
Fターム[3E050GC07]の内容
基本的包装技術−容器成形充填 (14,831) | 包装体(その他処理) (401) | 排出手段 (209) | コンベア (131)
Fターム[3E050GC07]に分類される特許
61 - 80 / 131
PTPシート製造装置
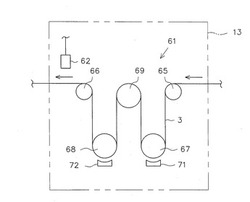
【課題】包装用フィルムに付された図柄の位置調整に付随する各種不具合の発生を抑制することのできるPTPシート製造装置を提供する。
【解決手段】PTPシート製造装置は、容器フィルム3にポケット部を成形するポケット部成形装置の上流側において、容器フィルム3に付された図柄の位置調整を行うための位置調整装置13を備えている。位置調整装置13は、容器フィルム3を延伸する延伸機構61と、容器フィルム3の位置ズレを検出するマークセンサ62とを備えている。延伸機構61は、クランプ用ローラ67,68と、これに対応して設けられた押え部材71,72と、延伸ローラ69とを備える。そして、容器フィルム3のズレ量が所定量以上の場合には、クランプ用ローラ67,68と押え部材71,72とによって容器フィルム3を把持し、延伸ローラ69によって延伸することにより、図柄の位置調整を行う。
(もっと読む)
包装充填装置

【課題】高速で動作する成形装置や横シール装置によって、包装容器の外観表面及び縦シール部分を傷つけることがなく、高速でかつ強く両側から圧迫する成形/横シールであっても、液面レベルが変動若しくは振動することが少なく、液面制御が容易であり、これらの機能が稼働中に効果的に動作する包装充填装置を提供する。
【解決手段】ウェブ状包装材料1をチューブ状に成形し、液体食品を所定の液面レベルまで充填し、液面下でシールジョーと対向ジョーとによる高速の挟持によって横シールして包装容器を製造する包装充填装置であって、液面下であって横シール位置上方に設けられた、液体食品の動きを緩衝する無菌ガス空洞域28を備える圧力緩衝性プレシャーフランジ20を有し、シールジョーと対向ジョーとによる挟持による伝播した振動を検出し、この振動から無菌ガスの残存量を診断する診断手段50を備える。
(もっと読む)
製袋包装機
【課題】連続動作によって袋の底折りを確実に行なうことが可能な製袋包装機を提供することにある。
【解決手段】製袋包装機3は、搬送部6と、横シール機構17と、底部加熱手段21と、を備えている。搬送部6は、筒状の包材を連続的に搬送する。横シール機構17は、筒状の包材を横方向にシールするとともに、シールによって形成された袋を後続の包材から切り離す。底部加熱手段21は、横シール機構17の下方に配置される。底部加熱手段21は、横シール機構17によって包材から切り離されて落下する袋の底部に当接し、袋の底部を加熱する。
(もっと読む)
縦型多列自動包装機における排出機構の改良
【課題】手操作によって行われていたすべり台とベルトコンベア間の上下位置合わせを自動化して作業効率の良い縦型多列自動包装機の排出機構を提供する。
【解決手段】すべり台10にはアングル部材22がネジ等で固定的に取り付けられており、このアングル部材22の図示左端にはすべり台側接続部材23が取り付けられている。ベルト部材20の右端にはベルトコンベア側接続部材24が付設されており、このベルトコンベア側接続部材24と上記すべり台側接続部材23の間に連結部材21が取り付けられている。この結果、カッター装置に連動して上昇したすべり台10に対して追従するようにベルトコンベア11が円弧状に回転し、すべり台10とベルトコンベア11の間の隙間が増えることなく自動的にベルトコンベア11の上下位置合わせが完了する。
(もっと読む)
包装充填装置
【課題】折込み線に沿って折畳まれ、歪みやしわなどが発生がなく、所定の形状にきれいに適正に成形される包装充填装置を提供する。
【解決手段】流動性食品などが充填されたチューブ包装材料を容器毎に横シールして切断して容器とする包装充填装置であって、予備成形の上流側(上方)であって、一対のボリュームフラップ41、41が挟む方向AAと円周方向に垂直をなす方向BBで、チューブを外側から二対の予備成形ローラ50a、50bで、容器本体にフラップが折畳まれる本体側面に対応するチューブ面を押圧する。
