
Fターム[3E030GA04]の内容
包装位置への供給(容器の供給) (3,570) | 目的、効果 (355) | 安全と信頼性の向上 (132)
Fターム[3E030GA04]に分類される特許
121 - 132 / 132
段ボールシート供給方法および供給装置

【課題】積載された多数の段ボールシートにおける最下端又は最先端のシートを、一枚ずつ分離させながら取出して、自動製函、自動製函函詰工程等に安定的に供給できる新規な段ボールシート供給方法、供給装置を提供する。
【解決手段】外周面に螺旋溝3aを有し、回転しながら段ボールシート1を所定の間隔をおいて分離させながら搬送する搬送用スクリュー4を用いて、密着状態の各段ボールシート1を相互に分離させてから供給する。
(もっと読む)
内袋機

【課題】フィルム切断後に形成される袋体を開袋機構の吸着部まで確実に搬送する。
【解決手段】筒状フィルムの原反から繰り出して袋体を形成する製袋機構1と、該袋体の開口部を開放させる開袋機構3と、開袋機構により開放させた開口部を容器の開口に被せる被せ機構5と、被せ機構により被せた袋体を容器内の底面に装着させる装着機構6と、からなる内袋機において、製袋機構の後段側における搬送経路の両側に対向配置した一対のロール体40の進出移動によりフィルムFを挟持した後、ロール体を回転駆動して袋体の口部を開袋機構まで搬送する袋体搬送機構4を設ける。
(もっと読む)
積層樹脂製袋体の開口部開放装置
【課題】
両側面が密着した状態で複数枚積層されている樹脂製袋体の開口部を開放させたうえ、最上層の袋体のみを取出して迅速かつ容易に袋詰め作業が行える積層樹脂製袋体の開口部開放装置を提供する。
【解決手段】
積層した樹脂製袋体の所定位置を押圧する押圧手段と、積層した最上層の樹脂製袋体の表側シートの開口部近傍を貼着する貼着手段と、貼着手段を昇降作動することにより、最上層の樹脂製袋体の表側シートを持上げて袋の開口部を開放する昇降手段とによって積層樹脂製袋体の開口部開放装置を構成する。
(もっと読む)
袋とラベルの供給装置
【課題】 袋とその表面に配置されたラベルとを、起立状態で同時に自動計量充填装置の充填口へ供給することができ、構造が簡単な袋とラベルの供給装置を提供すること。
【解決手段】 吸盤移送装置18に取り付けられたラベル吸着吸盤13及び袋吸着吸盤11を備え、吸盤移送装置18はラベル吸着吸盤13を袋吸着吸盤11と共にラベルストッカ6へ移送し、ラベルストッカ6内のラベルを1枚吸着したラベル吸着吸盤13と袋吸着吸盤11を袋ストッカ5へ移送し、袋ストッカ5において1枚の袋aを吸着した袋吸着吸盤11と、袋aの一表面に重合配置されたラベルを吸着したラベル吸着吸盤13とを方向を変えて移送することにより、表面にラベルが配置された袋aを起立させて供給する。
(もっと読む)
ロータリ式袋詰め包装機における包袋の開口方法及び装置
【課題】 ガゼット袋の4隅を挟持する4個のクランプを備える包装機であって、前記クランプでもってガゼット袋を高能率で開口する装置。
【解決手段】 ロータ10周縁に2個の固定型クランプ12を設置すると共に、前記クランプの下域に2個の可変型のクランプ14をスライド自在に支持する。前記の固定型クランプ12はいずれも真空チャンバー37と、可動爪35とを備え、一方前記可変型クランプ14も真空チャンバー55と、可動爪57とにより形成する。前記各クランプ12,14の4個の真空チャンバー37,55で、供給されるガゼット袋16の両側前後面吸着支持したあと、前記各真空チャンバーに付属する可動爪35,57で前記ガゼット袋の4隅を挟持し、4個のクランプの一斉開放で被包装物充填のため前記カゼット袋を開口する。
(もっと読む)
包装袋供給装置
【課題】包装袋11をストッパ25で設定される所定位置へ正確に搬送することが可能な包装袋供給装置10を提供すること。
【課題を解決するための手段】ベルトコンベア20の基台21に繰り出し装置30を固定し、繰り出し装置30のハウジング31にピストン式バイブレータ70を、ピストンロッド71の進退方向がベルトコンベア20の送り方向に対し斜め上方から所定角度で交差するように取り付け、ストッパ25に当接した包装袋11に対しピストンロッド71先端に固着した軟質摩擦部材72を介してベルトコンベア20の前進方向に沿った振動を加えるように構成する。ピストン式バイブレータ70は繰り出し装置30のハウジング31に、ピストンロッド71の進退方向とベルトコンベア20の搬送方向との交差角度を調整可能に取り付ける。
(もっと読む)
包装機の包装袋供給装置
【課題】包装袋供給位置に於ける包装袋の高さ位置を補正できる包装機の包装袋供給装置を提供する。
