
Fターム[3E050CC04]の内容
基本的包装技術−容器成形充填 (14,831) | 包装材の供給(処理) (421) | 機械的処理(例;多列化) (109) | 折り目付け (27)
Fターム[3E050CC04]に分類される特許
1 - 20 / 27
製袋包装機
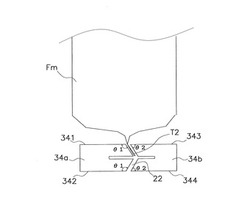
【課題】簡単な構造で横シール部を水平方向に寝かせることができる製袋包装機を提供する。
【解決手段】製袋包装機10は、横シール機構34と、矯正機構36と、底形成機構7とを備える。横シール機構34は、一対のシールジョー34a、34bを備え、各シールジョー34a、34bの対向面は、一方が矢尻形に、他方がそれと噛み合うV字状に形成されている。矯正機構36は、袋の下部に形成された横シール部位T2を袋の底面部に押し付ける。底形成機構7は、袋の下部を受け止めて、袋の底面部を整形する。
(もっと読む)
包装機のフィルム折線付け装置

【課題】包装サイズの変更時における調節を簡単かつ短時間で行ない得る包装機のフィルム折線付け装置を提供する。
【解決手段】第1調節手段によって左右方向に移動調節される支持体27および連動体41に、第1筋付けローラ18の受けローラ12と押えローラ15とが一体で移動するよう配設される。支持体27および連動体41に対して、第2筋付けローラ19の受けローラ13と押えローラ16および第3筋付けローラ20の受けローラ14と押えローラ17とが夫々左右方向に移動自在に支持される。第2筋付けローラ19および第3筋付けローラ20は、第2調節手段44によって第1筋付けローラ18に対して近接・離間移動される。
(もっと読む)
包装フィルム用折り線形成装置
【課題】 加熱温度を高くしてもべたつくこと無く、小さい圧力でも折り線が形成できて傷を付けることなく帯状フィルムの横方向に折り線を形成すること
【解決手段】 帯状フィルム1の加熱により溶融するシーラント面側に冷水を流す配管34が内蔵された冷却側折り癖部材31を配置し、帯状フィルムの非シール面側にヒータ36が内蔵された加熱側折り癖部材32を備える。冷却側折り癖部材の対向面には冷却側挟持刃36を備え、加熱側折り癖部材の対向面には加熱側挟持刃37を備える。冷却側挟持刃と加熱側挟持刃とで帯状フィルムを挟み込んで加熱しながら加圧することで、しっかりと折り線を形成する。
(もっと読む)
製袋包装機
【課題】層厚部分を有する包材が傷付くのを防止することができる製袋包装機を提供する。
【解決手段】製袋包装機は、筒状部と、セーラ部とを備える。セーラ部は、シート状の包材を筒状部に巻き付けるように包材を案内する。セーラ部は、包材の進行方向を略鉛直方向に変化させる折り返し部位を有する。折り返し部位には、包材の層厚部分を通過させるための切り欠きが形成されている。それにより、包材がセーラ部の折り返し部位を通過する時に、層厚部分に加わる摩擦が低減される。
(もっと読む)
ヘムシール装置及びそれを用いた横型ピロー包装機並びにヘムシール形成方法及びピロー包装方法
【課題】 一連の包装工程でヘムシール部付きの包装体を製造するためのヘムシール装置を提供すること
【解決手段】 片面がシーラント面となった帯状フィルム21の搬送方向に沿ってヘムシール部形成箇所に山折り線21bと谷折り線21dを形成するとともに、その山折り線と谷折り線を含むフィルム部位を加熱する折り線形成加熱部51と、その折り線加熱形成部の下流側に設けられ、山折り線と谷折り線で帯状フィルムを折り曲げて帯状フィルムに対して折り重なるように倒れた山折り線と谷折り線間のフィルム部位21cを、その帯状フィルムの他のフィルム部位21dと共に加圧して熱シールする一対のプレスローラを備える。ペアとなる山折り線と谷折り線を形成することで、それで挟まれるフィルム部位を所望の方向に倒すことができる。
