
Fターム[3E075DC03]の内容
紙容器等紙製品の製造 (16,236) | 製造工程(成形) (830) | 折り曲げ (714) | 折り曲げ形態 (367) | マンドレルを取り囲んで折り曲げるもの (55)
Fターム[3E075DC03]の下位に属するFターム
マンドレルが動くもの (28)
マンドレル自体の構造 (3)
Fターム[3E075DC03]に分類される特許
1 - 20 / 24
紙容器成形装置
【課題】簡単な装置でフラップ部の熱圧着性能を高めて紙容器の成形性が向上する紙容器成形装置の技術を提供する。
【解決手段】紙容器を整形するための成形装置10は、コンベヤー21のステップS2において、熱風24を負荷する領域H1はフラップ部8bを底面13に折込んだ際に底面13の一辺を中心にして対称となるように形成される。領域H1に熱風24を吹き掛けるとフラップ部8bと底面13と横シール部8に残っている残留内容液や残留洗浄水やゴミ等を吹飛ばすことができる。その後、ステップS3で横シール部8を含む底面13の領域H2に熱風を吹き掛けて熱可塑性樹脂を溶融し、ステップS4でフラップ部8bを折込んで底面13に押付けることで、フラップ部8bを確実に底面13に固着することができる。
(もっと読む)
テーパー形状紙容器の成形機

【課題】テーパー形状の紙容器を効率良く成形することのできる成形機を提供する。
【解決手段】ターレット10の外周部にマンドレル12が取り付けられ、そのマンドレル12の前方側に供給されたブランク5をマンドレル12の外周面に固定するブランククランプ13がターレット10に取り付けられ、マンドレル12が移動することに伴ってそのブランク5の左右両端部をマンドレル12側に押してブランク5をマンドレル12に沿って湾曲させるガイドバー28が設けられ、そのガイドバー28によって湾曲させられたブランク5の両端部をマンドレル12の外周面に密着させるように押圧して互いに重ね合わせる巻き付け爪29が設けられ、ブランク5の端部をマンドレル12との間に挟み付けるシームクランプ14がターレット10に取り付けられている。
(もっと読む)
テーパー形状紙容器の成形機
【課題】テーパー形状の容器シェルを成形する際にマンドレルに巻き付けたブランクの端部のズレを防止する。
【解決手段】複数のマンドレル12がターレット10の外周部に等間隔に取り付けられ、そのマンドレル12の旋回方向での前方側にブランク5を供給するとともにマンドレル12の外周面に巻き付けてテーパー形状をなす中空の容器シェルを成形する成形機において、ターレット10は、ブランク5を巻き付けるべき給紙位置21にマンドレル12を一時的に停止させるように構成され、その給紙位置21でかつマンドレル12に対するターレット10の回転方向での前方側にブランク5を供給するフィーダー22が設けられ、そのフィーダー22は給紙位置21にブランク5をマンドレル12の外周面の母線と平行になる方向から給紙するように構成され、かつその給紙方向を変えずにブランクを位置決めするように構成されている。
(もっと読む)
包装充填方法
【課題】過不足無く、正確にタンク内の製品残量を設定できる包装充填方法を提供する。
【解決手段】ブランクスから紙容器に成形し、搬送手段によって縦列的に搬送される紙容器に、充填ステーションで容器の上部開口から液体食品を容器内に充填手段によって迅速に充填し、上部開口を閉じてヒートシールし、液体食品充填容器の製品を製造する包装充填方法であって、製造を終了するに際して、所定の関係式に従って、タンク34dのカウントダウン開始レベルで、製造終了へのカウントダウンを開始し、カウントダウン数に到達した時点で、充填を終了して、タンク内、定量ポンプ内及び流路内の変更前の液体食品の残量にし、液体食品の充填容器の製品の製造を停止する。
(もっと読む)
紙製容器
【課題】
本発明は、底面が球面である紙製容器であって、例えば紙製の丼形状の容器であり、容易でかつ低コストで成形できる底面の綺麗な液体等にも用いることの可能な紙製容器の提供を課題とする。
【解決手段】
短円弧辺部方向に多数の溝部を有する略扇状の紙製のシートを用いた丼形状の略御椀形の紙製容器であり、略扇状の紙製のシートを成形金型を用いて、中空筒状で両開口部のそれぞれの口径の異なるカップの胴部形状の容器本体部分を成形し、更に該容器本体部分の底部方向を丸めこみ曲面形態に形成し、底部空洞を有する御椀状に成形し、底部空洞に底部シートを配設し、底部を密封した略御椀形の紙製容器を提供するものである。
