
Fターム[3E050BA12]の内容
基本的包装技術−容器成形充填 (14,831) | 包装対象物 (1,239) | 医薬品 (122)
Fターム[3E050BA12]に分類される特許
81 - 100 / 122
ウェブセンタリングシステム
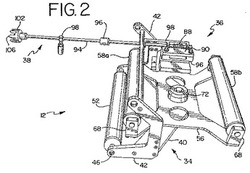
【課題】成形−充填−密封包装機の無菌内部領域で材料ウェブをセンタリングするインラインウェブセンタリング装置(12)を提供する。
【解決手段】ウェブセンタリング装置は、支持部材(40)、トラッキングアセンブリ(36)および整列機構(38)を有し、各々は、この包装機の内部無菌領域に収容されている。支持部材(40)は、この成形−充填−密封包装機に一体的に固定されている。トラッキングアセンブリ(36)は、支持部材(40)に取り付けられ、そして支持部材の周りで旋回する。トラッキングアセンブリ(36)が旋回すると、そのトラッキングアセンブリは、支持部材(40)に対して一定角度で位置付けられ、その結果、整列機構(38)を起動したとき、このトラッキングアセンブリの角度が変えられ、それにより、この包装機での材料ウェブの流路を調整する。
(もっと読む)
錠剤投入装置及びPTPシートの製造装置

【課題】錠剤から生じる粉塵を効果的に除去可能で、ポケット部内への粉塵の混入を抑止可能な錠剤投入装置及びPTPシートの製造装置を提供する。
【解決手段】ボウルフィーダ31の直下に配置された集塵機構40は、略密閉状態で、コイルシュータ33の上部区間を収容している。そして、吸引口41aを介した空気の吸引により、コイルシュータ33の上部区間における集塵を実現する。一方、吹付け機構60では、流入口62bを介した空気の供給により、案内経路に沿って形成された複数の噴射孔61bから、コイルシュータ33を通過する錠剤5に対し、繰り返し、また、複数方向から空気を吹き付ける。そして、投入シュータ32の直上に配置された集塵機構50は、吸引口51aを介した空気の吸引により、吹付け機構60にて錠剤5表面から取り除かれて浮遊する粉塵の除去を主として、コイルシュータ33の下部空間における集塵を実現する。
(もっと読む)
PTPシートの製造装置
【課題】落下などによる衝撃が加わったとしても破損しにくいPTPシートを製造可能なPTPシートの製造装置を提供する。
【解決手段】フィルム受けロール19の両端部に凹部31を設け、凹部31に対応する部分が、加熱ロール20に接触はするものの、圧力がほぼ0の状態で接触するようにし、加熱ロール20からの熱がほとんど伝達されないようにする。そのため、加熱ロール20の熱によるシーラントの融解は生じず、この部分は、シール目の形成されない非取着部分となる。このような非取着部分を有するPTPフィルムから、打抜き装置による打ち抜きを行い、PTPシートを製造する。PTPシートは、4角に略L字型でシール目が形成されていない非取着部分を有するものとなる。
(もっと読む)
PTPシートの製造装置
【課題】密封用フィルムにコードが付されるPTPシートを製造するにあたり、被包装物である錠剤と密封用フィルムに付されたコードとが対応しているか否かを容易に確認可能なPTPシートの製造装置を提供する。
【解決手段】バーコードリーダ45によって密封用フィルム4に付されたバーコード7が読み取られる。そして、変換手段47にて作業者が認識可能な情報へ変換され、モニタ48に表示される。また、品種特定手段41が、カメラ17a,23aから出力される画像から、錠剤データベース42を参照して錠剤5の品種を特定し、品種情報取得手段43は、品種情報データベース44を参照し、錠剤5の品種及び関連情報からなる品種情報を出力する。比較出力手段46は、この品種情報とバーコードリーダ45の読取結果とを比較し、両情報が対応していない場合には、アラーム等による報知を行う。
(もっと読む)
PTPシートの製造装置
【課題】カバーフィルムとしての密封用フィルムにコードが付されるPTPシートを製造するにあたり、生産スケジュールが変わっても適切にコードを付すことが可能なPTPシートの製造装置を提供する。
