
Fターム[3E094CA08]の内容
基本的包装技術−容器の閉鎖 (6,223) | 閉鎖手段 (1,217) | ヒートシール (985) | 熱板によるもの (836) | 熱板の形状又は動作 (570) | 回転シーラ (74)
Fターム[3E094CA08]に分類される特許
21 - 40 / 74
製袋包装機および横シール機構
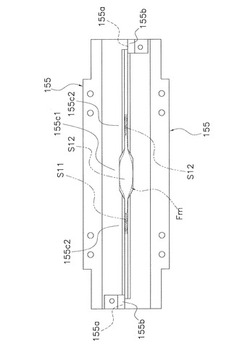
【課題】ガセットがきれいに形成される製袋包装機を提供する。
【解決手段】製袋包装機は、横シール機構と、ガセット形成機構とを備える。横シール機構は、旋回移動し角筒状フィルムFmをシール処理するシールジョーと、ストリッパ部材155とを有する。ガセット形成機構の折り込み部材は、シール処理前に、角筒状フィルムFmの両側部にガセットを形成する。ストリッパ部材155は、シールジョーよりも先に角筒状フィルムFmに当接し、シール処理の前に角筒状フィルムFmよりも早い速度で下方に移動するものであって、角筒状フィルムFmの当接部分の内側の空間のうち、ガセットが形成された角筒状フィルムFmの両側部の内側の第1空間S11よりも、角筒状フィルムFmの中央部の内側の第2空間S12のほうが、大きくなるような形状である。
(もっと読む)
ヒートシール装置

【課題】一方の横シールロールの、他方の横シールロール側への押圧力の管理、コントロールが容易で、一対の横シールロールのヒートシール刃間に粒状物等を噛み込むことがあっても、シール不良の発生のおそれを有効に取り除くことができるヒートシール装置を提供する。
【解決手段】平行に配置され、相互に逆方法に回転駆動されて、予め縦シールを施された包装用フィルムに、フィルム幅方向に延びる横シールを間欠的に施す一対の横シールロール23を具え、一方の横シールロール23を他方の横シールロール23に対して進退変位可能に配設するとともに、その一方の横シールロール23を他方の横シールロール23側へ押圧する加圧手段33を設けてなるものであって、前記加圧手段33を、一方の横シールロール23の軸受ブロック28を押圧するシリンダ36と、このシリンダ36と並列に配置されて、ばね力を外部調整されるばね部材37とで構成してなる。
(もっと読む)
包装装置およびモータ制御装置
【課題】 包装装置におけるエンドシーラ軸に定常外乱が存在する場合においても、包装フィルム噛み込み検出のための専用となるセンサ類を配設せずに、包装フィルム噛み込みによる、定常外乱よりも小振幅の外乱または振動周期が遅い変化を伴う外乱を確実に検出でき、装置の低価格化および小型化並びに信頼性の向上を図ることができる包装装置およびモータ制御装置を提供する。
【解決手段】 制御装置が、トルク指令とモータ速度とに基づいてモータ1に対する外乱推定値を演算する外乱オブザーバ部2と、前記外乱推定値に基づいて前記エンドシーラ軸における噛み込み状態を検出する噛み込み検出部3,4と、を備える。
(もっと読む)
横形製袋充填機におけるエンドシール部のしわ取り装置
【課題】エンドシール時に発生するフィルムのしわを良好に防止できる装置を提供する。
【解決手段】挟持部材14は、フィルム搬送路と交差する両外側方から内方に向けて移動し、シールバー1,2によるエンドシール動作によって所定量押し潰された筒状フィルム5の両側縁部をシールバー1,2を挟む前後位置でフィルム当接部19により挟持して外側方に向けて引っ張る。押え部材4は、筒状フィルム5をシールバー1,2で挟持する際にシールバー1,2を挟む前後位置において筒状フィルム5のエンドシール位置に近接した位置で筒状フィルム5の幅方向中央部を所定範囲に亘って挟む第1押え部6と、その第1押え部6の両側において第1押え部6による筒状フィルム5の押え位置からフィルム搬送方向に向けて離間し、シールバー1,2の側面との間に挟持部材14による挟持部位を含む空所Sを設けて筒状フィルム5の幅方向両側を挟む第2押え部7とを備えている。
(もっと読む)
薬剤分包装置
【課題】包装紙をセットする際、ユーザの手等がヒータローラに接触することを確実に回避して火傷等の事故の発生を防止することのできる薬剤分包装置を提供する。
【解決手段】搬送されてくる包装紙をシールして供給された薬剤を1包分ずつ包装するシール部を備える。該シール部は、固定側シール部材110と、支軸111aを中心として回動し、固定側シール部110に対して接離する可動側シール部材111とからなる。両シール部材110、111は、ローラフレーム112にヒータローラ113を軸部113aを中心として回転可能に支持してなる構成とする。
(もっと読む)
高速包装装置及びこのような装置を備えている包装機械
【課題】製品を一層速く連続して前進せしめることができると共に、溶着手段が溶着サイクルのほぼ全体にわたって作動している高速包装装置を提供することにある。