(もっと読む)
横形製袋充填機におけるフィルム成形装置
【課題】角筒状に成形される袋の4つの角部に位置するシール耳部が変形したり、シール耳部の幅が異なったりすることなく、見栄えを損ねることのない良好な包装品を得る。
【解決手段】フィルム成形装置20は、帯状のフィルムFを円筒状のフィルムに成形する円筒成形部22と、円筒状のフィルムを左右両側から内側に折り込んで耳部を形成する折込み案内部26と、フィルムにおける左右の各耳部を加熱接着してシール耳部を形成する加熱部28と、加熱接着されて得たシール耳部を加熱直後に冷却する冷却部46およびシール耳部が形成された筒状のフィルムを帯状に展開する展開部30とから構成される。円筒成形部22は、帯状のフィルムFを円筒状に成形する成形手段32と、成形手段32と同心状に配置されて円筒状のフィルムを内方から支持して案内する案内部材34から構成される。
(もっと読む)
カートン形成装置及びカートン形成方法
【課題】カートンの形成にマンドレルを使用するものであるが、それほど高さを必要としないカートン形成装置を提供する。
【解決手段】カートン形成装置は、ブランクシート受入ステーションで、ブランクシート2の第2パネル12を吸着してバケットの底に着座させ、バケット22の側壁により第1パネル11と第3パネル13を第2パネル12の両側に立ち上がらせた状態にする。ブランクシート2の第4パネル14は、胴部糊付けステーションに移動する過程で固定ガイドに当たり、第2パネルと平行になるように折り曲げられる。胴部糊付けステーションには胴部糊付け用マンドレル45と胴部糊付け装置が配置され、フラップ糊付けステーションにはフラップ糊付け用マンドレル61とフラップ糊付け装置が配置されている。
(もっと読む)
カートン形成装置及びカートン形成方法
【課題】カートンの形成にマンドレルを使用するもので、それほど高さを必要としないカートン形成装置を提供する。
【解決手段】カートン形成装置は、ブランクシート受入ステーションで、ブランクシート2の第2パネル12を吸着してバケットの底に着座させ、バケットの側壁により第1パネル11と第3パネル13を第2パネル12の両側に立ち上がらせた状態にする。ブランクシート2の第4パネル14は、フラップ糊付けステーションに移動する過程で固定ガイドに当たり、第2パネルと平行になるように折り曲げられる。フラップ糊付けステーションにはフラップ糊付け用マンドレル45とフラップ糊付け装置が配置され、胴部糊付けステーションには胴部糊付け用マンドレル71と胴部糊付け装置が配置されている。
(もっと読む)
紙または厚紙から成る箱の製造方法と製造装置
【課題】紙または厚紙から成る箱であって、側面が接着される底または蓋を有しており、前記側面が、始端部と、終端部と、長辺に沿った複数の舌状片として構成される糊代とを有する一つのストリップから成る箱を、全自動で製造可能とする。
【解決手段】最初に舌片状の糊代3を約90°折り曲げる。続いてストリップ始端部4を、断面形状が箱の断面形状と合致する筒体状の雌型10の外筒面11に、雄型20を用いてあてがって、負圧を利用して固定する。引き続いて前記雌型10を回転する。その際にはストリップ1を負圧により前記外筒面11に吸着させて動かないように保持する。ストリップの始端部4または終端部に接着剤を塗布してから、ストリップ始端部4とストリップ終端部とを互いに貼り合わせる。続いて周縁部に接着剤をビード状に塗布した底を、舌片状の糊代3に対して押し付ける。接着剤が硬化した後、完成した箱を雌型10から引き抜くことができる。
(もっと読む)
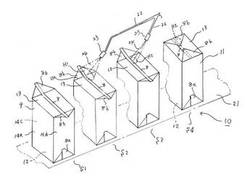
ボトムヒーターサーボ駆動装置
【課題】 ボトムフォルダー駆動装置における回避機構をサーボ機構により単独化を図り、制御自由度をアップしたことにより、省スペース化が図れ、交換性を簡易化できるとともに、カートンの種類に応じた回転の変更が可能になるものである。また加熱部の挿入および回避のタイミング他、加熱時間のコントロールをすることを可能にする。
【解決手段】 牛乳などの飲料の紙パック充填装置における筒状に広げられたカートンの底部を形成するためのマンドレルにおいて、カートンが加熱部3aにくると、加熱部3aの先端に設けられヒーター部13aがカートンに接近し、一定時間底部加熱を行い、次いでヒーター部13aが回避位置に移動し、さらにカートンが間欠駆動により加熱部3bの位置に移動すると加熱部3bの先端に設けられたヒーター部13bがカートンに接近して一定時間底部加熱った後で、ヒーター部13bが回避位置に移動してカートンの底部の加熱をサーボ機構により行うことを特徴とするものである。