【解決手段】PTPシートの製造工程において、印刷手段40にて、文字情報と共にバーコードを密封用フィルム4に印刷する。具体的に、印刷手段40では、印刷用センサ42にて密封用フィルム4のマークを検出し、当該検出タイミングに基づいて、印刷機構41によって、シート単位で「ABC」という文字情報8を印刷すると共に、ペア小片の単位でバーコード9を印刷する。一方、位置調整手段22では、延伸用センサ51にて検出される密封用フィルム4のマークに基づき、延伸ローラ62にて密封用フィルム4の延伸を行い、シール手段18による密封用フィルム4の取着位置を調整する。
(もっと読む)
PTPシートの製造装置及び製造システム
【課題】PTPシートを打抜いた後に生じるフィルム端材を適切に処理可能なPTPシートの製造装置及び製造システムを提供する。
【解決手段】裁断装置30を備えることにより、帯状のフィルム端材を、フィルム搬送方向に略垂直に裁断し、細かなフィルム片にして処理する。一方で、打抜き穴の上下左右にフィルムが残ったフィルム端材29vについては、クラッチレバー36にて裁断停止状態とし、裁断装置30で裁断することなくそのまま通過させ、搬送方向変更装置40にて製造装置の側部へ案内して、下流側に配置される巻取り装置50にて巻き取る。具体的には、間欠的に搬送されるフィルム端材29vが、ダンサローラ55にて貯留され、貯留されたフィルム端材29vが繰出しローラ53にて繰出され、巻取りローラ54にて巻き取られる。
(もっと読む)
薬剤分包装置
【課題】 分包用シートとホッパーとの摩擦によって発生する静電気に起因する悪影響を抑制可能な薬剤分包装置を提供する。
【解決手段】 薬剤分包装置1は、薬剤供給部から払い出された散薬や錠剤を集めて分包紙15に供給するホッパー20を備えている。ホッパー20の薬剤投下部28には、分包紙15の移動に伴って分包紙15と擦れる摩擦部28bがある。また、ホッパー20に対して分包紙15の移動方向上流側に電極32が設けられている。薬剤分包装置1は、電極32に高電圧を印加することによって発生するイオンを薬剤投下部28の開口28a近傍に照射し、帯電を解消あるいは防止することができる。
(もっと読む)
PTPシートの製造装置及び充填ユニットの装着方法
【課題】錠剤充填のための構成を工夫することにより、稼動停止期間の短縮を図ったPTPシートの製造装置を提供する。
【解決手段】ホッパ41、直線トラフ42、ボウルフィーダ43、スプリングホース44、及び、充填装置16A,16Bからなる錠剤充填機構及び、レール部45、ユニットカバー46を、充填ユニット40としてユニット化し、装置本体に対して着脱可能に構成した。ここで、錠剤充填機構及びレール部45は、ユニットカバー46内部の空間に配置されている(ホッパ41の上部を除く)。そして、この空間には、基本的には、容器フィルム3の搬入及び搬出のための開口46C,46Dのみが開口として形成されている。
(もっと読む)
ウェーハの固定およびマーク付け
本発明は、少なくとも一枚の材料層からなるシート・タイプ材料またはフィルム・タイプ材料を自動的かつ個別に、マーク付けした内容物を持つ包装単位に包装する方法に関する。蝋様マーク材料で作ったマーク(40)を暖めた第1の包装材料ストリップ(20)に塗布する。シート・タイプ材料またはフィルム・タイプ材料(10)を、第1の包装材料ストリップの表面の粗さよりも大きい粗さを有する表面を有するマークに固定する。第2の包装材料ストリップ(30)をシート・タイプまたはフィルム・タイプ材料に貼付し、第1の包装材料ストリップに連結して閉じた包装単位を形成する。包装単位(35)を冷却し、マークを第1の包装材料ストリップから分離する。シート・タイプまたはフィルム・タイプ材料のための確実な包装方法およびマーク付けが本発明の前記方法に従って開発される。 (もっと読む)
PTPシートの製造装置
【課題】各種の動作を指示するにあたり、衛生面を考慮しつつ、しかも、作業者にとって例えば手袋の着脱といった煩わしさのないPTPシートの製造装置を提供する。