(もっと読む)
段積み包装機
【課題】扁平状固形物の段積みを自動的に行うための装置として、小型化が可能な包装機に適用できる段積み包装機を提供する。
【解決手段】開口部が上方を向くように袋体2を保持する袋体保持部50と、開口部の上方であって水平面に対して傾斜して設けられ、扁平状固形物3の自重により上端から下端に向かって扁平状固形物3をスライドさせ、扁平状固形物3を袋体2の所定の底縁部2aに向かって落下させるガイド部32と、所定の底縁部2aに当接せず袋体2の底部の一部に当接し且つ所定の底縁部2aに向かって落下した扁平状固形物3を傾斜した状態で支持する第一の位置と袋体2に当接しない第二の位置とに移動可能なストッパ60と、少なくとも2個の扁平状固形物3が所定の底縁部2aに落下するまでストッパ60を第一の位置に位置させ、その後にストッパ60を第二の位置に移動させる制御部90を備える。
(もっと読む)
袋による包装方法及び包装装置
【課題】
包装品を充填した袋の開口部を皺生成のない状態でシールした包装品を得ることができる、袋による包装方法及び装置を提供する。
【解決手段】
プラスチックシートFからフォーマー2によって成形される筒状体の下端内にフォーマー2の中筒3を通して包装品が上向きの開口から充填される。包装品を充填した部分の筒状体を両側から脱気板6により押圧してその内部のガスを排出させ、包装品を充填した部分の筒状体上部を横シーラでシールして包装する包装装置である。包装品を充填した筒状体内部に中筒3を経て筒状体の開口からガスを供給するガス送入管16を備えており、そのガス送入管16によってガスが供給されている筒状体を包装品充填部分の上方で脱気板6により両側から押圧し、包装品充填部分の筒状体内を脱気し、横シールする。
(もっと読む)
製袋包装機
【課題】シール部にしわやダーツがなく、見栄えのよい角底を形成することが可能な製袋包装機を提供する。
【解決手段】製袋包装機3は、プルダウンベルト機構14と、横シール機構18と、ガイド機構16と、底面生成機構17とを備えている。プルダウンベルト機構14は、フィルムFを搬送する。横シール機構18は、フィルムFの搬送方向と交差する左右方向にシールする。ガイド機構16は、横シール機構18によってフィルムFをシールした後、フィルムFの内側から搬送方向および左右方向に交差する前後方向にフィルムFを押し広げる。底面生成機構17は、横シール機構18とガイド機構16との間に配置されており、フィルムFの底面部を形成する。
(もっと読む)
包装装置およびモータ制御装置
【課題】 包装装置におけるエンドシーラ軸に定常外乱が存在する場合においても、包装フィルム噛み込み検出のための専用となるセンサ類を配設せずに、包装フィルム噛み込みによる、定常外乱よりも小振幅の外乱または振動周期が遅い変化を伴う外乱を確実に検出でき、装置の低価格化および小型化並びに信頼性の向上を図ることができる包装装置およびモータ制御装置を提供する。
【解決手段】 制御装置が、トルク指令とモータ速度とに基づいてモータ1に対する外乱推定値を演算する外乱オブザーバ部2と、前記外乱推定値に基づいて前記エンドシーラ軸における噛み込み状態を検出する噛み込み検出部3,4と、を備える。
(もっと読む)
製品搬送ユニット
製品(2)、特にブリスタパック(2)を搬送するユニット(1)は、第1のコンベア(4)及び第2のコンベア(5)を備える。ユニット(1)は、第1のコンベア(4)と第2のコンベア(5)との間に、軸(K)を中心として回転作動可能であり、製品(2)の第1のコンベア(4)から第2のコンベア(5)への搬送及び第1の進行方向(A1)から第2の進行方向(A2)への方向変更を実行する円盤(6)を備えると共に、第2のコンベア(5)に向かって回転円盤(6)上で移送中の製品(2)を位置合わせし案内する、製品(2)の少なくとも線形案内進行区画(L1)を識別するように円盤(6)上に位置決め可能な、製品(2)の案内手段(8、80)をさらに備える。 (もっと読む)
