
Fターム[3E050GC07]の内容
基本的包装技術−容器成形充填 (14,831) | 包装体(その他処理) (401) | 排出手段 (209) | コンベア (131)
Fターム[3E050GC07]に分類される特許
21 - 40 / 131
包装充填装置及び包装充填方法
【課題】チューブ内の液体圧力が変動によって圧力が下がっても、陰圧へ下降することを防止して、チューブへ外部雰囲気物質が侵入することを防止することができる包装充填を提供する。
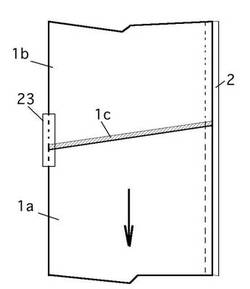
【解決手段】ウェブ状包装材料1aに次の包装材料1bを継ぎ目1cで継いで連続的に供給し、チューブ状に成形し、包装材料の両端部で重ね合わされたチューブの縦線方向に縦シールし、チューブ内に充填パイプから液体食品を充填し、液面下でチューブ横断方向に横シールし、チューブを同時に成形用フラップで挟んで予備成形し、横シール帯域で切断して包装容器を製造し、プレッシャーフランジがチューブ内の液体食品の圧力を陽圧にし、継ぎ目の部分が、チューブ状成形時にずれて継がれ、継ぎ目の端部であって、チューブ外側に対応する位置に、端部から突出するように、熱シール性フィルム23を貼着し、熱シール性フィルム23で継ぎ目の部分を覆ってシールする。
(もっと読む)
スティック型包装袋製造用の充填包装機及びスティック型包装袋の製造方法

【課題】重ね合わせ部を幅方向の端部寄りに移動させた形態のスティック型包装袋を製造するに当たり、簡単な構造で以て重ね合わせ部を正確な位置に形成する。
【解決手段】包装フィルムFは、偏向装置35により、裏面Fbを正面から視て左右いずれかに振られた方向に向けた姿勢で下方に送られてフォーマ装置50に導入され、振られた方向から視て幅方向の中央部において両側縁部を重ね合わせて筒状に回曲されたのち、重ね合わせ部11に縦シールが施されて筒状体Tが形成される。筒状体Tに対して内容物Aが充填されつつ正面から横シールが施されることでスティック型包装袋10が形成される。筒状体Tに形成された重ね合わせ部11は、正面から視れば幅方向の一側に寄った位置にあり、この筒状体Tに対し正面から横シールを施すことから、重ね合わせ部11が幅方向の端部寄りの位置に来たスティック型包装袋10が製造される。
(もっと読む)
PTPシート製造装置
【課題】充填ユニット交換時における作業性や利便性の向上等を図ることのできるPTPシート製造装置を提供する。
【解決手段】PTP包装機10では、容器フィルムに形成されるポケット部に錠剤を充填する錠剤充填機構が充填ユニット40としてユニット化され、予め定められた装置本体11上の設置エリアに着脱可能に設置されている。さらに、装置本体11上には、使用済みの充填ユニット40Aと新規の充填ユニット40Bとの交換時において、新規の充填ユニット40Bを設置エリアへ設置するにあたり、使用済みの充填ユニット40Aを設置エリアから退避させるための退避エリアが設けられている。
(もっと読む)
PTPシート製造装置
【課題】PTPシートに対しラベル部材を適切に貼付することのできるPTPシート製造装置を提供する。
【解決手段】PTP包装機11は、容器フィルム3にポケット部2を形成するポケット部形成装置16、当該ポケット部2に錠剤を投入する錠剤投入装置21、ポケット部2を塞ぐように帯状のカバーフィルム4を取着する連続送りロール20及び加熱ロール25等を備えている。さらに、カバーフィルム4取着後のPTPフィルム6が連続送りされる区間には、当該PTPフィルム6に対しラベル部材を貼付するラベル貼付装置30が設けられている。
(もっと読む)
PTPシート製造装置
【課題】PTPシートを製造するにあたり、不良品の発生を低減することのできるPTPシート製造装置を提供する。