【解決手段】パネル75の手前側に行列状に検知位置が配置されるように、パネル用行ランプ群55、パネル用行センサ群56、パネル用列ランプ群57、及び、パネル用列センサ群58を配置する。そして、行方向及び列方向のセンサ56A〜56D,58A〜58Dによって光量の変化を検知することにって、作業者の指が検知位置に到達したことを非接触で判断し、所望の動作を実現する。パネル75には各検知位置に対応するように行列状のエリアを設け、ここに、動作の内容表示を行う。
(もっと読む)
シール装置及びPTPシートの製造装置
【課題】ロール本体の回転停止時に生じる温度ムラを解消し、シール開始時において、より安定したシールを実現する。
【解決手段】シールの中断指示が検出されると、制御装置は、アーム回動手段61を駆動する。これにより、アーム33が回動されて、シールロール19がフィルム受けロール18から離間した離間状態とされる。そして、その後、制御装置によって予熱制御が行われる。具体的に言えば、シールロール19の加熱と並行して、回動駆動手段81の回動駆動モータを駆動する。これにより、シールロール19のロール本体が回転する。ロール本体の周方向における温度変化が十分に小さくなった場合には、予熱制御を終了し、アーム回動手段61を駆動する。これにより、アーム33が回動されて、シールロール19がフィルム受けロール18に圧接した圧接状態とされ、シール装置によるシールが開始される。
(もっと読む)
薬剤分包機
【課題】印刷機構の複数化に際して簡便で安価な部材を付加することにより、印刷タイミングに多少のずれがあっても一の分包・薬剤収納室に対する印刷が適切に行えるようにする。
【解決手段】長尺の分包帯2にて薬剤を分包する薬剤分包機10において、分包帯2の送り経路に沿って順にカッター27とローラ部26(第1牽引機構)と横シール部25と投入ホッパ24と縦シール部23とプリンタ22(第1印刷機構)とローラ47,48(第1弛緩調整機構)とローラ部46(第2牽引機構)とプリンタ43(第2印刷機構)とローラ41,42(第2弛緩調整機構)と包装帯送給部21とを配置する。
(もっと読む)
ピロー包装機
【課題】被包装物の高さに関係なく所望の位置をエンドシールでき、フィルムのずれに伴い被包装物の噛み込みを抑制できるピロー包装機を提供。
【解決手段】連続供給される帯状フィルムを筒状に形成する製袋器20と、筒状フィルム21のセンターシール装置24と、センターシール装置の下流側に幅方向にシールとカットをするエンドシール装置30を備える。エンドシール装置は、上下に配置されるトップシーラ35a,35bと、トップシーラを所定の軌跡で移動させる駆動機構とを備える。駆動機構は、トップシーラの前後進移動と上下移動を、それぞれ別の駆動モータで動作する。トップシーラを前後進移動させる機構は、少なくともシール面が筒状フィルムに接触してから、上下一対のトップシーラのシーラ面同士が完全に筒状フィルムを挟み込むまでの期間の前進移動速度が、筒状フィルムの移動速度よりも遅くなるように制御する。
(もっと読む)
プレス・スルー・パック包装装置及びプレス・スルー・パック包装体
【課題】PTPポケット部内面を粗面化する事により遮光性能を高める目的で、プラグ装置の突出部が粗面加工を有するPTP包装装置と、これを用いて成形した遮光性のあるPTPポケット部を有するPTP包装体を提供すること。
【解決手段】 PTP包装装置のプラグ装置1にて成形上型4への突出部分6を粗面加工することにより、ポケット部内面10の突出面6との接触部分に粗面が転写され、ポケット面外側9からの可視光光線を散乱することにより錠剤8への遮光性を付与することを目的とし粗面加工してあるプラグ突出部6を持つことを特徴とするプレス・スルー・パック包装装置及びこれを用いて成形したPTP包装体。
(もっと読む)
PTP包装体
【課題】PTPシートおよびアルミ箔からなるPTP包装体において、包装体の表裏面にダイス目が存在しない、フラット化されたPTP包装体を提供する。
【解決手段】ポケット受け孔部を除くシール金型上に緩衝材を設置したシール金型、溝のないフラットな加熱板を有するPTP成形機を用いて、PTPシートおよびアルミ箔を接着することによって、PTP包装体の表裏面にダイス目が存在しないフラット化されたPTP包装体を得る。