(もっと読む)
接着された套管を製造するための折り曲げマンドレル、装置及び方法
【課題】 接着された套管を製造するための折り曲げマンドレル、装置及び方法を提供する。
【解決手段】 本発明による接着された套管、特に紙カップの製造のための紙套管を製造するための装置のための折り曲げマンドレルは、平坦な切片を巻くために設けられかつ切片の巻かれた状態で接着剤を含む重複部が得られるような寸法をしており、さらに折り曲げマンドレルは重複部から逃げる接着剤を受けるための少なくとも一つの凹所を備えている。
(もっと読む)
ブランクのセットから箱を作るための方法及び装置
2つのブランク(2、3)から包装箱を作るための方法及び装置であり、ブランクは、2つの隣接するスタック(25、26)から同時に取り出されて、2つの平行なトラック(29、30)上に配置され、ブランクは、組み立て位置に突き当たるまで長手方向にフラットに移送され、第1のブランクは、長手方向の当接位置までの途中で接着剤が塗布され、第1及び第2のブランクは、各自の位置で横向きに突き当たって、正確な横方向の基準位置が与えられ、把持されて横方向に移送され、第2のブランクは、第1のブランク上に配置されてインデックスされ、第2のブランクが第1のブランクに対向して配置されるが、垂直圧によってクランプされているときに、第1のトラック(29)の駆動部(61)を退避させる。そして、第2のブランクを第1のブランクに適用して、それらを長手方向の所定位置にて互いに接着する。結果として得られたブランクのセットは、その後組み立て位置に移送されて、ここで箱は、芯を中心としてブランクを巻き付けることによって組み立てられる。  (もっと読む)
(もっと読む)
紙材料から作られたカップ
【課題】 円錐形套管と底により形成された充填可能な内部を持つ紙材料から作られたカップを提供する。
【解決手段】底は内部の下方端で套管に本質的に液密方式で底スカートにより取付けられる。底スカートの領域の套管及び/または底及び/または底スカート自体は周囲に沿った少なくとも一つの領域に外向きに突出する広がりを含む。広がりの下方縁はカップのための立ち表面を形成する。広がりは同じ形式の別のカップを保持するための手段を形成することができ、この手段は積重ね時に同様なカップと一緒に作用することができる。カップは断熱外部套管を含むことができる。
(もっと読む)
紙カップ成形用マンドレル
【課題】サイド紙が上昇するマンドレルスリーブ部から脱落する危惧がなく、紙カップの内面が排出用エアで汚染する危惧がない紙カップ成形用マンドレルを提供する。
【解決手段】マンドレルコア部とマンドレルスリーブ部とからなり、マンドレルスリーブ部は上下移動が可能で、マンドレルコア部は、中心にエア・バキューム用メイン経路を形成し、メイン経路の上方内面からエア用バルブを介して側外面へ紙カップ排出用エア経路を形成し、下方内面からバキューム用バルブを介して側外面へサイド紙用バキューム経路を形成し、下端内面からバキューム用バルブを介して下端外面へボトム紙用バキューム経路を形成し、マンドレルスリーブ部は、上方内面から下方側外面へ紙カップ排出用エア経路を形成し、所定位置の内面にマンドレルスライド用スリーブを嵌着し、マンドレルスライド用スリーブより下方の内面から側外面へサイド紙用バキューム経路を形成する。
(もっと読む)
補強部材付き袋とその製造方法
【課題】袋の貼り合わせ部の保持強度を向上させる。
【解決手段】包装袋は、シート状のフィルムの内面に補強シート15を貼着し、フィルムを角筒状に成形して両端部を貼り合わせて合掌シール部14を形成し、上下面を横シールする。補強シート15の一方の端部15aには凹部21とその両側の突片21a、21aを形成し、他方の端部15bには凸部22とその両側の凹片22a、22aを形成する。合掌シール部14を含む側面の内面において、補強シート15の両端部15a、15bを凹部21と凸部22が嵌め合うように側面に貼着する。その際、一方の端部15aは突片21a、21aの一部が合掌シール部14を越えて側面の一方の領域13Dに貼着され、他方の端部15bは凸部22の一部が合掌シール部14を越えて他方の領域13Cに貼着される。
(もっと読む)
流動食品を詰めた密閉パッケージの製造方法、およびこの方法を実施する包装装置
