
Fターム[3E050GC07]の内容
基本的包装技術−容器成形充填 (14,831) | 包装体(その他処理) (401) | 排出手段 (209) | コンベア (131)
Fターム[3E050GC07]に分類される特許
121 - 131 / 131
製袋包装システム
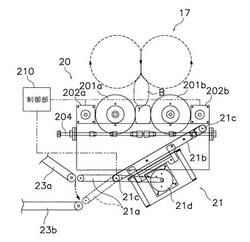
【課題】 製袋包装機から異常に長い袋や異常に軽い袋が排出された場合でも、これらの不良の袋をスムーズに下流側へ搬送することが可能な製袋包装システムを提供する。
【解決手段】 製袋包装システム1は、製袋包装部5における袋Bの排出位置の直下にシュートコンベア21を設けており、シュートコンベア21の下流側には、2つの搬送ライン(正常品搬送コンベア23a,非正常品搬送コンベア23b)が形成されている。2つの搬送ラインは、製袋包装部5からの袋の排出方向からみて、正常品搬送コンベア23aの方が非正常品搬送コンベア23bよりも搬送方向の角度変化が大きい。シュートコンベア21には、正常品搬送コンベア23aと非正常品搬送コンベア23bとに袋Bを振り分ける振分機構(コンベア21a)が設けられている。
(もっと読む)
包装方法及び装置

【課題】 バケットコンベヤを用いて包装位置への製品の供給を行う際に、バケットと製品押し出し装置の送り込み金具との干渉期間を可及的に短くして、包装サイクルの短縮化を図ることができる包装方法及び装置を提供する。
【解決手段】 バケットコンベヤ20によって間欠搬送された製品Aがバケット22と共に待機位置に到達後、バケット22の昇降により、製品Aは上昇位置に持ち上げられる。バケット22内の製品は、製品押し出し手段15によりバケット22から押し出される。バケット22は、その時点で上昇位置から下降させることができるので、製品押し出し手段15が戻り切るのを待つことなく、バケットコンベヤ20の間欠搬送を再開することができる。更に、製品押し出し手段15の作動している間に、バケットコンベヤ20を可能な限り移動させておくことができるので、包装サイクル時間を短縮化することもできる。
(もっと読む)
フレキシブル包装
付属品(40)の中心軸線に実質的に平行にクロスシールが形成される形成されるフレキシブルパッケージの形成及び充填方法及び装置が提供される。クロスシール付属品(40)は角度を成す側部を形成するように付属品に向って角度を成す少なくとも部分(66、84、86)を備えることができる。 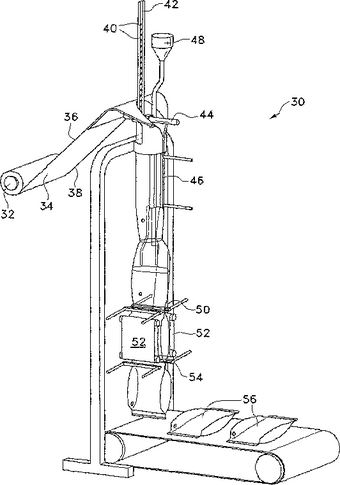 (もっと読む)
(もっと読む)
多シート被印刷製品を包装するための方法及び装置
多シート被印刷製品を放送するための装置は、多シート被印刷製品を運搬するコンベヤと、少なくとも1つの表面凹所を備える第1の外面を有する第1の回転ドラムと、第2の外面を有する第2の回転ドラムとを有しており、第2の回転ドラムは第1のニップにおいて第1の回転ドラムと相互作用する。第1の包装材料供給装置は多シート被印刷製品の一方の側において第1のニップに第1の包装材料を提供し、第2の包装材料供給装置は多シート被印刷製品の他方の側において第1のニップに第2の包装材料を提供する。多シート被印刷製品を包装する方法も提供される。  (もっと読む)
(もっと読む)
品物のグループを梱包するための装置
品物のグループを梱包するための装置(010)は、品物が、好ましくは、プラスチックフィルムで形成される特別な包装紙にそれぞれ製品を収納している包みであり、品物のグループを供給するための手段と、包装フィルムを供給するための手段と、包装紙に品物のグループを包装するための手段とを包含する。包装手段は、フィルムの供給を開始して、品物のグループを包装するための管状フィルム(019)を形成するための手段と、管状フィルム(019)の形成手段を形成するトンネルに複数の品物を挿入するための手段とを含む。 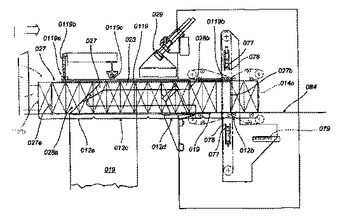 (もっと読む)
(もっと読む)
包装ラインおよび別個の製品を連続的に包装するための方法
【課題】雑誌、CD、DVDあるいはこれらの組み合わせ等の別個の製品を連続的に包装するための包装ラインおよび包装方法を提供する。
【解決手段】第1のコンベヤ3とコンベヤに沿って設けられた多数のフィーダ4とを有する製品集合パス2と、包装チューブを連続包装ウェブから形成するための折り曲げ手段と包装品を横切る方向に切離するためのクロス切離装置10とを有する包装モジュール5と、とりわけ、包装される製品毎に少なくとも3つの横切るシールが形成され、これにより、製品の端部縁からわずかに離間して配置された第1および第2の横切るシールと、第2の横切るシールからいくらか離間して配置され包装品にフラップを形成する第3の横切るシールと、によって特徴付けられる包装された製品が得られるよう、制御部がシール手段とクロス切離装置とを駆動する包装ライン。