自動包装機
【課題】 被包装物の種類,大きさ,形状を問わず、自立させることのできる包装体を製造する自動包装機を提供すること
【解決手段】 連続して引き出される帯状フィルム11を筒状に形成する製袋器14と、その筒状に形成された筒状フィルムの重合端にシールを施すセンターシール装置と、そのセンターシール装置の下流側に配設され、筒状フィルムの幅方向にシール・カットを施すエンドシール装置とを備えた自動包装機において、製袋器の上流側に、帯状フィルムの進行方向と直交方向に折り目を付ける第2フィルム折り癖付け装置50を設ける。エンドシール装置では、この癖付け装置50で形成された折り目に沿って(所定距離をおいて)エンドシールされる。
(もっと読む)
横形製袋充填機
【課題】美観や高級感を損ねることなく、デザイン面で制約されない角筒状の包装品を得ることができる横形製袋充填機を提供する。
【解決手段】原反ロール16から引き出された帯状フィルムFは、製袋手段23で四角筒状に成形する際の3つの角部と対応する位置に、折り癖形成手段18で折り癖が夫々形成される。製袋手段23では、帯状フィルムFの長手方向の両端縁部を上方の一方の角部に対応する位置で合掌状に重合するように3本の折り癖を基準に帯状フィルムFが角筒状に成形されて、フィルム重合端縁部fは斜め上方に延出する。フィルム重合端縁部fを溶断ローラ33,33で溶断シールすると共に、筒状フィルムFaに収容された物品Wを挟む前後に横シール手段40で横シールを施すことで、1つの角部に対応する位置に溶断シール部が形成されて所定幅の縦シール部を有しない袋詰包装品が得られる。
(もっと読む)
包装充填装置
【課題】破壊検査によらず、ヒートシールされたポリエチレンなどの熱可塑性材料の状態を、連続的にモニタリングすることにより、インラインで、運転中に即座にシール最適条件に設定変更できる包装充填装置を提供する。
【解決手段】帯状包装材料1の一方の縁部1aにストリップ2をヒートシールし、筒状に成形された帯状包装積層材料の縦シール部の端面をストリップで保護し、内容物を充填して横シールして容器に包装充填する装置であって、ヒートシールされたストリップに、近紫外線を照射する照射手段30と、反射光に対して感度を有する撮像素子を含み、撮像した画像データを送信する撮影装置31と、画像データを受信し、ヒートシールの良否を判定して制御信号を送信する制御手段32とを有するを特徴とする。
(もっと読む)
自動包装機の充填シュートにおける集塵機構
【課題】粉舞い上がり現象が発生し易い微粉末内容物を投入する場合であっても発生した粉舞い上がり現象を抑止して粉噛み込みによるシール不良が起きにくい充填シュートを提供する。
【解決手段】自動包装機1の充填シュート21において、この充填シュート21の製袋ガイド部23と投入筒26の内部に集塵パイプ30を配置し、この集塵パイプ30はシャッター機構32を経由して集塵器33と接続する。この充填シュート21とL型シール金具によって作られる包装袋内に微粉末内容物が投入された際に粉舞い上がり現象を引き起こすが、この粉舞い上がり現象が発生した時点で自動包装機1の制御盤22はシャッター機構32を開放してこの舞い上がった微粉末状態の内容物を吸引する。
(もっと読む)
シール装置、包装充填装置及びシール方法
【課題】横シールにおける内容液の残留を低減して、不都合を解消することができるシールする装置、包装充填装置及びシール方法を提供する。
【解決手段】内容液が充填され垂直に下降するチューブ状包装積層材料を液面下で横断方向に横シールするシール装置であって、作用面10dと作用面に設けられた加熱部材10cとを有するシールジョー10aと、対向面10fを有し横シールすべき帯域を押圧するカウンタージョー10bとを備え、作用面10d及びその延長面10ddから形成された山形状面によって、2本の横シール帯域が形成されるべき領域のチューブ状包装積層材料を断面「く」の字状に曲げることを特徴とする。
