
Fターム[3E086DA08]の内容
被包材 (49,792) | 表面処理及び製造に係るもの (1,401) | 製造に係るもの (1,209) | 製造方法 (1,141)
Fターム[3E086DA08]に分類される特許
1,061 - 1,080 / 1,141
抗菌作用を有する樹脂製品
【課題】容器内容物に抗菌作用を発揮できる容器、包装等の樹脂製品であって、より低コストで簡易に製造できるものを提供する。
【解決手段】本発明は、表面(少なくとも内容物と接触する面)について抗菌作用を有する物質が固定された樹脂製品、例えばポリエチレンテレフタレート、ポリエチレン、ポリプロピレン、ポリカーボネート、塩化ビニールのいずれかよりなる樹脂基材表面に銀コロイド粒子が吸着してなる抗菌作用を有する樹脂製品である。
(もっと読む)
絞り出し多層容器
【課題】 層間接着性、外観性、層厚みの均一性、自立性に優れた絞り出し多層容器を提供すること。
【解決手段】 下記の構造単位(1)を含有するエチレン−ビニルアルコール共重合体で、好適には3,4−ジアシロキシ−1−ブテン、ビニルエステル系モノマーおよびエチレンを共重合して得られた共重合体をケン化することによって得られるエチレン−ビニルアルコール共重合体(A)を中間層に含有して両外層に少なくともポリオレフィン系樹脂(B)層を配してなる。
【化1】
(ここで、Xは結合鎖であってエーテル結合を除く任意の結合鎖で、R1〜R4はそれぞれ独立して任意の置換基であり、nは0または1を表す。)
(もっと読む)
ポリエステル樹脂
【課題】 延伸ブロー成形により、耐熱性が高く、かつ機械的強度及び透明性に優れたボトルを与えるポリエステル樹脂を提供する。
【解決手段】 芳香族ジカルボン酸を主体とするジカルボン酸成分と、2種以上のジオールからなり、かつポリメチレングリコールを主体とするジオール成分とから成るポリエステル樹脂であって、ガラス転移点が82〜110℃であり、固有粘度が0.73dl/g〜1.50dl/gであり、かつ下記のA及びBの少なくとも一方の物性を満足することを特徴とするポリエステル樹脂。
A:降温時結晶化温度のピーク値が180℃以下であるか又は検出されない。
B:厚さ4mmの射出成形板の波長1000nmにおける吸光度が0.06〜0.30
であり、かつLab表色系におけるハンターの色差式の明度指数Lが70〜90、
色座標aが−3〜3、色座標bが−3〜3である。
(もっと読む)
発泡性熱可塑性粒子で作製した使い捨て容器のための熱可塑性フィルム
発泡性熱可塑性粒子、たとえば発泡性ポリスチレンから型成形された発泡熱可塑性容器、たとえばカップ、ボウルは、液体ならびに油および脂肪を含む食品の漏れを防ぐ障壁を作り出し、容器の辺縁強度を増大されるために、その側壁内表面に熱および圧力で融着された、熱可塑性樹脂、たとえば固体ポリスチレン、ゴム改質ポリスチレン、PET、ポリエチレン、ポリプロピレンで作製されたフィルムを有する。この熱可塑性樹脂フィルムは、印刷の目的でかつ/または障壁を作り出すために容器の外表面に融着することができ、および/または容器の底部表面に融着することができる。発泡容器を成形するために使用した型成形機を、フィルムを容器に融着するために使用する。 (もっと読む)
ボトル缶用アルミニウム合金板及びその製造方法
【課題】 強度、しごき成形性、トリミング性、ネッキング性及び飲み口部の曲げ性に優れたボトル形状の飲料缶用のアルミニウム合金板及びその製造方法を提供すること。
【解決手段】 缶底部・胴部・飲み口部が一体成形され、胴部にネッキング部を有するとともに、飲み口部にカール加工がされてなるボトル形状の飲料缶に用いられるアルミニウム合金板において、Mg:0.8〜1.5質量%、Mn:0.7〜1.5質量%、Cu:0.10〜0.25質量%、Si:0.1〜0.4質量%、Fe:0.2〜0.6質量%を含有し残部Alと不可避不純物からなり、結晶粒径の板幅方向の平均値が40μm以下であり、さらにランクフォード値(r値)の式(1)による平均値が0.7以上であり、かつr値の式(2)による面内異方性Δrが−0.15以上、+0.05以下であるアルミニウム合金板。
