
Fターム[3E030EB01]の内容
包装位置への供給(容器の供給) (3,570) | 容器詰(容器の支持手段) (275) | 挟持によるもの (134)
Fターム[3E030EB01]に分類される特許
81 - 100 / 134
制御された雰囲気中で包装材または袋に中身を詰め込むための機械
多角形の形状をもつ角柱型ホイール(G)であり、各面に少なくとも一対の対向する把持装置(M)を装備した角柱型ホイール(G)を有し、把持装置相互間の横方向の距離が異なる寸法をもつ袋または包装材(S)を取り扱うように調節可能である、制御された雰囲気下で袋または包装材に中身を詰め込むための機械。  (もっと読む)
(もっと読む)
袋内への棒状定形物充填方法及び装置
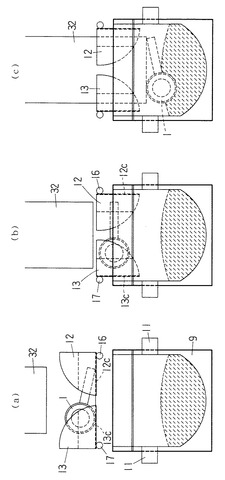
【課題】一対のグリッパー11,11に両側縁を把持されて吊され上向きに開口した袋9内に、比較的長い棒状定形物(スプーン1)を横向きで充填する。
【解決手段】袋幅方向に沿って左右に配置された断面凹溝形の一対のガイド部材12,13の凹溝内に、スプーン1を横向きで供給し前記凹溝内に支持し、次いで前記ガイド部材12,13を同時に内向きに略90度回動させる。これにより、ガイド部材12,13の一部を開口した袋口から袋9内に挿入して、ガイド部材12,13により袋口の袋幅方向両端を押し広げて袋口の開口形状を偏平形状に整形し、かつスプーン1を横向きのまま袋9内に落下させる。続いて押込板32をガイド部材12,13を通して下降させ、袋9内に落下したスプーン1を上から押さえ、横向き姿勢に矯正する。
(もっと読む)
ダンボール箱用ブランクを搬送するための機械
移送機械は、型抜きされたブランクを引き抜くステーションと、得られた箱を運び去る排出コンベアと、の間に延在する。移送機械は、ボックスブランクが進行するさまざまなステーションにわたって底板部(11)の下方で長手方向に移動するキャリッジ(15)を備える。キャリッジ(15)は、一方で移動可能な上流腕部(21)及び下流腕部(22)、他方で押出器(18)と、を備える。共に、クランプ及び押出器は、ブランクを底板部(11)に沿って移動させ、箱を排出コンベアに押し出すことに使用される。腕部(21、22)と押出器(18)とは、上記キャリッジ(15)に対して垂直に移動可能であるプレート(25)上に配置されており、上流腕部(21)の突出部分の高さは、上記下流腕部(22)の高さよりかつ上記押出器(18)の高さよりも大きい。上流腕部(21)の結合部は、プレート(25)にヒンジ結合されており、機械に対して上流側かつ底板部(11)の下方で後退できるように稼動する。この腕部(21)の結合部の回動は、プレート(25)の上下運動と同時に発生する。 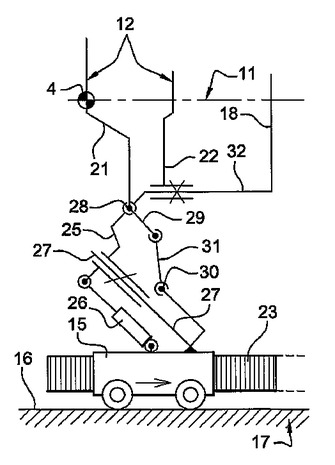 (もっと読む)
(もっと読む)
自動包装機

【課題】印字する部分に絵柄の下地色等が付いたチューブフィルムを使用して包装する場合であっても、正確な印字検査が行える印字検査装置を備えた自動包装機を提供する。
【解決手段】
本発明の自動包装機1によれば、印字テープTにおける印字後の透明部分(印字跡A)を検出する光学検出手段(印字検出装置5)を設けて、該光学検出手段が検出した信号に基づいて印字判定装置6が、印字が正常か否かを判断し、印字異常と判定した際には、少なくとも前記製袋装置2を停止させる信号をコントロール装置6が出力するようにした。これにより、印字が正常か否かを判定するに際しては、前記印字テープにおける印字後の透明部分の有無等によって行うことができるので、従来のようなビデオカメラで撮像したイメージ画像を基にした印字検査手法よりも、検査精度がよく、また、検査装置等の構成も簡単である。
(もっと読む)
粉粒体充填機の給袋装置
【課題】粉粒体充填機への包装袋の供給作業における完全な無人化が可能であり、装置の自動停止による作業効率の低下も起こらない給袋装置を提供する。