(もっと読む)
製袋包装機
【課題】製袋される袋の自立性を高める。
【解決手段】製袋包装機は、フィルム14の折り重ね部であるヒダが底面の周囲に形成されている包装袋34、を製造する製袋包装機であって、角筒状のフィルム14の内側に配される角シリンダー6と、エンドシールバー18と、エッジシーラー28,29と、エンドシールバー18やエッジシーラー28,29を制御するコントローラとを備える。エンドシールバー18は、角シリンダー6の下方において、角筒状のフィルム14を横シールして、包装袋34の底面の略中央に横シール部を形成する。エッジシーラー28,29は、角シリンダー6の下部の周りにあるフィルム14の一部に対して、外側から押し当たり、さらに下方に移動することで、包装袋34の底面の周囲にヒダを形成する。
(もっと読む)
製袋包装機
【課題】折り畳み部を起こす際に発生する筒状の包材の傾きを解消することができる製袋包装機を提供する。
【解決手段】製袋包装機1では、起し板501bが筒状のフィルムFからひだ部FFを起き上がらせる。ひだ部FFの起き上がり動作によって筒状のフィルムFの姿勢が傾くが、ピストンヘッド532aが被操作部531dの突起531eを筒状のフィルムFの外側から内側に向って押すので、第1作用部531a及び第2作用部531bが回動して筒状のフィルムFの内面を外側に向かって押す。
(もっと読む)
製袋包装機
【課題】ひだ部を有する袋を製造する際に、袋に形成されるしわを減少させる製袋包装機を提供する。
【解決手段】製袋包装機1は、製袋包装機構5と、ひだ部形成機構3とを備える。製袋包装機構は、被包装物を包装した袋10を製造する。ひだ部形成機構は、平面状態の包装材を、ひだ部保有状態へと変形させ、さらに前記製袋包装機構へと送る。ひだ部保有状態は、3つの折り目により形成されるひだ部FFを含む断面形状を持つ状態である。また、ひだ部形成機構は、包装材経路規定部を有する。包装材経路規定部は、包装材の搬送経路を規定する。包装材経路規定部は包装材の3つの折り目以外の部分を、複数回一時的に曲げる。
(もっと読む)
製袋包装機
【課題】袋の密封不良の発生を防止した製袋包装機を提供する。
【解決手段】製袋包装機1では、穿孔機4が、シールジョウ171が横シール処理を行う前の段階で、シール予定部のファスナーZPの噛み合い部ZPKを穿孔する。その穿孔が確実に行われていないときシール予定部に噛み合い部ZPKが残り、シール予定部の厚み寸法は穿孔が確実に行われているときに比べて大きくなる。厚み検出機構324の測定部325がシール予定部に直接接触して厚み寸法を測定し、穿孔が確実に行われたか否かを判定する。
(もっと読む)
横形製袋充填機におけるフィルム成形装置
【課題】角筒状に成形される袋の4つの角部に位置するシール耳部が変形したり、シール耳部の幅が異なったりすることなく、見栄えを損ねることのない良好な包装品を得る。
【解決手段】フィルム成形装置20は、帯状のフィルムFを円筒状のフィルムに成形する円筒成形部22と、円筒状のフィルムを左右両側から内側に折り込んで耳部を形成する折込み案内部26と、フィルムにおける左右の各耳部を加熱接着してシール耳部を形成する加熱部28と、加熱接着されて得たシール耳部を加熱直後に冷却する冷却部46およびシール耳部が形成された筒状のフィルムを帯状に展開する展開部30とから構成される。円筒成形部22は、帯状のフィルムFを円筒状に成形する成形手段32と、成形手段32と同心状に配置されて円筒状のフィルムを内方から支持して案内する案内部材34から構成される。
(もっと読む)
製袋包装機
【課題】速度を維持しつつ、ガゼット型の袋を形成することができる製袋包装機を提供する。