rave=(r0°+r90°+2r45°)/4 式(1)
Δr=(r0°+r90°)/2−r45° 式(2)
(もっと読む)
深絞り成形用共押出フィルム、このフィルムを用いた底材および深絞り成形容器
【課題】 高衝撃強度と良好な成形性と優れた外観性とを併有し、特に、低温衝撃強度が良好である深絞り成形用共押出フィルムを提供する。
【解決手段】 非晶性ポリエステル樹脂層(A)、ポリエチレンテレフタレート系樹脂(PET)層(B)、接着性樹脂層(C)、ポリアミド樹脂層(D)、エチレン含有率29〜47モル%のエチレン−酢酸ビニル共重合体ケン化物樹脂(EVOH)層(E)、およびシール性樹脂層(F)を有する共押出フィルムであって、前記非晶性ポリエステル樹脂層(A)、前記PET層(B)、および前記シール性樹脂層(F)からなる群から選ばれる少なくとも1層が着色剤を含有し、前記PET層(B)が非晶性ポリエステル樹脂を含有し、非晶性ポリエステル樹脂およびPETの極限粘度(IV)を、0.64〜0.90dl/gとし、かつフィルム全体の厚み(t)に対する前記非晶性ポリエステル樹脂層(A)および前記PET層(B)の厚みの合計(a+b)の比〔(a+b)/t〕を、0.75〜0.95とする。
(もっと読む)
蓋材
【課題】 酸素ガス、水蒸気、保香性等に対するバリア性に優れ、かつ、防皺性、強度、剛性、ヒートシール性、易開封性等に優れ、また、金属探知機等による異物検査、更に、燃焼ゴミとして廃棄処分適性等の環境適性に優れた蓋材を提供することである。
【解決手段】 その一方の面に、無機酸化物からなる蒸着層とガスバリア性複合ポリマ−層とからなる複合ガスバリア層を設けた二軸延伸ポリアミド系樹脂フィルムと、二軸延伸ポリアミド系樹脂フィルムと、ポリプロピレン系樹脂フィルムとを順次に積層したことを特徴とする蓋材、または、二軸延伸ポリアミド系樹脂フィルムと、その一方の面に、無機酸化物からなる蒸着層とガスバリア性複合ポリマ−層とからなる複合ガスバリア層を設けた二軸延伸ポリアミド系樹脂フィルムと、ポリプロピレン系樹脂フィルムとを順次に積層したことを特徴とする蓋材に関するものである。
(もっと読む)
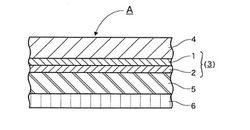
レトルト食品容器及びその製造方法

【課題】 ボイルレトルト処理を行っても容器口縁のフランジ部にカビやしみを生じることがなく、電子レンジ等で再加熱した際にも容器外面に熱が伝わりにくいレトルト食品容器、及びその製造方法を提供する。
【解決手段】 食品容器1は表面にバリア層を備えたポリプロピレン系樹脂発泡シート100を熱圧プレス金型40で熱圧プレス成型することにより形成される。食品容器1に食品1を入れた後、蓋体10で密封し、ボイルレトルト処理で殺菌を行う。食品容器1は口縁にフランジ部2を備え、このフランジ部2の周縁は圧縮されて不浸透領域3となっている。
(もっと読む)
物品収納方法
【課題】生分解性を有する紙片を基材とし、該紙片を組み立てることなく該紙片を形成或いは伸ばすことによって物品を収納する空間を形成し、且つ、該空間内に物品を収納する方法をその目的とするものである。
【解決手段】塑性変形可能な紙片に圧力をかけて凹部を形成し、該凹部に物品を配置し、その表面側を透明或いは半透明フィルムにより被覆してなることを特徴とする物品収納方法。
(もっと読む)
容器
【課題】【解決手段】本発明は、全面を覆いかつフィルム材料からなる、接合された外側の拡散バリヤ層と、内側表面を連続的に形成しかつプラスチックからなる支持層とを有する容器に関する。プラスチックは、酸素および/または二酸化炭素の拡散に対する優れたバリヤ効果を有する必要がない。 (もっと読む)
ガスバリア性包装材料