【解決手段】包装袋14の充填口を自動定量袋詰め装置18の充填管20に外挿する前に包装袋の充填口が良好に開口しているかどうかを検知する検知手段を備え、ロボット10の作業領域内に空の包装袋を受けるリジェクト部22を設け、検知手段によって包装袋の充填口の開口不良が検知されたときに、粉粒体充填機の充填管への当該包装袋の充填口の外挿動作を中止して、その包装袋をリジェクト部へ放出し、作業を中止することなく直ちに次の包装袋の供給動作へ移行するように、ロボットを制御する。
(もっと読む)
薄肉樹脂製飲料ボトル製造装置
【課題】ホットパリソン方式で製造され、しかも自立や形状の維持が困難なほど薄肉軽量の樹脂製飲料ボトルを製造することの可能な装置を提供する。
【解決手段】薄肉樹脂製ボトル2の射出延伸ブロー成形機構10と、成形されたボトル2を取り出すためのボトル取出機構20と、取り出されたボトル2を一定の間隔をあけて懸吊しながら搬送するためのボトル吊下コンベア31を有するボトル搬送機構30とを備え、前記ボトル取出機構20が、一定間隔をあけた複数本のボトル2の列を懸吊しながら同時に前記ボトル吊下コンベア31へ移載することを特徴とする薄肉樹脂製飲料ボトル製造装置。
(もっと読む)
間欠移送式包装機
【課題】設定された停止位置の数の割りにコンパクトで、メンテナンス性や清掃性が悪化せず、低コストで、さらに生産性の低下も少ないロータリー式袋詰め包装機を得る。
【解決手段】グリッパー対2の数が停止位置A〜Hの数の1/2とされ、グリッパー対2の1回の移動距離がグリッパー対同士の間隔の1/2に設定されている。グリッパー対2の停止時間は長短2種類設定され、隣接する2つの停止位置にそれぞれ異なる停止時間が割り当てられている。すなわち、処理工程に時間のかかる停止位置A,C,E,Gでは停止時間が長時間とされ、処理工程が短時間で済む停止位置B,D,F,Hでは停止時間が短時間とされている。停止位置Aに袋の供給、停止位置Cに袋口の開口、停止位置Eに液状物の充填、停止位置Gに真空処理の各工程が割り当てられている。
(もっと読む)
粉粒物等の袋詰包装方法及びその装置
【課題】直線コンベヤ方式による袋詰め包装体の形成を能率化する。
【解決手段】両側一対の第1クランプ11は矢印21のごとく往復動し、袋取りセクション13で挟持した包袋10を、前記の運動でもって充填セクション14に搬送し、当該セクション14において前記第1クランプ11から包袋を受け取る一対の仲介クランプ(図示省略)は、その相対接近で前記包袋を開口して計量充填機50らの被包装物の充填を受け、矢印22のごとく往復動する第2クランプ12は、前記仲介クランプから受け取る包袋10を、前記第1クランプとの同調運動でシールセクション15に運搬しシールバー102に搬入する。
(もっと読む)
粉体充填包装方法および粉体充填包装システム
【課題】収納袋への粉体の充填包装全体の全動作時間、充填包装のサイクルタイムの短縮化を図ることができる粉体充填包装方法および粉体充填システムを提供する。
【解決手段】粉体充填前の収納袋20を、収納袋供給装置70の保持機構によって保持し、その口開け機構74によって口開けしたまま、粉体充填装置10の充填ノズル18を覆う受取位置まで水平および上方に移送し、その収納袋吊下装置50によって収納袋を受取って吊下げ保持して、所定量の粉体を充填し、充填終了後、充填済収納袋を吊下げ保持したまま、受取位置から収納袋を次工程に受渡す受渡位置まで下降させるとともに、吊下装置による収納袋の吊下げ保持を解放し、充填済収納袋を次工程へ運び出すことにより、上記課題を解決する。
(もっと読む)
袋詰め包装方法及び袋詰め包装機
【課題】 袋の両側縁を把持するグリッパー対が間欠回転するテーブルの周りに複数対配置され、それが一回転する間に、袋の供給、袋口の開口、内容物の充填、袋口のシール等の各工程が行われる袋詰め包装機。袋面に反りや歪みがあって見かけの袋幅が公称値より小さい袋が含まれていても、グリッパー対による把持しろが一定になるようにする。
