
Fターム[3E050BA12]の内容
基本的包装技術−容器成形充填 (14,831) | 包装対象物 (1,239) | 医薬品 (122)
Fターム[3E050BA12]に分類される特許
101 - 120 / 122
不良検査装置及びPTP包装機

【課題】PTPシートの製造過程における不良検査に際し、特にポケット部側の検査精度の向上を図ることで、PTPシートの外観品質の向上を図ることができる不良検査装置、及び、PTP包装機を提供する。
【解決手段】不良検査装置21は、搬送される容器フィルム3に形成されたポケット部に錠剤が収容された後、ポケット部を塞ぐ密封用フィルム4が取着される前段階において用いられる。不良検査装置21は、光源を具備する照明装置22と、錠剤を透過してくる透過光を撮像可能なカメラ23と、カメラ23から出力される画像信号を処理する画像処理装置24とを備えている。照明装置22は、容器フィルム3のポケット部の開口側に設けられ、カメラ23は、照明装置22とは容器フィルム3を介して反対側に設けられている。そして、光源から照射され、錠剤及び容器フィルム3を透過した光によって錠剤の欠け等に関する透過光検査が実施される。
(もっと読む)
検査装置及びPTP包装機

【課題】PTPシートの製造過程における錠剤の良/不良を検査するに際し、少なくとも錠剤表面の欠けを適切に検査可能な検査装置、及び、PTP包装機を提供する。
【解決手段】照明装置から照射され錠剤を透過する透過光によって錠剤を撮像し、カメラから出力される画像データを二値化し(S200)、二値化された画像データに基づき連結成分に対してラベリングし(S210)、高輝度側に対応する明連結成分及び低輝度側に対応する暗連結成分を取得し(S220)、各連結成分を面積値で降順にソートする(S230)。一方で、少なくとも欠け用の基準面積値を包含する連結成分毎の基準面積値の配列を用意しておき、予め降順にソートされた基準面積値の配列と上記連結成分の面積値とを比較して、錠剤の良/不良を判定する(S240〜S280)。
(もっと読む)
外観検査装置及びPTP包装機
【課題】PTPシートの製造過程における外観不良を検査するに際し、透過式検査及び反射式検査を略同一位置において実施でき、省スペース化、製造コストの低減及び検査効率の向上を図ることのできる外観検査装置、及び、PTP包装機を提供する。
【解決手段】外観検査装置21は、A1用照明装置22E、A2用照明装置22H、A1用カメラ23E、A2用カメラ23H、及び画像処理装置24等を備えている。そして、外観検査装置21によって、A1用照明装置22Eから照射された光の透過光をA1用カメラ23Eにより撮像し錠剤の異常等を検出する透過式検査と、A2用照明装置22Hから照射される光の反射光をA2用カメラ23Hにより撮像し錠剤の表面異常を検出する反射式検査とが行われる。反射式検査に際しては、透過式検査において得られた錠剤の位置データを基に錠剤の位置を割り出す。
(もっと読む)
包装体の製造方法及びその製造装置
製造装置1の回転ローラ13,14は、表面に形成された窪み部131,141内にシート23,24の一部を吸引して凹部211,221を形成するとともに、シート23,24を挟持して溶着する。回転ローラ13,14の外部には加熱装置16が設置されている。回転ローラ13,14のシート挟持部分近傍に配置された充填ノズル171からは、充填物が凹部211,221に供給される。さらに、回転ローラ13,14の後段に配置される切断手段18は、表面から打ち抜き刃が突出した一対のローラ181を備えている。 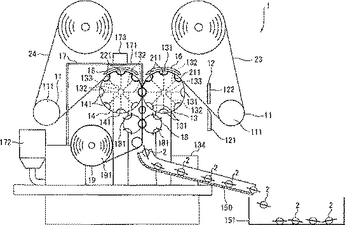 (もっと読む)