【解決手段】PTP包装機は、容器フィルム3にポケット部2を形成するポケット部形成装置、当該ポケット部2に錠剤を投入する錠剤投入装置、ポケット部2を塞ぐように帯状のカバーフィルム4を取着するシール装置等を備えている。シール装置は、フィルム受けロール18と、これに圧接するシールロール19とからなる。フィルム受けロール18は、その外周面に複数の平坦面41を有した略多角柱形状をなし、ポケット部2を収容するポケット受け凹部43を各平坦面41に有している。そして、フィルム受けロール18が、ポケット受け凹部43にポケット部2を引っ掛けて容器フィルム3を搬送しつつ、両ロール18,19間にて両フィルム3,4を加熱圧接することにより、容器フィルム3に対しカバーフィルム4が取着される。
(もっと読む)
商品製造装置用データ換算装置
【課題】温室効果ガスの排出量とともに、商品製造現場における生産損失および稼動エネルギーを正確に表示することができる商品製造装置用データ換算装置を提供することである。
【解決手段】商品製造装置用データ換算装置においては、制御部210a,〜,290aにより商品を製造する各種商品処理装置の製造ロスおよびフィルムロスが検知され、検出器210b,〜,290bにより各種商品処理装置からエア排出量および消費電力エネルギーが検知される。そして、制御部301により制御部210a,〜,290aおよび検出器210b,〜,290bにより検知された検知結果が二酸化炭素の排出量または金額に換算され、当該換算された換算結果である温室効果ガスの排出量または金額と、検知結果とが表示部305により表示される。
(もっと読む)
PTPシート及びPTPシート製造装置
【課題】検査精度の向上を図ることのできるPTPシート、及び、これを製造するためのPTPシート製造装置を提供する。
【解決手段】PTP包装機は、帯状の容器フィルム3にポケット部2を形成するポケット部形成装置、当該ポケット部2に錠剤5を投入する錠剤投入装置、ポケット部2を塞ぐようにして帯状のカバーフィルム4を取着する加熱ローラ等を備えることにより、ポケット部2の底部2aにおいて、内側に向け突出した凸部2bを有したPTPシート1を製造する。
(もっと読む)
横形製袋充填機の物品押さえ装置
【課題】押さえ部材の耐久性の改善を図ると共に、性状の異なる多品種の物品に広く適用可能とする。
【解決手段】フィルム搬送路の上方に配設される無端コンベヤ34は、側枠52の長手方向に離間して回転可能に配設された一対のプーリ54,56間に歯付き無端ベルト58が巻掛けられ、該歯付き無端ベルト58に一定間隔毎に押さえ部材60が着脱可能に配設される。前記押さえ部材60は、JIS K 6252で規定される試験方法による測定での引裂き強さが30N/mm以上となるシリコーンゴムの成型品であって、幅方向に複数の歯が並ぶ櫛歯部64を、歯付き無端ベルト58の外側に突出形成すると共に、該櫛歯部64を前傾姿勢で歯付き無端ベルト58の走行方向に所定間隔毎に配設される。
(もっと読む)
形成・装填・シール機
【課題】スライダ作動式のひも状ジッパーを備えた再閉鎖可能なパッケージを製造するための水平型の形成・装填・シール機とそれに関連する製造方法とを提供する。
【解決手段】ウェブに製品を配置する手段と、製品を収容する内部容積とジッパーが取り付けられる口部とを備えると共に少なくとも1つの壁がウェブによって形成されている容器部を形成する手段と、ジッパーにスライダを挿入するスライダ挿入装置と、周囲の空気が内部容積内に入り込まないように容器部をシールする手段とを具備する。また、ウェブがフランジレスジッパー片に取り付けられる前にウェブの縁をフランジレスジッパー片に揃える手段をさらに具備し、或いは、ウェブの縁に近いウェブの一部がフランジレスジッパー片に取り付けられた後にウェブの縁を切り取る手段をさらに具備する。
(もっと読む)
逆ピロー包装機および包装方法
【課題】 おもて面に所望の図柄が施された不透明な包装用のフィルムであっても、被包装物の供給位置を搬送面上で正しく認識でき、人手による供給を確実に行うこと