【解決手段】製袋包装機10は、製造部3と、袋受け部71と、底形成部73,74とを備える。製造部は、筒状の包材を横シールして、商品を囲う本体部の上下に上シール部および下シール部が形成された袋を製造する。袋受け部は、製袋部から落下してくる袋の下シール部および本体部の一部を受け止める。底形成部は、袋受け部に接触した袋を変形させ、袋の底の形状を所定形状にする。これにより、速度を極端に落とすことなく、ガゼット型の袋を形成することができる。
(もっと読む)
開封装置、包装容器及び包装容器の製造法
【課題】簡単な金型構造で、ウェブ状包装材料に直接、注ぎ口やスパウトを射出成型して得た開封装置、その開封装置を持つ包装容器及びその包装容器の製造法を提供する。
【解決手段】注出孔42及び注出孔の外周近傍であって容器外面側を覆い、注出孔対応部分の一部に未覆部44及び把持部45を有するプルタブ46と、注出孔42内部全体を占め、注出孔42の包装材料縁部47と一体化され、未覆部44を介してプルタブ46と一体化したインジェクション成形体48とからなる開封装置43であって、包装材料縁部47に沿って注出孔42内径側にインジェクション成形体48に形成された弱め線49を有し、プルタブ46が器壁面と、未覆部44を介して一体化した部分を除くインジェクション成形体48との接触面とで剥離可能に接合する。
(もっと読む)
注出口栓、包装容器及び包装容器の製造法
【課題】内容物の注ぎ出しをスムーズにし、安心して注げる注出口栓、その注出口栓を持つ包装容器及びその包装容器の製造法を提供する。
【解決手段】注出口栓は、液体用紙容器の注出孔に設けられた注出筒及び、注出筒5と一体化して注出孔外周辺の容器壁と接合する基部を有するスパウト10と、スパウトと一体化してスパウトを封止するように内蔵された破断可能な第1プルタブ9とからなる注出口栓であって、注出孔から離設された空気孔19を封止するように覆う破断可能な第2プルタブ18を有する。
(もっと読む)
製袋包装機
【課題】安定してガセット型の袋を形成することができる製袋包装機を提供する。
【解決手段】製袋包装機1は、
成形機構50と、ヘム部形成機構33と、シール機構15,17と、はがし部544とを備える。成形機構は、被包装物を包装する包装材をシート状から筒状に成形する。ヘム部形成機構は、成形機構に対し、包装材の搬送方向上流に配置され、包装材に本体部とヘム部とを形成する。シール機構は、成形機構に対し、包装材の搬送方向下流に配置される。また、シール機構は、成形機構によって筒状に成形された包装材をシールする。はがし部は、ヘム部形成機構からシール機構までの包装材が搬送される経路において、ヘム部を本体部からはがす。
(もっと読む)
製袋包装機
【課題】ヘム部を安定して形成する製袋包装機を提供する。
【解決手段】製袋包装機は、製袋包装部と、包装材供給部と、溝形成部材330と、板状部材と、接着補助部材334とを備える。溝形成部材は、包装材供給部によって供給された包装材が製袋包装部に搬送される経路に配置される。また、溝形成部材は、包装材の搬送方向上流から下流に伸びる溝を有する。板状部材は、溝に入り込み、溝形成部材に沿って搬送される包装材を部分的にV字状に折り曲げる。接着補助部材は、折り曲げ部を接着させてヘム部を形成する。折り曲げ部は、部分的にV字状に折り曲げられた包装材の部分である。また、溝形成部材は、ヒーターブロックである。溝形成部材は、溝の表面に接する折り曲げ部に熱を与える。接着補助部材は、摺動面を有する。摺動面は、折り曲げ部の幅方向両側に位置する。接着補助部材は、摺動面の間を通過する折り曲げ部を接着させる。
(もっと読む)
自動包装機
【課題】 被包装物の種類,大きさ,形状を問わず、自立させることのできる包装体を製造する自動包装機を提供すること
