
Fターム[3E078BB51]の内容
紙の機械的加工;段ボール製造機 (1,242) | 最終成形物 (348) | 段ボール以外のシート (110)
Fターム[3E078BB51]に分類される特許
21 - 40 / 110
波形発熱体製造方法、波形発熱体。
【課題】
自立形状固定波形包材を少なくとも一部に使用した波形発熱体製造方法、波形発熱体を提供する。
【解決手段】
少なくとも一つの方向に対して、正常質領域と異質領域を交互に繰り返し、スプリングバックによる元の状態への完全復帰を防止した、波形を形成する起点を有する自立形状固定波形包材と発熱組成物成形体製造装置を使用し、少なくとも自立形状固定波形包材を基材又は被覆材に使用するように選択し、波形発熱体を製造する波形発熱体製造方法、波形発熱体である。
(もっと読む)
ロンドレーション成形装置

【解決課題】収容される物品を安定して保持し得るロンドレーションを、より簡易に成形することができるロンドレーション成形装置を提供する。
【解決手段】ロンドレーション成形装置1は、ベースシート91を搬送方向Aに間欠搬送する搬送手段と、案内角度19にて成形シート92を供給し、合流位置Pで成形シート92をベースシート91上に合流させる案内手段25と、ベースシート91上に接着剤を塗布する塗布手段20と、搬送方向Aに略直交して移動自在に挿入される成形ブレード30と、成形ブレード30を挟み得るように合流位置Pの前後に対設され、成形ブレード30に被装される成形シート92をベースシート91に順次押圧する第1スタンパー50aおよび第2スタンパー50bと、を備える。第1スタンパー50aおよび第2スタンパー50bはそれぞれ、斜め角度θ、θにて昇降自在に配設され、所定の押込み部と圧着部とを有する。
(もっと読む)
回転加工装置
【課題】帯状体に施される複数の加工を正確に位置合わせする。
【解決手段】回転加工装置20は、複数の加工ロールRP1,RP2と、これら加工ロールに対面配置された単一のアンビルロールRAと、これら加工ロールの上流側及び下流側においてアンビルロールにそれぞれ対面配置された上流側のニップロールRNU及び下流側のニップロールRNDと、を備える。帯状体Wが上流側のニップロールとアンビルロールとの間を通り、次いで加工ロールとアンビルロールとの間を順次通った後に、下流側のニップロールとアンビルロールとの間を通るように搬送され、それによって帯状体が加工ロールによりそれぞれ加工される。
(もっと読む)
ティシュペーパー製品用二次原反ロールの製造方法及びティシュペーパー製品の製造方法
【課題】低コストで薬液噴霧を行うことができ、且つ、薬液噴霧の有無を容易に切り替え可能であるティシュペーパー製品用二次原反ロールの製造方法を提供すること。
【解決手段】複数の一次原反ロールJRから繰り出される一次連続シートS11、S12をその連続方向に沿って積層して積層連続シートS2とする積層工程(51)と、積層連続シートS2に対して薬液を噴霧状態で付与する薬液噴霧工程(53)と、積層連続シートS2をティシュペーパー製品の製品幅又はその複数倍幅となるようにスリットするスリット工程(55)と、スリットされた各積層連続シートS2を同軸で巻取ってティシュペーパー製品の製品幅又はその複数倍幅の複数の二次原反ロールRを形成する巻取り工程(56)と、を有するティシュペーパー製品用二次原反ロールの製造方法とする。
(もっと読む)
エンボス加工装置
【課題】生産性が向上でき、かつ、良好な転写ができるエンボス加工装置を提供する。
【解決手段】エンボス加工装置1の転写装置3は、表面にエンボスパターンが形成され移動可能とするエンボス型32を有する。支持装置4は、ロール41A〜41C及びロール41A〜41Cに巻回され外周面421の一部とエンボス型32とでスクリーン100を挟持するベルト42を有し、ロール41A〜41Cの回転によりベルト42の一部がエンボス型32の移動方向に沿って移動する。モーター35A,35B,45A〜45Cは、エンボス型32及びベルト42を移動させる。ベルト42は、外周面421の一部がエンボス型32の型面321の形状に倣うように配設され、ロール31A,41A,41C、加熱ユニット5は、スクリーン100において、エンボス型32とベルト42の外周面421の一部との間に挟持された部位を加熱する。