【解決手段】 おもて面に図柄Dが施されているとともに、その図柄はおもて面から光を照射すると図柄が裏面側に透過しして見えると共に、光が照射されない部位ではその図柄は裏面側から見えない帯状フィルム15を用いて包装する。この帯状フィルムは、製袋器にて左右両側のフィルム部位を上方に立ち上げるが、上方を開放状態にし、製袋器を通過後の帯状フィルムは、そのおもて面が下側に位置し、製袋器の下流側の被包装物供給領域Rでは、光証書装置35にて帯状フィルムの下方より光を照射する。これにより図柄を帯状フィルムの裏面側となる搬送状態での上方に透過しして見えるようにし、透過して見える図柄を被包装物の供給位置の目安とし、被包装物を供給するようにした。
(もっと読む)
製袋装置及びそれを備えたピロー包装機並びに製袋方法
【課題】 製袋時に小袋による製品へのダメージがなく、小袋を包装体の中心等に位置させることができる製袋装置を提供すること
【解決手段】 天板24aの両側縁にそれぞれ下方に延びる側壁24b,24cを有し、一方の側壁24bは平坦な面に形成され、他方の側壁はその下方に内側に延びる底板24dが形成される。底板の先端と一方の側壁と間に第1エンドレスベルト44を配置する。帯状フィルム21の一方側縁に貼付けられた小袋は、フィルムの折り曲げに伴い回転・反転するが、進入側では小袋はまっすぐに下がった状態で製品に当たらず、その後にフィルム部製品の下側に折り曲げられたときも、小袋と製品との間にエンドレスベルトが介在するため、小袋が製品に突き刺さってダメージを与えることがない。
(もっと読む)
縦型製袋充填包装機の袋反転装置
【課題】縦型製袋充填包装機で製造された袋包装体を、当該包装機の高速動作に対応した速度で反転させることを可能にする袋包装体反転装置を提供する。
【解決手段】複数の収納ポケット42a,42bを備えたターレット40をモータ41により同一方向に回転させる。縦型製袋充填包装機の横シーラ24a,24bで形成された横シールの中間で切断された袋包装体7は各収納ポケットに受止められた後にターレットが間欠回転することで反転され、ターレットの前側で下方に排出される。したがって、連続して順次高速で製造される袋包装体を無駄時間が無く反転でき、縦型製袋充填包装機が高速動作に対応することができる。
(もっと読む)
包装充填装置
【課題】縦シール部分で継ぎ目を十分にシールすることができる包装充填装置を提供する。
【解決手段】帯状包装積層材料と次の別の帯状包装積層材料との継ぎ目を形成して継ぎ、包装容器を製造する包装充填装置であって、縦シール装置が、縦シールすべき箇所の両端部を加熱する予熱手段8と、該継ぎ目部分を検知して該継ぎ目部分であって、予熱された前記両端部を加熱する追加予熱手段20、21と、加熱された縦シールすべき箇所の該両端部を押圧してシールする押圧手段とからなる、包装充填装置。
(もっと読む)
製袋充填機
【課題】フィルム接続に伴う良品の排除数を減少させて生産性を高め、製品の無駄を抑制する。
【解決手段】複数の製袋充填部14が並列に配設される。各製袋充填部14に対してフィルム供給部16が夫々配設される。各フィルム供給部16には、使用中のフィルムfが消費されたときに、該フィルムfの終端に予備ロールにおけるフィルムfの始端を接続するフィルム接続手段44およびフィルムfを切断する終端切断手段が配設される。各フィルム供給部16には、フィルムfの終端を検出する検出手段42が配設される。フィルム供給部16の何れか1つの検出手段42がフィルムfの終端を検出したときに、少なくとも他の列の各終端切断手段を作動して使用中のフィルムfを切断すると共に、全列のフィルム接続手段44を作動してフィルム接続を行うようにした。
(もっと読む)
ヒートシール包装装置
【課題】容器取り数を変更する場合に熱板を取り換えなくても、蓋用フィルムに損傷を与えることなく迅速に包装作業を開始できるヒートシール包装装置を提供する。
【解決手段】被包装物Wを収容する容器2を搬送する容器搬送部と、前記容器の開口部を被覆する蓋用フィルム供給部と、前記被包装物が投入された容器の開口部に、前記蓋用フィルム3を熱溶着するシール部Eと、を備えたヒートシール包装装置において、前記シール部Eは、前記容器を支持する下枠部8と対向する上部に、発熱部10を有する平板状の熱板9を備え、該熱板に、少なくとも容器の開口部を覆う蓋用フィルム面上に対し空気を吹き付ける空気吹付け部11を設けた。