【課題】 プラズマCVD法による着色のない、密着性、ガスバリア性に優れた構成のコーティング薄膜の形成を課題として、外観、ガスバリア性そして耐久性に優れた包装材料を提供することを目的とする。
【解決手段】 合成樹脂製基材の少なくとも片面にプラズマCVD法によるガスバリア性の薄膜が形成された包装材料において、薄膜が基材面上に形成された炭素薄膜と、この炭素薄膜上に形成されたケイ素酸化物薄膜からなる積層状とする。
(もっと読む)
水溶性ポリアミド組成物、その溶液、それからのフィルムおよびシート、ならびにそれからフィルムおよびシートを製造する方法
少なくとも1つのポリアミドおよび少なくとも1つのナノクレイの新規の水溶性組成物が提供され、これは、フィルム、シート、包装材料などへのキャスティングに好適である。このような物品の製造方法および種々の最終用途もまた開示される。 (もっと読む)
低臭気性ポリエチレン系樹脂積層フィルムおよびその製造方法並びに低臭気性ポリエチレン系樹脂積層フィルムよりなる容器
【課題】 低臭気性ポリエチレン系樹脂積層フィルムおよびその製造方法ならびに低臭気性ポリエチレン系樹脂積層フィルムよりなる容器を提供する。
【解決手段】フィルムの幅方向の厚み斑が10%未満で、かつ炭素数12から16のパラフィンおよびオレフィンの総量としてフィルム質量に対してn−テトラデカン換算量で2000ppm以下である少なくとも3層よりなる低臭気性ポリエチレン系樹脂積層フィルム。また、炭素数が12から16のパラフィンおよびオレフィンの総量が樹脂質量に対してn−テトラデカン量換算値で3000ppm以下であるポリエチレン系樹脂を主成分とする組成物を少なくとも3層よりなるTスロット型多層押出しダイを用いてダイス出口の樹脂温度が150〜200℃で製膜する低臭気性ポリエチレン系樹脂積層フィルムの製造方法。さらに、上記の低臭気性ポリエチレン系樹脂積層フィルムを内層フィルムとした容器。
(もっと読む)
重合体フィルム、重合体フィルムを含む包装用積層物、包装用積層物から形成された包装用容器及び重合体フィルムの製造方法。
重合体担体層(11a、11b)の第1側面上に直接コーティングされたSiOxのガス障壁コーティング(13a)を含む重合体フィルム(1a、1b、1c、1d)。該フィルムはまた前記重合体担体層(11a、11b)の第2の側面上に配置された加熱封じ可能なポリオレフィン層(17a、17b)を含む。本発明はまた、該重合体フィルムを含む包装用積層物(10)に関し、そしてそのような包装用積層物から形成された包装用容器(30)に関する。本発明はさらに、該重合体フィルムの製造方法に関する。 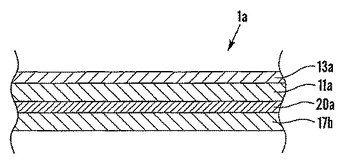 (もっと読む)
(もっと読む)
プレススルーパッケージ又はブリスターパック用フィルム
【課題】圧空成形法において、成形不良を起こさないPTPまたはブリスターパック用フィルムを提供すること。
【解決手段】ジシクロペンタジエン系開環重合体水素添加物を含有する樹脂組成物からなるPTPまたはブリスターパック用フィルムであって、
(1)該ジシクロペンタジエン系開環重合体水素添加物中のジシクロペンタジエン系単量体由来の繰返し単位の割合が70重量%以上であり、
(2)該樹脂組成物のメルトマスフローレイト(280℃、2.16kg荷重)が30〜70(g/10分)の範囲にあり、かつ、
(3)フィルムの130℃における引張試験において、伸張率2%から5%の範囲で、d(応力)/d(伸張率)の値が、10〜25(kPa/%)の範囲にある、
PTPまたはブリスターパック用フィルム。
(もっと読む)
包装用袋
【課題】 包装用袋を構成する積層フィルムのヒートシール層から内部に滲出する微粒子や液状体がなく、内容物を変質させたりすることのないクリーンな包装を可能とし、染毛剤用の第2液に含まれる過酸化水素のような、分解によってガスを発生する内容物を収納しても、速やかに袋の外に放散でき、袋の膨張、破裂、積層フィルムの層間剥離が防止できるとともに、内容物の蒸散を少なくすることの可能な包装用袋を提供する。