(もっと読む)
位置調整装置及びPTPシートの製造装置
【課題】密封用フィルムの破断を生じさせないように密封用フィルムを延伸させ、密封用フィルムに付された図柄を容器フィルムの所定位置に高い精度で合わせるように、密封用フィルムの位置調整を行う。
【解決手段】延伸用センサ51にて密封用フィルムのマークが検出されると、位置検出エンコーダ53から位置情報Aが出力される(d)。この位置情報Aと上流側目標位置Qとの差分から密封用フィルムの延伸率Gを算出する(e,j)。一方、延伸後センサ52にて密封用フィルムのマークが検出されると、位置検出エンコーダ53から位置情報Bが出力される(f)。この位置情報Bと下流側目標位置Pとの差分からフィードバック量を算出し(g,h)、上流側の目標位置Qを補正することによって(i)、延伸率Gを補正する(j)。そして延伸率Gで延伸サーボモータ64を制御する。
(もっと読む)
不良検査装置及びPTP包装機
【課題】PTPシートの製造過程における不良を検査するに際し、検査精度の飛躍的な向上を図ることのできる不良検査装置、及び、PTP包装機を提供する。
【解決手段】不良検査装置21は、照明装置22、カメラ23及び画像処理装置24等を備えている。照明装置22により、錠剤5及び容器フィルム3に対し、赤外光が照射され、当該光によって錠剤の欠け等に関する透過光検査が実施される。照明装置22が角度透過率制御フィルタ29を具備しており、当該角度透過率制御フィルタ29によって、容器フィルム3越しにカメラ23に直接入射する光が除去又は減光させられる。すなわち、光源と、カメラ23のレンズ部中心を結ぶ直線上の光並びに当該直線に対しレンズ部の画角以内の光が、全反射される。これにより、光源からの光のカメラ23への直接の入射が制限され、カメラ23に入射される光が強すぎることに起因する不具合を防止できる。
(もっと読む)
分包紙および薬剤分包袋並びに薬剤分包袋の製造方法
【課題】 小さな力で楽に開封することが可能な薬剤分包袋の提供。
【解決手段】 両側縁部10a,11aどうしが向い合うように二つ折りされた長尺のシート3からなり、対向するシート片部10,11の間に薬剤12が投入され、両側縁部10a,11aどうしがヒートシールされ、両側縁部10a,11aのうち一方の縁部11aの縁辺11bが他方の縁部10aの縁辺10bに対してシート3の幅方向に位置ずれしている薬剤分包袋2。
(もっと読む)
PTP包装体およびその製造方法
【課題】 PTP包装体の切欠部での分割性の良好なPTP包装体の製造方法を提供することである。
【解決手段】 少なくとも二つの切欠部と、前記二つの切欠部の間に配設された収容部と、を有する熱可塑性樹脂層と、前記熱可塑性樹脂層の前記収容部の開口部に積層された金属薄膜と、を備えるPTP包装体の製造方法であって、(1)前記熱可塑性樹脂層を加熱する加熱工程と、(2)前記収容部を形成するように、収容部成形型により前記加熱された熱可塑性樹脂層を成形する成形工程と、(3)前記収容部に薬剤を充填する充填工程と、(4)前記金属薄膜をヒートシールして前記薬剤を前記収容部に密封する密封工程と、(5)前記熱可塑性樹脂層に前記切欠部を形成する形成工程と、を含む製造方法において、前記工程(1)に先立ち、前記熱可塑性樹脂層を予熱する予熱工程を含む製造方法を開示する。
(もっと読む)
PTPシートのマーク合わせ装置
【課題】 フィルムロール更新時の駆動系の調整や、シートピッチの設定、変更が容易で、マーク合わせ調整に要する時間の大幅な短縮を可能ならしめるようにする。
