
Fターム[3E075AA24]の内容
紙容器等紙製品の製造 (16,236) | 目的、効果 (1,621) | 各工程に関するもの (222) | 工具の交換、位置決め、設定 (17)
Fターム[3E075AA24]に分類される特許
1 - 17 / 17
製袋断裁打ち抜き装置
【課題】トムソン型の打ち抜き装置を備えた製袋機において、運転中に起こる製袋フィルムの蛇行や、送りピッチの変化によって製袋品の絵柄に対して、打ち抜き位置が変わってしまう場合に、製袋機を停止させずに打ち抜き部の位置調整を可能とした製袋断裁打ち抜き装置を提供する。
【解決手段】間歇走行する製袋フィルムを打ち抜くトムソン型の打ち抜き部を備えた製袋断裁打ち抜き装置であって、製袋フィルムを打ち抜くトムソン刃とトムソン刃に対向する位置に設けられた刃受け台を有する製袋フィルム打ち抜き部と、走行中の製袋フィルムのX、Y、Θの方向のずれ量を測定する手段と、測定されたずれ量に応じて製袋フィルム打ち抜き部の位置調整量を算出する手段と、算出された位置調整量に応じて製袋フィルム打ち抜き部を製袋機が運転中に移動する手段と、を備えたことを特徴とする製袋断裁打ち抜き装置。
(もっと読む)
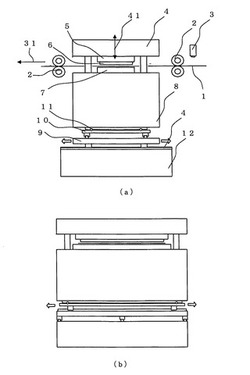
製袋機

【課題】ヒートシール工程におけるシールバーの上下位置合わせを簡易に短時間で行うことを可能とする製袋機を提供する。
【解決手段】熱溶融層を持つ多層フィルムを上下のシールバーで挟み込み、熱と圧力を付加してヒートシールを行う製袋機であって、上側シールバー保持ユニットと、下側シールバー保持ユニットと、第一の長手方向位置調整機構と第一の短手方向位置調整機構と第一の回転方向位置調整機構と、第二の長手方向位置調整機構と第二の短手方向位置調整機構と第二の回転方向位置調整機構と、第一の長手方向変位量測定手段と第一の短手方向変位量測定手段と、第二の長手方向変位量測定手段と第二の短手方向変位量測定手段と、を備え、上下のシールバーの位置合わせを行うことを特徴とする製袋機。
(もっと読む)
取付治具
【課題】簡易な構成で容易に位置調整が可能な取付治具を提供する。
【解決手段】搬送ライン2上の段ボール4に対し作用するメルトガン5を、搬送ライン2に対して固定された軸7に取り付けるための取付治具1であって、軸7の軸線AX方向に対する位置を固定して軸7に取り付けるための取付部11を有する第1部材12と、メルトガン5を支持する支持部13を有する第2部材14と、第1部材12に対して第2部材14を固定するねじ21と、第1部材12に対して第2部材14の軸7の回りの回転方向Rの位置を調整する調整ねじ24と、を備えた。
(もっと読む)
製袋装置におけるヒートシール位置の自動補正装置及びその制御方法
【課題】製袋装置においてボトムシールとサイドシールを施す位置を自動的に補正可能な装置及びその制御方法を提供すること。
【解決手段】入力手段により、「基準値」と、「判定距離」と、カメラユニットから出力される測定値が連続回数にわたり基準値から外れている場合に前記シール本体の位置を補正する前提条件とする回数を定める「判定回数」と、シール本体の位置を補正するための移動量を定める「補正値」とを設定し、基準値に対するカメラユニットにより計測される測定値の変位量を演算し、その変位量を判定距離と比較すると共に判定距離よりも大きい変位量が連続して表れる回数を判定回数と比較し、判定距離よりも大きい変位量が連続して表れる回数が判定回数と同一である場合に、予め設定された補正値によりサーボモータを駆動させて各シール本体を移動させることによりヒートシールを施す位置を自動補正する。
(もっと読む)
角底袋製袋機における筋付け装置
【課題】筋付け装置における折返筋付けローラの容量を軽くしてこれの移動、交換を容易に行うことができるようにする。
【解決手段】紙筒の一面側を角底部で折り返すための折返筋L4,L4′を折り畳み前の袋用紙に入れる折返筋付けローラ部100,100′を有する角底袋製袋機の筋付け装置5において、上記折返筋付けローラ部を、上記袋用紙の筒状に成形後の一面側に谷折り状となる折り筋を入れるローラ対100bと、筒状の成形後の他面側のマチ部に山折り状となる折り筋を入れるローラ対100aとし、各ローラ対を軸方向に離隔して軸に取り付けた複数のフランジ102a〜102f,102a′〜102f′,Fにて構成し、各ローラ対の一方に筋付け刃103,106を、他方にこの筋付け刃を受ける刃受け104,105を、それぞれローラを構成するフランジの外周部に軸方向に掛け渡し固定した構成になっている。