(もっと読む)
エンボス加工用版部の取付構造
【課題】異なる形状の抜型であっても同一のエンボス加工用版部を正確に位置決めして取り付けることができるエンボス加工用版部の取付構造に関する。
【解決手段】エンボス加工用版のベース部に、取付用孔部と3つ以上のガイド孔とを設け、基板の所定位置には前記ガイド孔と同一の配置で、同一の断面形状に設定された基板側ガイド孔お設け、前記ガイド孔及びこれに整合する基板側ガイド孔と略同一の断面を有し、これらの孔に挿通可能な長さを備えたガイドピンとを設け、全てのガイド孔と整合した基板側ガイド孔に前記ガイドピンを挿通して、基板に対するエンボス加工用版部の取付位置を正確に位置決めしうることを特徴とする。
(もっと読む)
梱包用クッションを製造するための方法および装置
梱包用クッションを製造するための方法が、基材のシートをしわ付け機構へと第1の速度で連続的に供給するステップと、第2の速度でシートにしわを形成してシートを梱包用クッション単位へと変換するステップと、連続するシートの間に所望の程度の重なり合いが生じることで、接続された梱包用クッション単位の連なりが生成されるよう、第1および第2の速度の少なくとも一方を制御するステップとを含んでいる。  (もっと読む)
(もっと読む)
塗布装置およびそれを用いた紙の製造方法
【課題】サイズプレスにおいて、液はね、塗布ムラ、粕付着、装置の汚れのない装置およびそれを用いた紙の製造方法を提供することにある。
【解決手段】2つのロールニップ間に塗液を吐出し、ロール塗布する形式の 塗布装置にて原紙表面に接着剤を主成分とする塗液を塗布する塗被装置において、塗液の吐出口を紙幅より外側、更に塗液の吐出口はロール幅内にし、2つのロールの中心軸からロール半径の1.2倍に重なり合う空間範囲内に有する 塗布装置。
(もっと読む)
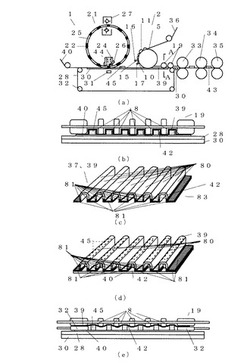
エンボス加工したラミネートとそれを用いた封筒
【課題】面方向の圧力ないし衝撃に対して緩衝能力を有する、簡易な緩衝材料として使用可能なエンボス加工したラミネートを提供すること、および、このエンボス加工したラミネートを使用した緩衝封筒を提供すること。
【解決手段】紙(11)にポリエチレン(12)を積層したラミネート(1)をエンボス加工してなり、ラミネートの面に対し垂直で、紙の層からポリエチレンの層の方向に向かって、一定の高さで突出したエンボス(2)を多数設けて、エンボス加工したラミネート(3)とする。または、エンボスの表面側すなわち紙の層の側に、クラフト紙を表ライナ(4)として貼って、エンボス加工したラミネート(5)とする。緩衝封筒(7)は、このエンボス加工したラミネート(3または5)を材料として使用し、その2枚を、ポリエチレン(12)の層を向かい合わせて重ね、両側および底部の三方をヒートシールして得る。
(もっと読む)
エンボス加工ウェブの作製プロセス
エンボス加工ウェブの作製プロセス。前駆体ウェブを成形構造体と静圧プレナムとの間に供給する。成形構造体は複数の離散型突出要素を有する。圧力は、前駆体ウェブを成形構造体の離散型突出要素と適合させるために、前駆体ウェブ及び成形構造体に対して静圧プレナムによって提供されて、エンボス加工ウェブを形成する。得られるエンボス加工ウェブは、開口近位端部を有する複数の離散型伸長要素を有する。 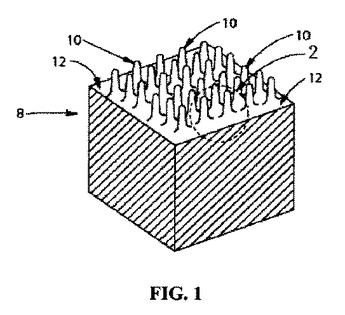 (もっと読む)
(もっと読む)
加工対象シートのエンボス加工方法およびフレキシブルダイ
【課題】簡単な構成のダイにより、加工対象シートの凹凸量を大きくすることなく、あたかもエンボス加工部分に複数の段差が生じているように視認することができ、立体的な視覚効果が増大する。