所定の通路(P)に沿って移動する包装材料ウェブ(3)から流動食品を収容した密封パッケージ(5)を製造する方法が記載される。この方法は、包装材料ウェブ(3)に印刷された整合マーク(13)の繰返し現れるパターンを備える段階と、印刷された整合マーク(13)の位置の関数として、包装材料ウェブ(3)に対して折曲げまたは折畳み線(19,20,21)の繰返し現れるパターン(18)を付与する段階と、折曲げまたは折畳み線(19,20,21)の繰返し現れるパターン(18)を付与する段階と同期して、包装材料ウェブ(3)に折曲げまたは折畳み線(19,20,21)とは別個の新たな参照手段(26,26’)を形成する段階と、新たな参照手段(26,26’)の検出により発生される同期パルスに基づいて前記包装材料ウェブ(3)に対して1つ以上の順次の作業を遂行する段階とを含む。 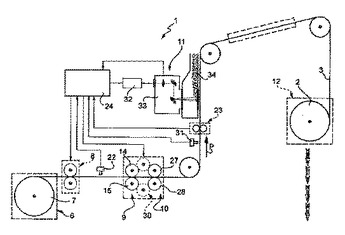 (もっと読む)
(もっと読む)
多層壁を有する容器を製造する方法及びこれにより製造された容器
【課題】実質的に廃材を生じさせることなく、段ボール材料から、多層壁を有する容器を製造することを可能にすること。
【解決手段】好ましくは連続工程を用いる、1つのブランクから、多層壁を有する容器を製造する方法及びこれにより製造された容器を開示する。本発明の様々な実施例は、単独に又は組合せで、端部が互いに近接するように内側又は外側へ折り曲げられたフラップ素材から作られた中間フラップと、前記ブランクから形成された容器の露出した縁部を覆う外側フラップと、隅部における応力を低減させるために前記隅部を特徴付ける応力緩和部分とを含む。本発明に係る容器製造方法は、前記フラップ素材を内側パネルに対して折り曲げ、付着させること、組み合わされた内側パネル及び中間パネルをマンドレルの周囲において上方へ折り曲げること、使用位置を休止位置とする容器が形成されるまで外側パネルを上方へ折り曲げ続けることを含む。
(もっと読む)
ウェブ状材料の帯片を巻き取ることによってチューブを製造する装置
チューブ製造装置は、チューブ(T)を形成するために帯片が周囲に巻かれる巻取スピンドル(4)と、巻取スピンドルの周りに帯片を供給して巻くための装置と、形成されたチューブを幾つかの長さに切断するための少なくとも一つの刃(51)とを備え、前記チューブが、スピンドルに沿って前進するようにされている。刃は、前記スピンドルに平行に往復運動するようにされる。カウンター刃が形成されるチューブの範囲内に設けられ、カウンター刃は、刃の平行移動の動きに同期して平行移動するようにされている。カウンター刃は、可動部材(67,71)に磁気的に拘束され、前記可動部材は、カウンター刃を平行移動させる。 (もっと読む)
紙製容器の製造法
【課題】本発明は紙製容器の底板を収容部内にアーチ状又は球状に膨入する湾曲形態を適切に形成できる紙製容器の製造法を提供する。
【解決手段】底板6と底板6から起立する四側板にて上方へ開口せる収容部を形成し、底板6が該収容部内にアーチ状又は球状に膨入した湾曲板から成る紙製容器1A(1B)の製造法において、上記四側板の内面を規制する四側面を有する型12A(12B)を用い、上記紙製容器1A(1B)の展開ブランク板1A′(1B′)の四側板を上記型12A(12B)の四側面に押し付けるように下方へ折り曲げて上記起立状態を形成すると共に、上記型12A(12B)に組み込んだ吸盤32で上記底板6を下方へ吸引することにより収容部内へアーチ状又は球状に膨入する湾曲状態に撓曲する紙製容器の製造法。
(もっと読む)
製函装置
【課題】 ブランクをマンドレルに密嵌状態に折り曲げ得るようにしてカートンの成形精度を高める。
【解決手段】 進出位置(P1)と後退位置(P2)との間で軸方向に進退駆動される角柱状のマンドレル(1)と、前記進出位置(P1)にある前記マンドレル(1)の外周を包囲する位置に配列され、且つ、前記進出位置(P1)にある前記マンドレル(1)に対して接近した仕上成形位置(A)と離反した半成形位置(B)との間で往復移動する複数の可動フォーマ(61)(61)とを具備し、前記半成形位置(B)にある各可動フォーマ(61)(61)で包囲される成形空間(T)より外側に張り出すブランク(96)を前記マンドレル(1)の先端(1a)で前記成形空間(T)に押し込んだ後、前記各可動フォーマ(61)(61)を前記仕上成形位置(A)に移動させることにより前記ブランク(96)を前記マンドレル(1)に押圧させる。
(もっと読む)
1 - 20 / 24
[ Back to top ]