【解決手段】 グリッパー対の間隔を設定する間隔設定カム28の周方向の所定位置(袋の供給工程位置A)に、間隔調整用補助カム29を昇降可能に設置する。テーブルの回転に伴いローラ36が両カム上を転動し、グリッパー対は伝達機構を介してローラの高さに応じた間隔に開く。グリッパー対が袋を把持する前に見かけの袋幅を一袋ずつ測定し、グリッパー対による袋側縁の把持しろが一定値になるように、その測定値に応じて間隔調整用補助カムの高さを制御し、袋の供給工程でのグリッパー対の間隔を調整する。
(もっと読む)
包装袋へのグリップ対の識別番号表示方法
【課題】グリップ対特有のトラブルの原因究明に寄与する包装袋へのグリップ対の識別番号表示方法を提供すること。
【解決手段】単数のグリップ対gを備えた移動体1を複数の工程に間欠停止して移動させ、各グリップ対gにより支持された包装袋bに被包装物の充填を行なう包装機Pにおいて、そのグリップ対gに夫々付与された識別番号を認識手段の光センサー21により検出して包装機Pの制御部に記憶させ、給袋工程(1)にて、その識別番号が検出されたグリップ対gに対して包装袋bを供給し、印字工程(4)〜(5)にて、制御部からの出力信号に基づいて該グリップ対gの識別番号を印字手段45により包装袋に印字し表示する。
(もっと読む)
袋詰め包装機に用いられるグリッパー対
【課題】 可動チャック35,38を閉じる方向に付勢する強いバネを必要とせず、小型で比較的簡単な構造を有するガセット袋のグリッパー2,3を得る。
【解決手段】 ロックピン58が、固定チャック34,37に回転自在に支持され、ロックピンに駆動力を伝達し略90度正逆回転させる伝達機構が各グリッパーに設置される。ロックピンは外径方向に偏心して突出した押圧部を有し、正回転するとき前記押圧部が可動チャックに当接して押圧し、可動チャックを閉じかつ閉じた状態でロックする。その状態から逆回転することによりロックが解除される。前記伝達機構は、内外2組のチャック4,5が近接位置にあるとき、ロックピンに係合して回転させる。可動チャックがロックされたとき、ロックピンは前記伝達機構から離脱可能となり、内外2組のチャックは離間位置に向けて移動可能となる。
(もっと読む)
ガセット袋の袋詰め包装機
【課題】袋サイズ変更に伴い一対のグリッパー2,3の間隔調整を行っても、チャック4,5の把持面が袋幅方向に対して傾くことがなく、かつ小型化及び構造の簡素化が可能なガセット袋の袋詰め包装機を得る。
【解決手段】 グリッパーアーム7,8がテーブル1に水平回転自在に軸支され、チャックホルダー12がグリッパーアーム7,8の先端に回転自在に軸支され、テーブル1とチャックホルダー12を連結する第1連結ロッド23が設置されている。グリッパーアーム7,8を軸支する支持軸6、チャックホルダー12を軸支する支持軸11及び第1連結ロッド23を軸支する2つの支持軸22a,24は、これらの軸心を水平面内で直線でつないだとき常に平行四辺形が構成されるように位置関係が設定されている。4つの支持軸の間に擬似的に一種の平行リンク機構が構成される。
(もっと読む)
袋体供給装置及び自動包装装置
【課題】回転テーブルに取り着けられたチャックユニットに袋体を引き渡す際に、所定の姿勢を保った状態で確実に引き渡す。
【解決手段】回転テーブルに取り着けられたチャックユニットに袋体Aを供給する際に、袋体Aが、載置板に載置され、枠体によってその側部を押えられ、作動板が袋体Aと枠体の背面部との間に配置された状態から前進することによって、枠体の袋体Aを介して前面部が押圧されて袋体Aが解離されるように枠体が回転し、かつ、袋体Aがチャックユニットへ向けて押し出される。
(もっと読む)
袋体供給装置及び自動包装装置
【課題】袋体の構造に関わりなく、例えば、袋体のジッパー部等凹凸箇所の有無や厚さに関わらず、袋体を確実かつ円滑に供給する。
【解決手段】袋体Aを所定の角度で傾斜させた状態で収納する袋体ストッカから、袋体取出部が袋体Aを取り出し、袋体Aは傾斜した搬送経路に沿って搬送される。また、押えローラは、対称軸である回動軸の周りに自由に回動(自転)すると共に、連結部材を介して固定ローラに取り付けられ、固定ローラが取り付けられた固定シャフトの周りに、自由に回動する。これによって、押えローラは、袋体Aの厚さや凹凸によって、回転変位(例えば、上方に変位)しながら、袋体搬送の際の抵抗となることなく、かつ、袋体Aの厚さによらず略一定の押圧力で袋体Aを押えて、円滑かつ確実な袋体Aの搬送に寄与する。