【解決手段】表面にエンボス加工刃が設けられた一対のダイ10a、10bを対向配置し、これら一対のダイにより加工対象シートを凹凸形成によるエンボス加工を行う加工対象シートSのエンボス加工方法であって、前記加工対象シートに、少なくとも互いに隣り合う第1エンボス部S1と第2エンボス部S4とを同等高さに突設するとともに、第1エンボス部の低部側と第2エンボス部の高部側とを傾斜部S3で連接することにある。
(もっと読む)
ロール状衛生用紙及びその製造方法
【課題】デザインエンボスを形成した場合でもロール状衛生用紙の外観がいびつになり難く、美観に優れたロール状衛生用紙を得ることができるロール状衛生用紙の製造方法を提供する。
【解決手段】デザインエンボスを形成する凸模様がロールの外周面に形成されたデザインエンボスロールを長尺原紙に対して押圧することにより、デザインエンボスが形成された長尺衛生用紙を得るロール状衛生用紙の製造方法である。デザインエンボスロールとして、ロールの周方向に沿って同一形状の凸模様52Aが一定のピッチで繰り返し配置されてなる凸模様列54Aを有し、凸模様列54Aがロールの周方向に対して一定の角度θ1で傾斜して配置されるとともに、ロールの幅方向に一定の列間隔で複数列配置されたデザインエンボスロール50Aを用い、デザインエンボスロール50Aを長尺原紙に対して押圧することにより、デザインエンボスが形成された長尺衛生用紙を得る。
(もっと読む)
積衛生薄葉紙の型押し一体化方法及び衛生薄葉紙
【課題】コンタクトエンボス処理にかかる発火、皺、見栄えの悪化等の問題点を改善する。
【解決手段】
ライン流れ方向に回転する凸エンボスロール及びこれを受ける受エンボスロールとでなる一対のエンボス付与装置を用いて、二枚の原紙を積層一体化する衛生薄葉紙の型押し方法において、前記凸エンボスロールにおけるエンボスパターンを、ライン流れ方向に単位凸エンボスによる列が複数列並び、かつ、各列における単位凸エンボスは流れ方向に所定間隔で並び、さらに隣接する各列における単位凸エンボス同士がライン幅方向に重なることなく配置されているものとした衛生薄葉紙の型押し一体化方法。
(もっと読む)
穴開きポリマベルトで製造した、局所坪量の変化するベルトクレープ化吸収性シート
発生期ウェブを、一般に平らな穴開きポリマ系クレーピングベルトを用い、30%から60%の濃度でベルトクレーピングすることにより、吸収性セルロース系シートを形成する。これにより、シートの一方の側に、局所坪量の低い結合部位である網状組織で繋ぎ合わされた、高繊維質で高坪量の中空ドーム形部位を持つシートができる。CDに偏向した繊維配向を示す、上方および内側へ曲がった圧密化繊維質部位が、結合部位とドーム形部位との間に移行領域を形成している。ロール製品とすると、このセルロース系シートは、嵩高さ、ロール硬さ、吸収性、および柔軟性の、驚くべき組み合わせを示す。圧密化繊維質部位は、望ましくは鞍状であり、その外側表面と内側表面の両方にマット化構造を示す。  (もっと読む)
(もっと読む)
包装材を製造する機械において扁平な基材を駆動する装置
本発明は、包装材製造機械に設けられていて、扁平な基材を長手方向に駆動する装置(11)であって、基材は、少なくとも1つの改変を受けた表面を有し、この装置は、基材を長手方向に駆動する手段(9)と、基材を駆動手段(9)に当接させる手段とを有し、当接手段は、駆動手段(9)の方へ差し向けられた少なくとも1つの当接ゾーン(23)を有する形式の機械に関する。基材を駆動手段(9)と当接手段との間に挿入してこれらの間で駆動させることができる。当接ゾーン(23)は、駆動手段(9)と当接手段との間での改変部の損傷を阻止するよう改変部の位置及び横方向寸法に基づいて選択された位置(Y)及び横方向寸法(D)を有する。  (もっと読む)
(もっと読む)
フィルムのエンボス成形装置、エンボス成形方法、および製袋方法
【課題】製袋機上でフィルム切れやピッチズレ等の問題を生じることなくエンボス加工を行う。