【解決手段】 成形ドラム2とシールドラム5をそれぞれ独立駆動方式とし、これらドラムの駆動系から独立させて設置したエンコーダ22からのパルス信号とロット情報とマークセンサ23からのマーク位置信号とに基づき、成形ドラム駆動モータ13及びシールドラム駆動モータ14の速度を決定してこれら各駆動モータを同期制御するとともに、ポケットフィルム3側の基準位置を設定してこの基準位置に対するレジマークの位置ズレを検出し、この位置ズレを、成形ドラム駆動モータを位相制御するとともにカバーフィルムの供給系の途中に設けた張力調整用のブレーキ付ローラ30に加える制動力を制御することで補正する。
(もっと読む)
PTP機のカバーフィルム定テンション繰出し装置
【課題】 カバーフィルム連続搬送ラインの途中にバッファ機能を持つ間欠運転型印刷機を配置しても、それ以降の張力一定制御を安定して行なわせることができるようにする。
【解決手段】 PTP機に、間欠運転型印刷機11からカバーフィルム4を繰り出すための繰出しローラ17と、繰出しローラ17を駆動する駆動モータ16と、付勢手段により常時付勢された揺動自在なスィングアーム18の自由端に取り付けられて、繰出しローラ17を通過してきたカバーフィルム4に張力を付与するテンションローラ19と、スィングアーム18の揺動角度に応じて信号を出力する角度センサ21と、角度センサ21からの信号に基づいて、スィングアーム18が所定角度に保持されるように駆動モータ16の速度を制御することで、カバーフィルム4に付与する張力が一定となるように制御する張力制御装置31とを設ける。
(もっと読む)
PTPシートのマーク合わせ装置
【課題】 フィルムロール更新時の駆動系の調整や、シートピッチの設定、変更が容易で、かつ伸長可能量を大きくできて、ラフな制御も可能ならしめるようにする。
【解決手段】 成形ドラム2とシールドラム5をそれぞれ独立駆動方式とし、これらドラムの駆動系から独立させて設置したエンコーダ22からのパルス信号とロット情報とマークセンサ23からのマーク位置信号とに基づき、成形ドラム駆動モータ13及びシールドラム駆動モータ14の速度を決定してこれら各駆動モータを同期制御するとともに、ポケットフィルム3側の基準位置を設定してこの基準位置に対するレジマークの位置ズレを検出し、この位置ズレを、カバーフィルムの供給系の途中に設けた張力調整用のブレーキ付ローラ30に加える制動力を制御することで補正する。
(もっと読む)
包装機用包材繰り出し装置
【課題】 包材を連続搬送する必要のある捺印機と包材を間欠搬送する必要のある包装機の動作を取り持つ機構を設けて、ライン上で包材にロットナンバー等を印刷できるようにする。
【解決手段】 包材スプール4をモータ5で回転駆動できるようにするとともに、包材スプール4と包装機2との間の包材搬送ラインの途中に連続印刷方式の捺印機6を配置し、かつ包材搬送ライン上の捺印機6と包装機2との間には、昇降自在で、捺印機6にて印刷済みの包材3aを連続搬送しながら所定量、一時溜め込むことが可能なバッファ機能を持つ昇降ローラ7を設け、昇降ローラ7の上下方向の位置を複数のローラ位置センサA,B,Cにて検出して、昇降ローラ7の位置に応じてモータ5及び包装機2をON/OFF制御する。
(もっと読む)
ブリスター包装機械
