーク材の突き合わせ状態を検出する位置検出手段16と、位置検出手段の検出結果に基づいて駆動手段を稼動させる位置決め判断手段17と、第一及び第二のワーク材を突き合わせ溶接する溶接手段18と、を備える。位置検出手段が第一及び第二ワーク材の突き合わせ状態を検出し、位置決め判断手段が駆動装置を作動して可動クランプを移動させてワーク材同士を幅合わせすることができる。
(もっと読む)
マスター画像選択方法
【課題】パターンマッチングによる複数種類の組付部品の合否判定に共通に使用でき、かつ信頼性の高い合否判定ができるマスター画像の選択を可能とする。
【解決手段】1つの種類の撮影画像(組付部品)のグループにおける各撮影画像の相関値を算出してその相関値の平均値X、分散値σx及び相関値の最下限値Xmin(=X−3*σx)を算出し、他の種類の部品グループ対しても同様に相関値の平均値Y、分散値σyを算出し、また最上限値Ymax(=Y−3*σy)を算出する。そして、各々最下限値Xminと最上限値Ymaxとの差(=Xmin−Ymax)を算出し、その差が最大となるときの画像をマスター画像に選択するようにした。最下限値Xminと最上限値Ymaxの算出に3σの考え方を導入して組付部品のばらつきが考慮された信頼性の高い合否判定を可能とした。
(もっと読む)
サスペンションアッセンブリ取り付け方法
【課題】左右のキャンバ角の差分を極力低減しつつ、サスペンションアッセンブリをボディに取り付けることができるサスペンションアッセンブリ取り付け方法を提供すること。
【解決手段】アッセンブリ取り付け方法は、ダンパ取付孔13L,13Rの位置BL,BRを測定し、ボディ10の中心位置BCを算出する手順と、サブフレーム基準穴26L,26Rの位置SL,SRを測定し、サスペンションアッセンブリ20の中心位置SCを算出する手順と、中心位置BCと中心位置SCとが一致するように、ボディ10にサスペンションアッセンブリ20を取り付ける手順とを備える。ボディ10にサスペンションアッセンブリ20を取り付ける手順では、サスペンションアッセンブリ20のサブフレーム21をボディ10に固定するとともに、ダンパアッセンブリ24L,24Rの上端側をダンパハウジング12L,12Rに固定する。
(もっと読む)
ワーク取付システムおよびワーク取付方法
【課題】汎用性が高くかつ小型化できるワーク取付システムを提供すること。
【解決手段】ワーク取付システム1は、ボディ2のインナパネル2Aにサンルーフ部材3を取り付ける。このワーク取付システム1は、サンルーフ部材3を把持して搬送する搬送ロボット4と、ボルトを締め付けるナットランナおよびCCDカメラを有する取付ロボット5と、搬送ロボット4および取付ロボット5を制御する制御装置6と、を備える。制御装置6は、搬送ロボット4を制御して、サンルーフ部材3を把持してボディ2のインナパネル2Aに搬送し、取付ロボット5を制御して、CCDカメラによりサンルーフ部材3のボルト穴およびインナパネル2Aを撮影して、これらボルト穴およびインナパネル2Aの位置を算出し、これら算出した位置に基づいて取付ロボット5の動作を補正して、ナットランナによりサンルーフ部材3の2箇所をインナパネル2Aに固定する。
(もっと読む)
サスペンションアッセンブリ取り付け装置
【課題】設備にかかるコストを低減できるサスペンションアッセンブリ取り付け装置を提供すること。
【解決手段】マウントシステムは、複数機種に共通する締め付け箇所を締め付ける締付ロボットと、複数機種のそれぞれに固有の締め付け箇所を締め付ける固有箇所締付ユニット70Lと、を備え、締付ロボットは、アームと、このアームの先端に取り付けられたナットランナと、を備える。固有箇所締付ユニット70Lは、ナットランナ71と、ナットランナ71をサスペンションアッセンブリに対して進退させる進退機構72と、進退機構72を進退方向と交差する面に沿って移動可能に支持する移動機構73と、を備え、上述の締付ロボットは、この進退機構72を操作することにより、進退機構72を進退方向と交差する面に沿って移動させて、固有の締め付け箇所に固有箇所締付ユニット70Lのナットランナ71を対向させる。
(もっと読む)
大型車両用のフレーム穴間隔測定装置
【課題】フレームの穴開け加工精度を確認する。
【解決手段】フレームを載置する定盤と、この定盤上を移動可能に設けられたカメラユニットと、このカメラユニットの定盤上の位置を特定するカメラ位置特定手段と、二つの穴のいずれか一方を基準穴とし、他方を測定穴としたときに、基準穴を撮影したときのカメラユニットの位置情報と測定穴を撮影したときのカメラユニットの位置情報とから基準穴と測定穴との間隔を演算によって求める穴間隔演算手段とを備える。また、穴間隔演算手段は、カメラユニットの画角内における基準穴および測定穴の画像の位置と予め定められた画角内の基準点の位置との位置関係に基づき基準穴および測定穴を撮影したときのカメラユニットの位置情報を補正する位置情報補正手段を備える。
(もっと読む)
1 - 20 / 34
[ Back to top ]