(もっと読む)
フィルム包装装置及び方法
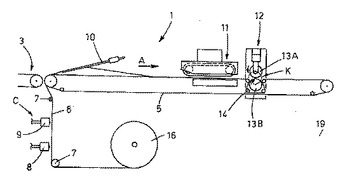
送り方向(A)に沿って移動可能な製品流に合せて動作し、各製品(P)を個別の感熱フィルム(F)の被包体(I)に包装するに適当なフィルム包装装置(1)であって、該装置には:横密封ユニット(9)であって、順に、フィルムの横断部分(B、D)を送り方向に対して横断的に密封するに適当なヒートシーラ(10)及びシーラ受容要素(11)と、該ヒートシーラ(10)及びシーラ受容要素(11)を流れ方向に移動させる機械的駆動手段(12、13)を有するアクチュエータ(14)とを備える横密封ユニット(9);及び制御ユニット(100)であって、アクチュエータ(14)を制御し、それにより製品経路の密封セクション(X)で、該経路に沿ってヒートシーラ(10)によりフィルムの横断部分(B、D)の密封を行うが、ヒートシーラ要素及びシーラ受容要素の流れ方向の速度を、製品流の速度と一定及び等しくする制御ユニット、を備える包装装置。 (もっと読む)
包装装置
【課題】倒れやすい厚み及び形状の被包装物を、略垂直に積み重ねたまま一括包装することができる包装装置を提供する。
【解決手段】被包装物Bが第1載置面95に載置されたとき、上端側がシールされた合成樹脂製のチューブ状フィルムfの下端側開口部を引き下げ装置50で把持して、被包装物B上方から第1載置面95下方に向けて引き降ろしながら、被包装物Bの外面全体が覆われるように被せる。第2載置面81,81を前進移動させるとともに第1載置面95に対して相対的に上昇させて、チューブ状フィルムfを被包装物Bの下面に沿って絞り込むとともに被包装物Bを第1載置面95から第2載置面81,81に移載して、チューブ状フィルムfの下端側開口部を底シール装置80によりシールする。
(もっと読む)
薬剤分包装置
【課題】 複数の包装体の少なくとも一つに薬剤を収容した長尺の包装シートを分断装置にて1又は連続した2以上の前記包装体からなる包装体群に順次分断していき、当該分断された前記包装体群を搬送装置にて順次搬送していく薬剤分包装置であって、前記分断装置にて分断された包装体群の搬送動作に要する時間を短くでき、これにより、当該包装体群が薬剤分包装置外に排出されるまでの時間の短縮化を図ることができる薬剤分包装置を提供する。
【解決手段】 薬剤分包装置100は、カッター装置60にて切断されていない状態のシート300がコンベア70に移行したときにコンベア70の搬送速度を所定の基準搬送速度にし、シート300の分断後は、前記基準搬送速度より速い搬送速度にし、さらに次の切断されていないシート300がコンベア70に移行したときに基準搬送速度に戻す。
(もっと読む)
プラスチック材料のフィルムで商品を包装するための方法と装置、およびこのように得られた包装
プラスチック材料のフィルムで商品を包装する方法によれば、プラスチックフィルムバンド(6)は、搬送手段(5)に供給され、一方で、帯状糊(18)がプラスチックフィルムバンド(6)の長手方向のエッジに沿って塗布され、一様に間隔を置かれる面状糊(19)は、プラスチックフィルムバンド(6)に対し横方向に塗布される。
包装される一連の商品(2)は、横方向面状糊(19)間の位置のプラスチックフィルムバンド(6)上の搬送手段(5)に供給され、次にプラスチックフィルムバンド(6)の長手方向のエッジは、商品(2)周辺でチューブを形成するために折り畳まれ、プラスチックフィルムバンド(6)のエッジを重ねさせる。
プラスチックフィルムバンド(6)のエッジは、結合を安定させるために押圧され、横方向面状糊(19)もまた押圧され、一方で、商品(2)の単一の包装を得るため、横方向面状糊(19)の間に位置する部分において、横方向にプラスチックフィルムバンド(6)を同時に切断する。
 (もっと読む)
(もっと読む)
製品を包装するための方法と装置および包装製品のアレイ
キャンディーなどの製品(3)を包装する方法であって、輸送方向に連続的に移動している第1のシート(1)上に製品を配置し;同じ輸送方向に連続的に移動し、第1のシートに対して実質的に面平行に整合された第2のシート(2)で製品を覆い;第1と第2のシートを、封止装置(22)によって個々の製品またはグループ分けされた製品の外縁付近で互いに封止する各工程を有してなり、封止装置が、移動しているシートの一方の側で移動方向に対して実質的に垂直に延在した封止リブ(12)を備え、封止リブ(12)がシートと同じ速度で動かされており、この封止リブが第1と第2のシートを、移動している製品の間で互いに封止するものである方法が開示されている。  (もっと読む)
(もっと読む)
121 - 131 / 131
[ Back to top ]