ブリスター包装機械(10)は、基底シートに多数の浅鉢状の窪みを形成することができる成形ステーション(13)と、上記浅鉢状の窪みの中に製品を詰込むことができる詰込みステーション(17)と、この後に設けられ、上記基底シート(11)に対してカバーシート(18)を封止することができる封止ステーション(20)とを備える。上記詰込みステーション(17)は、上記基底シート(11)の上方に配置されるブラシ筐体(23)を含み、上記ブラシ筐体の中には、複数の回転駆動される円筒ブラシ(25)が平行に相並んで配置される。上記円筒ブラシは回転駆動部(31)と接続され、上記回転駆動部は、上記ブラシ筐体に隣接して配置される駆動部筐体(22)の中に収容される。ここにおいて、上記回転駆動部(31)の駆動運動を、上記駆動部筐体(22)の壁部(22a)を通って上記円筒ブラシ(25)へ伝達可能にする磁気結合部(27)が設けられる。 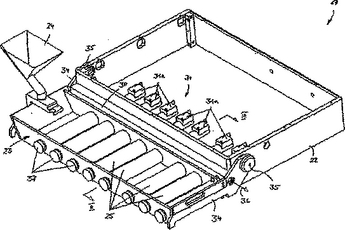 (もっと読む)
(もっと読む)
ブリスター包装機械の制御方法
この発明は、サイクル式に動作する少なくとも1つの作業ステーションを備えたブリスター包装機械であって、1つの動作サイクルの間に、少なくとも1つの第1の調節運動が期間TV1にわたり実行され、これに続き、製品および/または材料の処理が行なわれる処理状態が期間TBにわたって取られ、これに続き、第2の調節運動が期間TV2にわたり実行される、ブリスター包装機械を制御する方法に関する。上記包装機械のサイクルレートR(=1分間当りのサイクル数)は入力装置を用いて入力可能である。さらに、この入力装置を用いて、上記期間TV1,TB,TV2は、それぞれ直接または間接に互いに独立して入力可能である。入力された期間TV1,TB,TV2が予め定められた限界の内側にあるかどうか、およびその和が最大サイクル時間Tmax以下かどうかを演算処理装置が検査する。 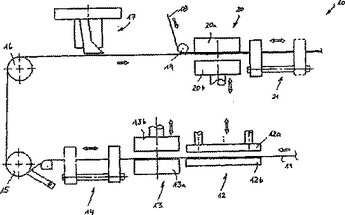 (もっと読む)
(もっと読む)
移送装置、充填装置及びPTP包装機
【課題】上方から下方へと移送される被移送物の損傷を抑制可能な移送装置、充填装置及びPTP包装機を提供する。
【解決手段】充填装置13は、パーツフィーダ22と、複数のスプリングパイプ23と、充填シュート24と、錠剤5の下方への移動を規制するための規制案内手段25とを備えている。規制案内手段25は、一対のロール31,32と、該ロール31,32を移動するための移動手段33を有している。充填装置13の錠剤5を供給する際に、前記ロール31,32にスプリングパイク23を略N字状に掛けたまま、移動手段33によってロール31,32を上方から下方へと移動させることで、スプリングパイプ23内の錠剤5をゆっくりと下方へ移送させるように構成した。
(もっと読む)
自動包装機
【課題】 包装シートを案内する複数の部材の高さ調整を容易にする。
【解決手段】 帯状シート14からなる包装材料を該包装材料の長手方向中央部18で折り曲げて該中央部の両側に位置する一対の半片を重ね合わせると共に、折曲部を下に開放端部を上に向けた状態で略水平方向に連続的に案内する自動包装機10において、
上下方向に向けて配置された昇降レール78と、折曲部を案内する複数の下部案内部50〜56と、複数の下部案内部を昇降レールに沿って一体的に昇降させる下部昇降機構96と、開放端部を案内しながら加熱する加熱部84と、加熱部を昇降レールに沿って昇降させる上部昇降機構98を有する。
(もっと読む)
薬剤分包装置
【課題】 複数の包装体の少なくとも一つに薬剤を収容した長尺の包装シートを分断装置にて1又は連続した2以上の前記包装体からなる包装体群に順次分断していき、当該分断された前記包装体群を搬送装置にて順次搬送していく薬剤分包装置であって、前記分断装置にて分断された包装体群の搬送動作に要する時間を短くでき、これにより、当該包装体群が薬剤分包装置外に排出されるまでの時間の短縮化を図ることができる薬剤分包装置を提供する。