(もっと読む)
包装充填装置及び包装充填方法
【課題】良好な縦シールの全体的条件を崩すこと無く、予熱手段の加熱温度を制御することができる包装充填装置及び方法を提供する。
【解決手段】帯状包装積層材料の縁部の縦シール部面に、帯状包装積層材料が筒状に成形され帯状包装積層材料1の他方の縁部を合せて接合し、内容物を充填して横シールし、帯状包装積層材料を切断分離して容器に包装充填する装置であって、無菌室40と、ホットエアーを噴出するノズルを備え、包装材料の縁部を縦シールのために予熱する予熱手段8と、予熱手段へ供給されるホットエアーの流路22に設けられ、ホットエアーの一部若しくは全部を、制御信号Aにより、無菌室40内に放出するエアー調節手段24とを有する。
(もっと読む)
横型ピロー包装機
【課題】 片側にガゼットを有する包装体を、筒状フィルムを連続して搬送しつつ製造することで単位時間あたりの製造可能個数を多くすること
【解決手段】 連続して供給される帯状フィルムを筒状に形成する製袋器23と、筒状に形成された筒状フィルム24の重合端24aにシールを施すセンターシール装置26と、筒状フィルムの幅方向にシールするエンドシール装置29とエンドシール装置によるシールに先だって筒状フィルムの側面にガゼットを形成するガゼット形成装置40と、を備える。エンドシール装置は、筒状フィルムに対してシール幅の広い第1エンドシール部位を形成する第1エンドシール装置30と、シール幅の狭い第2エンドシール部位を形成する第2エンドシール装置32とを備え、ガゼット形成装置は、第2エンドシール装置に設けた。
(もっと読む)
包装充填装置及び包装充填方法
【課題】縦シールの制御パラメータである予熱手段による縦シール部分の表面温度を、連続的にモニタリングすることにより、検査員のサンプリングの手間を省き、運転中に即座にシール最適条件に設定変更できる包装充填装置及び方法を提供する。
【解決手段】包装充填装置の予熱手段8は、帯状包装積層材料の一方若しくは両方の縁部を、縦シールのために予熱し、装置は、予熱された縁部の表面を臨み、表面の表面温度分布を測定して測定値信号を送信する熱画像撮影装置50と、測定値信号を受信し、予熱された縁部の表面温度を判定して制御信号を送信する制御手段51とを有する。
(もっと読む)
遊技機の製造方法
【課題】 筒状シートへの遊技機の収容の信頼性を高める。
【解決手段】 シート体TSの送り出しに関与するローラのうち、シート体搬送経路の最下流に位置する末端ローラ対54は、ローラ表面に導電性シートからなる導電表層54aを有する。この導電表層54aは、図示しない接触端子と導電コードにて装置架台32に対して電気的に導通され、装置架台32を経てアース接続されている。従って、この末端ローラ対54より上流においてシート体TSに静電気が帯電していても、この静電気は、末端ローラ対54の導電表層54aへのシート体TSの接触により、導電表層54aから装置架台32を経てアース放電される。シート拡張機構SFは、末端ローラ対54に保持されたシート体TSをシート体端部TSEの側から膨らますと共に、空気吹出体85から正電荷に帯電したエアを吹き込む。
(もっと読む)
製品抑えベルト装置
【課題】 簡単に被包装物を取り除くことができ、またフィルムを通すことのできる製品抑えベルト装置を提供すること
【解決手段】 抑えベルト25を上下移動させるための昇降装置36と、抑えベルトを回転駆動させるための駆動装置38とを備える。昇降装置は、上下方向に延びるネジ軸43の正逆回転に伴い昇降移動する移動台37に下方に向けて延びるように取り付けられた支持ロッド38に昇降移動可能に作動ブロック39を設け、作動ブロックにベルト支持ブラケット60を連携させる。係止ピン53を移動台の第2位置決め用孔部37bに挿入することで作動ブロックが移動台に対して固定され、ピンを抜くと、コイルスプリング50の弾性復元力により作動ブロックが移動台に対して相対的に上昇移動し、ブラケット60に接続した抑えベルトも上昇する。
(もっと読む)
61 - 80 / 131
[ Back to top ]