(もっと読む)
検査装置及びPTP包装機
【課題】適正な領域設定を迅速かつ容易に行うことのできる検査装置及びPTP包装機を提供する。
【解決手段】外観検査装置21は、撮像装置23、画像処理装置24等を備えている。画像処理装置24は、画像メモリ41、PTPフィルムに対する撮像装置23の各カメラ位置を取得するカメラ位置取得手段42、PTPシートの寸法等の各種データを座標データに変換するデータ変換手段43、PTPシートの寸法等の各種データを記憶するデータ記憶手段44等を備えている。そして、外観検査装置21は、PTPフィルム及び撮像装置23の位置関係と、PTPシート及びポケット部の形状及び寸法とを基に、各種領域を少なくともフィルム幅方向に対し位置決めして設定する。
(もっと読む)
検査装置及びPTP包装機
【課題】検査状況を把握可能な検査装置、及び、PTP包装機を提供し、もって、検査状況が適切でない場合に、迅速な対応を可能とする。
【解決手段】検査を実行し(S100)、不良判定された場合(S110:YES)、不良発生日時及び不良項目からなる不良履歴に関連付けて、画像データ、シート位置追従量、及び、判定値を記憶する(S130〜S150)。そして、不良発生情報中の不良項目が作業者によって選択されると、通常時は検査対象の画像が表示される画面左側に、不良判定されたときのPTPフィルムの画像を表示する。さらに、不良発生情報の表示欄の下方に、不良判定されたときのシート位置追従量を表示すると共に、判定に用いられれた判定値を表示する。
(もっと読む)
PTPシート及びPTPシートの製造装置
【課題】製造に困難を伴ったり装置の複雑化を招いたりすることなく、所定の1区切り単位毎により多くの情報を付与でき、さらには当該情報の容易かつ正確な読み取りを実現することのPTPシート及びその製造装置を提供する。
【解決手段】PTPシート1のうち、密封用フィルム4のポケット部2とは反対側の面に、ペア小片毎に、少なくとも錠剤5に関する情報を包含してなるバーコードからなるコード部8が付される。コード部8は、少なくとも網目状のシール線7にかかるようにして付されている。シール線7の存在により、読取りに際し、シール線7とコード部8とがともに暗く読み取られることも懸念されるところであるが、誤ってコード部を認識しないようシール線7とコード部8の関係を設定することとしている。そのため、正確な読取りを実現することができる。
(もっと読む)
検査装置及びPTP包装機
【課題】撮像タイミングをより最適なタイミングに設定することのできる検査装置及びPTP包装機を提供する。
【解決手段】外観検査装置21は、撮像装置23、画像処理装置24、モニタ25等を備えている。画像処理装置24は、画像メモリ41、PTPフィルム20の適正撮像位置を検出する適正撮像位置検出手段42、撮像されたPTPフィルム20の撮像対象位置を検出する撮像対象位置検出手段43、撮像タイミングを算出する撮像タイミング算出手段44等を備えている。そして、外観検査装置21は、撮像装置23により撮像された画像を基に、撮像装置23による適正撮像位置と、PTPフィルム20の撮像対象位置との位置ズレ量を算出し、前記画像の撮像タイミングと前記位置ズレ量とを基に適正な撮像タイミングを算出する。
(もっと読む)
検査装置及びPTP包装機
【課題】判定値の設定及び判定値の妥当性の確認が容易な検査装置、及び、PTP包装機を提供する。
【解決手段】検査のための計測を行い、判定値を用いて検査を行う検査処理に際し、検査計測結果を統計し、表示処理において、度数分布を表示すると共に(S200)、この度数分布に対応させ、良品許容限界値に基づく限界線及び良品錯誤率に基づく限界線を表示する(S210,S220)。また、設定されている判定値に対応する判定区分の背景色を変更して表示する(S230)。さらに、度数分布に対応させ、良品許容限界値以上の錠剤5の度数の割合である良品発生率を表示する(S240)。
(もっと読む)
81 - 100 / 122
[ Back to top ]