【解決手段】 薬剤分包装置100は、カッター装置60にて切断されていない状態のシート300がコンベア70に移行したときにコンベア70の搬送速度を所定の基準搬送速度にし、シート300の分断後は、前記基準搬送速度より速い搬送速度にし、さらに次の切断されていないシート300がコンベア70に移行したときに基準搬送速度に戻す。
(もっと読む)
形成・充填・密封プロセス
リザーバ・パッチを作製するための一段階プロセスは、第1の組の密封ローラに、そしてそこから、直接に第2の組の型抜きローラに、そして好ましくは直接にパッケージング・ステップにウェブを供給することを含み、それによって、大部分のオペレータ関連の誤りを回避するとともに、全体的な無菌および再現性を大幅に向上させる。 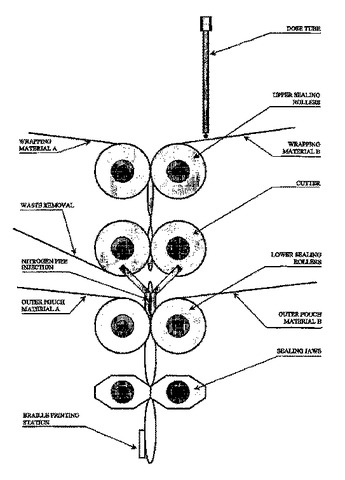 (もっと読む)
(もっと読む)
ブリスタパック製造用ブリスタ包装機
ブリスタパック(B1)を生成するためのブリスタ包装機(M1)は、一連に配置された、生産物(104)を含むブリスタでブリスタバンド(102)を定義するため、熱成形可能な材料の第1の連続的なバンド(102)の少なくとも1つの熱成形ステーション(101);生産物(104)を供給し、ブリスタバンド(102)を後者で満たすステーション(105);ブリスタバンド(1つのバンド(NB1)上に第2のバンド(107)を連続的に供給する第2のバンド(107)の供給ステーション(106);第1のブリスタ15バンド(102)がブリスタパックを得るために第2のバンド(107)によって封止される閉鎖ステーション(108);ブリスタパック・バンド(NB1)を処理するためのステーション(200);および、ブリスタパック・バンドが生産物(104)で満たされるそれぞれのブリスタパック(B1、02)に切断される切断ステーション(R1)を含む生産ラインを有する。
生産ラインは、生産物供給ステーション(105)から少なくとも開始し、本質的に水平な連続的な供給経路(A1)に沿って、延長する。
経路(A1)に沿った処理ステーション(200)は、ブリスタパック・バンド(NB1)の方へ近づいたり、離れたりするように連続的に移動し、経路(A1)に沿ってブリスタパック・バンド(NB1)に続く印刷/隆起除去手段(135、136)を含むブリスタパック・バンド(NB1)の少なくとも1つの印刷/隆起除去ステーション(109、110)によって定義される。
(もっと読む)
ブリスターバンドの切断によるブリスターパック製造方法および装置
ブリスターバンド(4)の切断によるブリスターパック(7)の製造方法と関連装置(1)であって、これによると、製品が収納されるブリスター(2)付きのバンド(4)が、次のステーション、バンド(4)検証ステーション、ブリスターバンドがカバーバンドで閉鎖される閉鎖ステーションを通って閉鎖ブリスターバンド(4)の切断用の切断ステーション(5)まで、選定された供給方向(A)に供給される。該切断ステーション(5)において、閉鎖ブリスターバンド(4)は、少なくとも1つの細長片(9a,9b)あるいはブリスターバンド(4)の断片長手方向縁から関連ブリスターパック(7)が漸進的剪断によって切断され、分離されて得られる。不満足と見なされたブリスターバンド(4)の部分が管理ステーションで検知される場合、欠陥と見なされると同時に拒絶に向けられる対応するブリスターパック(8)のバンド(4)の細長片(9a,9b)からの分離が防止されるよう、次の剪断は部分的あるいは不完全に実行される。 (もっと読む)
101 - 120 / 122
[ Back to top ]