(もっと読む)
段ボールシートの折り曲げ方法及び装置
【課題】形状やサイズが特殊な複数種類の段ボールシートの折り曲げ加工を1台の折り曲げ装置で可能にする。
【解決手段】駆動側及び操作側折り畳みベルト26を段ボールシート3の搬送速度に同期させて矢印方向に走行させながら、折り畳みベルト26で折り畳みパネル3a、3bを折り畳む。フォルディングバー48で折り畳みベルト26の折り畳み折り畳み動作を補助する。一方の折り畳みパネル4aが機械幅方向に長い特殊仕様の段ボールシート4を折り畳むときは、折り畳みパネル4aに干渉する過程にある駆動側プーリ37を下方に下げ、駆動側折り畳みベルト26をプーリ76,77に架け替える。代わりに追加フォルディングバー80で折り畳みパネル4bを折り畳む。また、長いフォルディングバー48を短いフォルディングバー78に取り替える。
(もっと読む)
罫入れ装置および罫入れ装置におけるカウンタプレート
【課題】段ボールシートに対して鮮明な罫線を形成することができ、しかも、打抜きの準備を能率よく行なうことができるようにした罫入れ装置、罫入れ装置におけるカウンタプレートの罫押し溝および罫押し溝の形成方法を提供することである。
【解決手段】罫押し溝52を上記打抜き型14と予め位置合わせを行なって形成した溝とし、その罫押し溝52の深さをh、溝幅をW、カウンタプレートの厚さをT、罫押し部材の厚さをtとしたとき、溝深さhを、h=(T−0.7)mm〜(T−0.2)mmの範囲とし、溝幅Wを、W=1.5t〜5tの範囲とし、打抜き型14の下面から打抜き刃50と罫押し部材51のそれぞれの下端までの寸法差を0.7〜(−0.3)mmの範囲として、打抜き型14とカウンタプレート16の相対的な上下動により、罫押し部材51で段ボールシートSを罫押し溝52内に押し込んで罫線Bを形成する。
(もっと読む)
角底袋の製造装置及び製造方法
【課題】シート状の素材により角底袋を製造する際に要する工数を大幅に削減することができる製造装置及び製造方法を提供する。
【解決手段】一定方向に送られるシート状の素材を底壁形成領域P1とその底壁形成領域P1の両側に折り線P3を介して連続する周壁形成領域P2とに区成すべく折り曲げる内面側案内部材1と、この内面側案内部材1の下流側に配設され前記底壁形成領域P1を外面側から押圧して谷折状態にする外面側案内部材2と、この外面側案内部材2により谷折状態とされた前記底壁形成領域P1とこの底壁形成領域P1に重ね合わされた前記両周壁形成領域P2とに対して送り方向に所要の間隔をあけてシール加工を施すシール手段4とを具備する。
(もっと読む)
ダイの位置合わせ
エンボス加工又はデボス加工のための一組のダイが開示される。この組は、雌型ダイ(4、80)と、雄型ダイ(7、67)とを有し、その各々が、鋼バッキングプレート(5、47、75)を有する。ダイの一方は、ベースプレート(1、68)に磁気的に強く引き付けられ、その結果、2つのダイ(4、7又は67、80)の間に弱い磁気引力が生じる。この弱い磁気引力は、一組のダイが実質的に自動的に自己位置合わせされることを可能にする。さらに、このような一組のダイを打抜き及び折り目付けダイ(50)と共に用いて、エンボス加工又はデボス加工と打抜き及び/又は折り畳みとを同じ操作中に同時に行うことを可能にすることができる。 (もっと読む)
打抜機の受け型
【課題】 安価で軽量化が図られ、打抜機の受け型に機械加工等で押罫部材がシートを介して接触する接触溝を容易に形成する。
【解決手段】 硬質金属製である受け型4に、シートSの打ち抜きラインMの内側において接触溝1Kが形成される被嵌合部材1がフェノール樹脂その他の合成樹脂や比重の小さい金属として嵌め込まれている。
(もっと読む)
スロッタナイフ
【課題】スロッタナイフの構造に関し、溝の角部に破れを発生させることなく溝加工を行なうことができるようにする。
【解決手段】段ボールシートに溝を加工するスロッタナイフであって、スロッタナイフの回転方向の先端部に、溝の奥端に当接する端面122bと、端面122bから径方向外方に突出した突起部122aとをそなえ、端面122bは、突起部122a側である径方向外方側に対して軸心側が次第に回転方向前方に位置するように、軸心に向かう直径方向面に対して傾斜した傾斜面に形成される。