(もっと読む)
受け台及び包装装置
【課題】フィルムにおける溶断した部分のシール強度を高くする。
【解決手段】包装装置に設けられたシールユニット3を受けるための受け台40であって、シールユニット3は、フィルムを押える一対の押え部31と、フィルムを溶断又はヒートシールする溶断刃30又はヒートシールバーとを備え、受け台40は、各押え部31を受ける第1ブロックと、溶断刃30又はヒートシールバーを受ける第2ブロックとを備え、第1ブロックが、第2ブロックに比べて硬度が高い。
(もっと読む)
塗料回収装置及び袋構成チューブ
【課題】洗浄の手間を軽減することが可能な塗料回収装置及び袋構成チューブの提供を目的とする。
【解決手段】ミスト状の塗料を含んだミストガスを塗料回収ケース11内の衝突壁14に吹き付け、衝突壁14から垂れた雫状の塗料を、チューブ支持スリーブ内に通された袋構成チューブTBのうち、チューブ支持スリーブの下方に引き出された袋構成部TB1に貯める。袋構成部TB1に基準重量の塗料が貯まる毎に、袋構成部TB1の内部に貯まった塗料より上側部分がヒートシーラー37によって密閉状態に溶着されて、塗料を封止した塗料パックが生成される。塗料パックは、カッタにより袋構成チューブTBから切り離される。即ち、液体の塗料を基準重量ずつ密閉状態の袋詰めにした塗料パックにして排出するので、塗料を洗浄する手間を軽減することができる。
(もっと読む)
フィルム折り癖付け装置及び自動包装機
【課題】 フィルムの長さ方向に確実に折り癖を付けることができるフィルム折り癖付け装置を提供すること
【解決手段】 帯状フィルム11を挟んで対向配置された第1癖付けローラ41と、2個の第2癖付けローラ42と、を備える。第1癖付けローラと第2癖付けローラの外周面にはこれに沿って一方に凸条が形成されていると共に他方に凸条に符合する凹溝が形成される。前記第1癖付けローラと前記第2癖付けローラ間の接触圧力により帯状フィルムの接触部位を加圧し、凹溝と凸条により折り癖をつけるように構成した
(もっと読む)
製袋包装機
【課題】 折り目を持つ形態の袋を製造することができ、且つ製袋能力もある程度確保することができる製袋包装機を提供する。
【解決手段】 製袋包装機1は、シリンダー3と、プルダウンベルト33と、横ヒーター19と、押圧プレート11と、キャッチャー23とを備える。角筒状のシリンダー3は、その周囲にフィルムFが巻き付く。プルダウンベルト33は、筒状となったフィルムFを、下方に搬送させる。横ヒーター19は、シリンダー3の下方空間のシリンダー3の一面の仮想垂下線の近傍において、筒状となったフィルムFをシールして袋を生成する。押圧プレート11は、シリンダー3の下端の環状下面3aに対してフィルムFの上から押し当たり、フィルムFに折り目をつける。キャッチャー23は、シール前に筒状のフィルムFの中心が前記仮想垂下線の近傍にくるように筒状のフィルムFを移動させる。
(もっと読む)
包装充填装置
【課題】切断面がフィンやフラップによって覆われる前に、液体食品殘渣物を包装容器の横シール切断面から直接に除去し、洗浄する包装充填装置を提供する。
【解決手段】ウェブ状包装材料をチューブ状に成形し、チューブ内に充填パイプから液体食品を液面レベルまで充填し、液面下でチューブ横断方向にシールジョー及びカウンタージョーでチューブを横シールし、チューブを成形用フラップで挟んで予備成形し、横シール帯域でナイフで切断して予備成形容器13を得、切断横シール帯域を折り畳んで最終形状の包装容器を製造する包装充填装置であって、折畳前で、予備成形容器の切断面に向けて、コヒーレントな洗浄水噴流を噴出する洗浄ノズル23を有し、折畳前であって洗浄後で、予備成形容器の切断面に向けて乾燥用エアを噴出する乾燥ノズルを有する。
(もっと読む)
21 - 40 / 131
[ Back to top ]