【解決手段】凹型10の凹深さC1が1.0〜1.4mmであり、凹型10および凸型20は、フィルムを介在させることなく嵌め合わせたときに、凸型20の天面22と凹型10の底面12との隙間(天隙間)が0.1mm以下、凸型20の天面側の角部24と凹型10の側面13との片側あたりの隙間(頂部差)が0.5mm以下、凸型20の側面23と凹型10の開口側の角部16との片側あたりの隙間(裾部差)が0.4mm以下である凹型および凸型を用いて、厚さ0.05〜0.25mmのフィルムを互いに対をなす凹型および凸型の間に挟みこみエンボス成形する。
(もっと読む)
凹凸シートの製造装置及び製造方法
【課題】効率的に凹凸シートを製造でき、製造時のエネルギー消費量の低減を図ることもできる凹凸シートの製造装置及び製造方法を提供すること。
【解決手段】本発明の凹凸シートの製造装置は、周面が凹凸形状となっている第1のロール11と、該ロール11の凹凸形状と噛み合い形状の凹凸形状を周面に有する第2のロール12とを備え、第1のロール11の凹部15内に係止材16が配設されている。本発明の凹凸シートの製造方法は、第1のロール11と第2のロール12との噛み合わせ部に第1のシート状物1を噛み込ませて第1のシート状物1を凹凸賦形し、噛み込み時に第1のロール11の凹部15内に押し込まれた第1のシート状物11の一部を該凹部15内の係止材16に係止させて、第1のロール11の周面に凹凸賦形された状態のまま保持しつつ、第2のシート状物2を、第1のロール11における凸部上に位置する第1のシート状物1と接合する。
(もっと読む)
エンボス加工装置
【課題】軽量でかつ、低コストでエンボス加工できるエンボス加工装置を提供すること。
【解決手段】スクリーン10をエンボス加工するエンボス加工装置1において、エンボスパターンが形成されて、スクリーン10にエンボスパターンを転写する電鋳型31と、電鋳型31が巻回された一対の回転ロール32,33と、一対の回転ロール32,33の一方の第1回転ロール32に対向して配置される支持ロール24とを備え、電鋳型31は、一対の回転ロール32,33の外周を周回運動し、支持ロール24に支持されたスクリーン10にエンボスパターンを転写する。従って、大きな径を有するエンボスロールを用いる必要がなく、径の小さい回転ロール32,33を用いるので、エンボス加工装置1を改造する必要がないため、大型化することなく、低コストでスクリーン10にエンボス加工できる。
(もっと読む)
ペーパーウェブ材料を処理するローラー
ペーパーウェブを処理する、特にエンボス加工ユニット又はカレンダー加工ユニット内で使用されるようになっているローラーが、その両端が固定フレーム11に連結されている中心固定シャフト10を備え、該シャフト10には複数の低摩擦要素12が取り付けられており、該低摩擦要素には筒状スカート2が前記シャフト10と同軸に取り付けられており、該スカート2は、前記シャフト10の長手方向軸x−xを中心に自由に回転すると共に該回転中に振動を受ける。該ローラーは、前記振動を減衰する手段を備え、該減衰する手段は前記スカート2と前記シャフト10との間に設けられて作動する。 (もっと読む)
横方向に延伸可能な繊維質の材料、とりわけ紙のウエブを形成するための方法及び該方法を実行するための装置
横方向に延伸可能な繊維質の材料、とりわけ紙のウエブを製造するための方法であって、
20%乃至80%の水分を有する柔軟な材料のウエブ(12)を少なくとも一つの連続した弾性バンドに接着して弾性体(6、26、31、46、66)とする工程を含み、
前記方法が、前記弾性体が第一の回転ローラーの横方向の表面に接着する工程を含み、前記第一の回転ローラーの前記横方向の表面に少なくとも一つの空洞が設けられ、
前記方法が、前記第一の回転ローラーを、少なくとも一つの第二の回転ローラーからの干渉のために前記少なくとも一つの空洞に侵入させることによって、一時的にかつ局所的に予備延伸した前記バンドに接着する工程を含み、前記第二の回転ローラーが前記第一の回転ローラーの軸と平行な前記第二の回転ローラーの軸を有してなる
ことを特徴とする方法。
(もっと読む)
21 - 40 / 110
[ Back to top ]