(もっと読む)
チャックユニット及び自動包装装置
【課題】内容物充填時に袋体の口部を確実にかつ簡単に拡開させる。
【解決手段】例えば、第1チャックユニットが、充填部に対峙した際には、一対のチャック爪が閉状態のまま、すなわち、包装用袋体Aを把持した状態で、充填部の吸着部と共に、包装用袋体Aの外表面を吸着しながら開口駆動軸部は後退し、チャック爪間の離隔が狭められて、包装用袋体Aの口部が開口される。このように、包装用袋体Aを吸着してその外表面の両側に引っ張るのみならず、包装用袋体Aの開口部の両側端部を幅を狭めるように押す。
(もっと読む)
袋詰め包装機における小袋充填装置及び袋詰め包装機
【課題】袋詰め包装機において小袋を包装袋へ充填する際に、充填ミスを防止する。
【解決手段】小袋連接体7から分離される小袋6を吸着して下降し、下端位置で解放する吸着移送部材11と、吸着移送部材11から小袋6を受け取り、グリッパー3に両側縁を把持された包装袋4内に送入する小袋送入装置13を備えた小袋充填装置1。小袋送入装置13は昇降可能でかつ開閉可能な一対の小袋保持部材14,15を備える。小袋保持部材15の上縁側にU字状の切り欠き15aが形成されている。小袋保持部材は、開状態で上端位置に移動し、吸着移送部材が吸着した小袋を間に受け入れ、閉じてその小袋を保持する。このとき吸着移送部材が切り欠き15a内に入り込む。小袋保持部材は下端位置にきて包装袋4内に挿入され、ここで開いて小袋6を解放する。
(もっと読む)
袋詰装置
【課題】
野菜、果物、食肉、海鮮物及び菓子類などを袋に詰める作業を手作業で行うと、作業に時間がかかるため、袋詰め作業を自動化する装置が用いられている。この装置において、扁平状態で用意された袋を底まで開くことは困難な場合があり、袋の収容量が低下する原因となっていた。
【解決手段】
上記課題を解決するため、本発明は扁平状態で用意された袋の開口部分を開いた後、袋内部にエアを噴出し、袋の底部まで確実に拡げることを特徴とする。また、袋の材質を機械的強度の高いポリプロピレン系材料とし、所望の形状になるように折り目を付けておくことで、一度拡げた形状を維持することができる。
(もっと読む)
袋詰め包装機
【課題】 間欠回転するテーブル3の周囲に設置したグリッパー対2,2で供給された袋1を把持し、その袋に各停止位置で順次所定の包装操作を施すとともに、工程の途中で袋内のガス置換を行う袋詰め包装機において、生産効率を低下させることなくガス置換を確実に安定して行い、かつ包装操作の自由度が損なわれないようにする。
【解決手段】 袋口の開口形状を保持する一対のガイド部材15,16を、各グリッパー対のそれぞれに対応してテーブル3上に設置する。ガイド部材15,16は中空で、その中空内部が不活性ガス供給源に接続され、袋内に挿入されるガイド部15c,16cの先端にガス吹き出し口を有する。すなわち、ガイド部材15,16がガス吹き込みノズルを兼ねる。
(もっと読む)
エアバッグ付き袋及びその製造方法並びにエアバッグ付き袋への気体封入方法及びエアバッグ付き袋の包装方法
【課題】内袋2と外袋3からなり、内袋と外袋の間にエアバッグ部14,15が構成されたエアバッグ付き袋1について、エアバッグ部への気体封入を含む包装工程全体を自動化するに適した構造とする。
【解決手段】内袋2は上縁に開口を有し、該上縁において内袋のフィルム4,5と外袋のフィルム6,7が片側ずつ互いにシールされ(シール部8,9)、両側縁及び下縁において内袋と外袋が一緒にシールされている(シール部11〜13)。外袋の両フィルムの上縁側コーナー近傍に、気体吹き込み用の切り込み18,19が形成され、シール部8,9に連なる補助シール部16,17が形成されている。切り込みを通してエアを吹き込んだ後、サブグリッパー51,52で挟持して流通路21,22を閉じ、切り込みを含む袋口全体をシールする。
(もっと読む)
81 - 100 / 134
[ Back to top ]