(もっと読む)
判型を切るフォイルブレードの変更可能な窓の位置
本発明は、特に、ブレードローラ10用のフォイルブレード装置54、78、88、90に関する。窓の切欠き82を形成する窓フォイルブレード78には、切刃58が設けられる。フォイルブレード装置54、88、90及び窓フォイルブレード78は、磁力により且つ(又は)前記ブレードローラ10の側面22に加わる負圧の動作により締結される。上記の窓フォイルブレード78は、アダプタ要素74、76により前記ブレードローラ10の軸方向及び周方向に向けて前記判型フォイルブレー54;88、90に対し変更可能な態様にて位置決めすることができる。 (もっと読む)
シール装置
【課題】低コストで製造することができ、熱膨張に伴うシールヘッドの歪みが発生しにくく、シールヘッドの交換も容易に行うことができるシール装置を提供する。
【解決手段】固定側ユニット2の固定側シールヘッドと対向するように配置され、重ね合わせた合成樹脂シートSを固定側シールヘッドとの間に挟み込む可動側シールヘッド11と、この可動側シールヘッド11が取り付けられるシールベース12と、このシールベース12に埋設された加熱ヒータ13と、シールベース12における加熱ヒータ13よりも可動側シールヘッド11側に、可動側シールヘッド11に対して進退可能に埋設された永久磁石14とを備えており、永久磁石14の磁力によって、シールベース12の保持面に吸着されるようになっている。
(もっと読む)
リユースCAD面版
【課題】 打抜機の厚い高硬度のカッティングプレート11が使用可能であり、打抜作業を効率的に行うことができる、リユースが可能なCAD面版1を提供する。
【解決手段】 CAD面版の裏面側に貼付け、剥離、再貼付けが可能なリユース糊を塗布し、記打抜機の高硬度のカッティングプレート上に、貼付け、剥離、再貼付けを繰り返して転写貼付けする。
(もっと読む)
リード罫刃
【課題】切断のしやすさを損なうことなく、全切部と半切部の間の繋部を長く確保できるリード罫刃を提供する。
【解決手段】段ボール等のシート材Sに、その表裏に貫通する全切部と、厚さ方向の途中まで切り込まれた半切部とが交互に断続するリード罫を入れるため、全切部を入れる高刃部11aと、半切部を入れる低刃部11bとを交互に形成したリード罫刃において、高刃部11aの刃先から低刃部11bの刃先を刃厚方向にずらす。切目線において、全切部の線上から半切部がずれるので、切断しやすさを損なうことなく、繋部を長めに確保して、折れ曲りに対する強度を向上させたり、裂目が逸脱しやすい方向に半切部をずらして、切目線を途切れることなく確実に切断できるようにすることができる。
(もっと読む)
箱体の形成方法およびフォルダグルア
【課題】第1パネルと第4パネルの対向縁が平行する良品な箱体を形成することができるようにした箱体の形成方法およびフォルダグルアを提供することである。
【解決手段】縦罫線により区分された4枚のパネルP1乃至P4および一側のパネルP4の側端に連設された接合代P5を有する段ボールシートS0を一方向に搬送し、その搬送中において両側のパネルP1、P4をその内側の縦罫線a1、a3に沿って180°折曲げる。その両側のパネルP1、P4がほぼ180°折曲げられた状態から接合代P5と他側のパネルP1の接合が完了するまでの間で、段ボールシートS0の180°折り曲げられた両側パネルP1、P4の外側端部の少なくとも一部分を内方向に向けて押圧して、その押圧部の幅寸法を箱体A0の幅寸法に等しくなるようにする。
(もっと読む)
二重壁紙カップ
【課題】 紙カップの積み重ね性及び積み重ね解除性を顕著に改善する。
【解決手段】 積み重ね可能かつ積み重ね解除可能な二重壁紙カップであって、それが内部カップ(1)及び外部套管(2)を含み、内部カップ(1)と外部套管(2)の間に隙間を持ち、前記外部套管(2)が内部カップ(1)の飲用縁(3)の下に取り付けられており、また外部套管(2)の下部端に付与されかつ内部カップ(1)に配置される巻き込み縁(6)を含み、更に外部套管(2)上に肩形状の積み重ね停止部(5)が設計され、この停止部が飲用縁(3)にあてがわれることを特徴とする二重壁紙カップ。
(もっと読む)
1 - 17 / 17
[ Back to top ]