【解決手段】 ヒートシール層、該ヒートシール層に積層された中間層、該中間層に積層された基材層を有する積層フィルムの前記ヒートシール層を最内層としてヒートシールし形成された包装用袋であって、前記ヒートシール層がシングルサイト系触媒を重合触媒とする直鎖状低密度ポリエチレンであり、前記積層フィルムとしての水蒸気透過度が4.5g/m2 ・24hr以下、酸素ガス透過度が40cc/m2 ・24hr以上であること特徴とする。
(もっと読む)
切取り部付包装材料およびその製造方法並びにそれを用いた包装袋または容器の蓋材
【課題】当落等を表す個別情報が印刷されている切取り部付包装材料で、その材料を用いた包装袋あるいは容器の蓋材などの個別情報の視認が購買時等でも可能にしてゲーム性に優れた切取り部付包装材料及びその製造方法の提供にある。
【解決手段】裏面に絵柄印刷層12を有する印刷基材フィルム10とシーラントフィルム16とが接着剤層14を介して積層され、端部に切取り部30を有する切取り部付包装材料1で、前記切取り部30では印刷基材フィルム10とシーラントフィルム16との間の接着剤層14が省かれ、印刷基材フィルム10の切取り部30の周縁にミシン目32が刻設されていて、前記切取り部30を構成する絵柄印刷層12には遮光インキ層13が形成され、シーラントフィルム16の切取り部30に相当する領域には白色印刷層22と個別情報20が順に形成されている切取り部付包装材料1とその製造方法である。
(もっと読む)
包装製品
【課題】 内容物を充填包装し、その包装内に存在ないし発生する酸素を十分に捕捉し、その酸素捕集機能を発揮し、内容物の品質を保護する包装製品を提供することである。
【解決手段】 基材フィルム、バリア性基材フィルム、酸化性樹脂と遷移金属触媒とを含む樹脂組成物による酸素吸収性樹脂層、および、ヒ−トシ−ル性樹脂層とを順次に積層した積層体からなり、更に、該積層体を、そのヒ−トシ−ル性樹脂層の面を対向させて重ね合わせ、更に、その外周周辺の端部をヒ−トシ−ルした包装用袋からなり、更に、該包装用袋内に、その開口部から内容物を充填包装すると共にその充填包装前、または、充填包装後、あるいは、充填包装と同時に、該包装用袋の内面に紫外光を照射し、更に、上記の開口部をヒ−トシ−ルしてシ−ル部を形成して密閉することを特徴とする包装製品に関するものである。
(もっと読む)
ブリスター型薬剤パッケージングの、冷間成形のための形成可能なフィルム
薬剤ブリスター包装に有効である冷間成形フィルム複合材構造物は、抽出物レベルが低い第1ポリエステル表面層、前記第1表面層に接着したアルミニウム層及び前記アルミニウム層に接着した追加層から構築されて良い。第2表面層が前記追加層に接着されてよい。ブリスター包装は、前記第1ポリエステル表面層がブリスターの内側にあり薬剤に対向するように、構造を冷間成形することによって、そのような複合材構造物から調製されてよい。ブリスターの内側表面での低抽出物材料の使用は、包装内部の薬剤の不純物混入の可能性を最小にする。 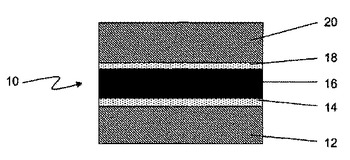 (もっと読む)
(もっと読む)
ひだ寄せ包装材
管状の食料包装材、特に、改良されたひだ寄せ食料包装材を提供する。ひだ寄せされた繊維性食料包装材は、管状繊維性包装材(12)から形成されたひだ寄せスティック(30)を形成する。ひだ寄せスティック(30)は、ひだ寄せ除去された包装材の平均膨張時直径の少なくとも120%の平均外径を含む。更に、ひだ寄せスティック(30)は、包装材膨張時直径の少なくとも70%の平均内径と、ひだ寄せスティック(30)がひだ寄せ除去された後に包装材上で測定される主ひだの隣接頂点間の距離として定義されるひだピッチとを含む。 (もっと読む)
1,061 - 1,080 / 1,141
[ Back to top ]