【解決手段】サーボモータ39が回動すると雄ネジ軸40が回動する。雄ネジ軸40に螺合する上下動ブロック41が上下に移動する。上下動ブロック41に固着した2本平行なガイド軸42,42がガイドフレーム43にガイドされて上下する。ガイド軸42,42の上端の連結ブロック46と支柱21を立設する支持ブロック28間は、連接ロッド47により連結されているから、サーボモータ39の回動量に応じて支柱21が上昇若しくは下降する。カウントされるパルス数とサーボモータ39の回動に基づく上下駆動機構37の上下移動量の対応関係は予め求められている。従って、支柱21を所定量上昇若しくは下降させて、包装袋受け取り位置Gで生じた包装袋Wの高さ位置のずれを、包装袋供給ステーションAに於いて補正することができる。
(もっと読む)
ブランクシートの折曲げ搬送装置
【課題】シートマガジンから取出されて折曲げられた状態となったブランクシートを安定して搬送する。
【解決手段】シートマガジン12からブランクシート11を吸着して取出して下方に移送するシート移送手段19を備える。シートマガジン12の下方に、シート移送手段19から受渡されたブランクシート11の底壁部を吸着保持して搬送する搬送コンベヤ20が配設される。搬送コンベヤ20で保持されるブランクシート11の底壁部に対して、シート搬送方向前側に位置して搬送コンベヤ20から立上がっている前方折曲げ部11bを、搬送方向前側から支持する折曲げ部材21を備える。搬送コンベヤ20がブランクシート11を保持して搬送するのに伴い、前方折曲げ部11bに対する折曲げ部材21の支持位置を下流側に変化させて、底壁部に対して前方折曲げ部11bを所定の角度とする。
(もっと読む)
ブランクシートの取出し供給方法および装置
【課題】高速ラップアラウンド式ケーサに適用した場合にも、ブランクケースの良好な移送や折曲げ形成を達成する。
【解決手段】シートマガジン12に、製函した際に内側となる内面ISを取出し口の外方に向けて立てた姿勢でブランクシート11が積層される。シート移送手段23の吸着カップ28で、ブランクシート11の内面ISを吸着してシートマガジン12から取出す。吸着カップ28は、シート取出し後は、吸引孔28aが下向きとなるよう姿勢変換手段24により姿勢変化される。吸着カップ28に内面ISが吸着されて移送されるブランクシート11の外面OSに折曲げ部材25が当接することで、吸着部位のブランクシート11が吸引孔28aによる吸引方向に向けて押圧されて該シート11は上向きに折曲げられる。そして、半製函状態のブランクシート11が、下方の搬送コンベヤ14に受渡される。
(もっと読む)
カートンストッカ
【課題】カートンを円滑かつ確実に送出することができるカートンストッカを提供する。
【解決手段】扁平状態に折り畳まれた多数のカートンを立てた状態で載置すると共に、載置されたカートンを、必要に応じて、前方側のカートン取出部40に送出するカートン送出コンベア10と、カートン送出コンベア10に載置されたカートンの上端部を押えることで、倒れないように支持すると共に、支持しているカートンの上端部を、必要に応じて、前方側に送出するカートン押えコンベア20と、カートン押えコンベア20の前方側で、カートン押えコンベア20から送出されたカートンの上端部を支持するカートンストッパ30とを備えており、カートン送出コンベア10は、上方にカートン押えコンベア20が配置されている前側カートン送出コンベア11と、上方にカートン押えコンベア20が配置されていない後側カートン送出コンベア12とから構成されている。
(もっと読む)
ブランクシートの補助分離装置
【課題】ブランクシートの分離を良好に行なうブランクシートの補助分離装置を提供する。
【解決手段】シートマガジン12に集積した先頭のブランクシート11は、その上下端部がローラ31とシャッター16で支持される。シートマガジン12の取出し口12aの上部側に、先頭のブランクシート11におけるローラ31の支持位置より下方の上端側を吸着する第1の吸着カップ18を備えた補助吸着手段17が配設される。第1の吸着カップ18は、先頭のブランクシート11に対して進退移動し、近接時に吸着したシート11の上端側は、吸着カップ18の離間移動により後続のブランクシート11の上端側から離間する。シートマガジン12からブランクシート11を取出すシート移送手段33は、シート11に対する補助吸着手段17の吸着位置より下方に離間した下端側を第2の吸着カップ34で吸着して取出す。
(もっと読む)
包装容器を押すための装置
本開示は包装機械内で第1の方向に移動するカセット18内に支持される多数の包装容器12を押すための装置10に関する。この装置10は、それを使用して包装容器を前記カセット18に対して第1の位置から第2の位置に押すことができるキャリア40を備える。本発明によれば、この装置10は、装置10の第1の部分では第2の方向に移動し、装置10の第2の部分では第3の方向に移動する少なくとも1つのベルト30、32を備え、かつ、前記第1と第2の部分の間に曲げローラ24が配設され、前記第2の方向及び第3の方向のおのおのは、前記第1の方向とある角度αをなし、最終的にキャリア40は、クランプ装置を使用してベルト30、32に固定される軸38に連結される。 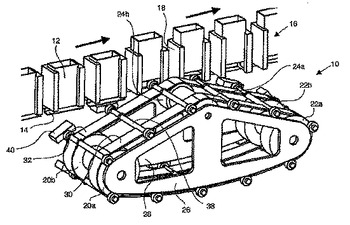 (もっと読む)
(もっと読む)
121 - 132 / 132
[ Back to top ]