【解決手段】 連続して引き出される帯状フィルム11を筒状に形成する製袋器14と、その筒状に形成された筒状フィルムの重合端にシールを施すセンターシール装置と、そのセンターシール装置の下流側に配設され、筒状フィルムの幅方向にシール・カットを施すエンドシール装置とを備えた自動包装機において、製袋器の上流側に、帯状フィルムの進行方向と直交方向に折り目を付ける第2フィルム折り癖付け装置50を設ける。エンドシール装置では、この癖付け装置50で形成された折り目に沿って(所定距離をおいて)エンドシールされる。
(もっと読む)
横形製袋充填機
【課題】美観や高級感を損ねることなく、デザイン面で制約されない角筒状の包装品を得ることができる横形製袋充填機を提供する。
【解決手段】原反ロール16から引き出された帯状フィルムFは、製袋手段23で四角筒状に成形する際の3つの角部と対応する位置に、折り癖形成手段18で折り癖が夫々形成される。製袋手段23では、帯状フィルムFの長手方向の両端縁部を上方の一方の角部に対応する位置で合掌状に重合するように3本の折り癖を基準に帯状フィルムFが角筒状に成形されて、フィルム重合端縁部fは斜め上方に延出する。フィルム重合端縁部fを溶断ローラ33,33で溶断シールすると共に、筒状フィルムFaに収容された物品Wを挟む前後に横シール手段40で横シールを施すことで、1つの角部に対応する位置に溶断シール部が形成されて所定幅の縦シール部を有しない袋詰包装品が得られる。
(もっと読む)
包装材料及びこの製造方法
【課題】 使用に供される形態として巻取り原反とする場合、両側端をきれいに揃えた状態でロール状に巻き取ることができる包装材料及びこの製造方法を提供する。
【解決手段】 本発明に係る包装材料1は、長尺なシート本体2に対し、長手方向に沿って帯状に延びる襞部3を幅方向の少なくとも一箇所に備え、襞部3がシート本体2と重なる部分の厚みに対応して、シート本体2のうち、襞部3の基端から襞部3とは反対側に、襞部3と平行する帯状の厚み調整部4が設けられる。具体的には、所定幅の折返部5が形成されるよう、長尺なシート素材1aが幅方向に折り込まれ、折返部5によってシート素材1aが重なる部分を襞部3に相当する部分を除いて一体化することにより、襞部3と共に厚み調整部4が形成される。
(もっと読む)
箱状の再封袋の製造方法および装置
【課題】据付面積の狭くてすむ縦型包装充填機を用いて、再封可能で袋外観の良好な箱形の密封包装袋を、高い生産性で製造可能とする。
【解決手段】
箱形状を保持しやすくするための罫線を設けた形状保持フィルムと咬合部を形成するための成形部材とを前段でラミネートした包装フィルムをピロー充填包装機のフォーマーに供給し、筒状に熱シールした後に下部のガゼット形成と熱シール、内容品の充填を行い、成形部材上に咬合部を成形するとともに袋上部の熱シールを行って内容品を充填した包装袋とし、次いで袋上部を天面に沿って下方に折り曲げ、折り曲げた上部の両端を袋の側面に沿わせてさらに折り曲げることによって、箱状の包装袋を得る。
(もっと読む)
物品の包装装置
【課題】 シングルフィルムを巻き取ったフィルムロールを用いても判折りした折り目を確実に形成して筒成形フォーマーに供給することができる包装装置を提供する。
【解決手段】 フィルムロールから巻き出されたシングルフィルムを半折フォーマー5で半折りし、フィルムエンドローラ6を介して半折ローラ7に巻回す。半折ローラ7で折り目が形成されたフィルムを、ローラ8を介して拡開させながら折り返して筒成形フォーマー被装する。これにより、筒成形フォーマーによって重ね合わされるフィルムの長手方向における両側縁部を、筒状としたフィルムの底部における略中央に安定的に位置させて接合させることができる。
(もっと読む)
1 - 20 / 27
[ Back to top ]