【解決手段】コンベヤ14と、ロール15,15’と、フィルム17,17'をコンベヤ14から出てきた製品11の上面及び下面にそれぞれ供給するための供給手段16,16'と、フィルムにより覆われた製品を受け取るカウンタ溶着ベルト18と、カウンタ溶着ベルト18のところに設けられている横方向溶着装置19とを包含し、横方向溶着装置19が3つのスポーク22を備えている回転星形様構体21を包含し、スポーク22はそれらの先端部分に溶着手段23が設けられ、これらの溶着手段23が、前記カウンタ溶着ベルト18上を前進する2つの製品間に存在する、プラスチックフィルム17,17'の一部分を一緒に溶着するために、順々に連続して前記カウンタ溶着ベルト18と協働する。
(もっと読む)
エンドシール装置
【課題】筒状フィルムの幅方向寸法の変化に応じて筒状フィルムに対するシール領域や開封用切込みの位置を任意に設定する。
【解決手段】一対のシール体の噛合い位置で相対向するシール面間に筒状フィルムを挟んで筒状フィルムの移送方向Xに対し交差する幅方向Yへこの筒状フィルムにエンドシールを施すエンドシール装置において、シール体は可動枠5に夫々支持されたシーラ枠に設けられ、操作ハンドル9aを回動操作すると、ねじ機構により、可動枠5に設けたスライダー8,2が固定枠1に設けたスライドガイド3,6に沿って両シーラ枠のシール体とともに筒状フィルムの幅方向Yへ移動し得る。そのため、上流側から送られてくる筒状フィルムの搬送中心Pに対し上下両シール体が幅方向Yへ移動して筒状フィルムに対するシール面の位置関係が変化する。
(もっと読む)
横型ピロー包装機
【課題】 片側にガゼットを有する包装体を、筒状フィルムを連続して搬送しつつ製造することで単位時間あたりの製造可能個数を多くすること
【解決手段】 連続して供給される帯状フィルムを筒状に形成する製袋器23と、筒状に形成された筒状フィルム24の重合端24aにシールを施すセンターシール装置26と、筒状フィルムの幅方向にシールするエンドシール装置29とエンドシール装置によるシールに先だって筒状フィルムの側面にガゼットを形成するガゼット形成装置40と、を備える。エンドシール装置は、筒状フィルムに対してシール幅の広い第1エンドシール部位を形成する第1エンドシール装置30と、シール幅の狭い第2エンドシール部位を形成する第2エンドシール装置32とを備え、ガゼット形成装置は、第2エンドシール装置に設けた。
(もっと読む)
製袋包装機
【課題】製袋包装機の消費電流を低減することが可能な技術を提供する。
【解決手段】袋を形成し、当該袋を用いて物品を包装する製袋包装機には、包材たるフィルムをシールするシールジョーと、当該シールジョーを加熱するヒータ部201Fと、当該ヒータ部201Fを駆動するヒータ駆動部260とが設けられている。さらに、製袋包装機には、モータで発生した回生電流をヒータ部201Fに供給する回生電流供給部(モータ駆動部270)が設けられている。
(もっと読む)
エンドシール装置
【課題】 装置を分解することなく安全にエンドシール装置のトップシーラの清掃を行うことのできるようにすること
【解決手段】 トップシーラ31a,31bのシール面を対向させた状態を保持しながらトップシーラを移動させる駆動機構33と、そのトップシーラの上流側に配置される第1搬送ベルト装置71aと、下流側に配置される第2搬送ベルト装置72bと、を備え、両搬送ベルト装置は、トップシーラ側の先端部がトップシーラの前後方向の移動に追従して前後方向に移動するように構成される。第2搬送ベルト装置のトップシーラ側の先端部を、トップシーラの移動と非同期に前後方向に移動可能にするガイド手段92,82と、第2搬送ベルト装置のトップシーラ側の先端部が前記トップシーラに接近した位置で、ガイド手段による移動を抑止する固定手段100,92aと、を設ける。
(もっと読む)
密封袋の製造管理方法及び装置
【課題】密封袋の個々の製袋された製品におけるヒートシールの品質保証を効率的および確実に行なうことができる密封袋の製造管理方法及び装置を提供することを目的とする。
【解決手段】被包装物Aを充填しながら重畳体9bをヒートシールして密封袋を形成する密封袋の製造管理方法において、前記重畳体9bのヒートシール部10、11、26a、26bの温度を検出する検出工程41と、前記検出工程における検出信号DSに基づいて前記重畳体のヒートシール部10、11、26a、26bの状態を判定する判定工程42と、前記判定工程において判定された個々の密封袋の良否を判断する判断工程43と、を備える構成を有する。
(もっと読む)
エンドシール装置
【課題】 シール時にトップシーラから受ける荷重に対する耐力を増大すること
【解決手段】 筒状フィルムを挟んで上下に配置されるトップシーラ31と、そのトップシーラのシール面を対向させた状態を保持しながらそのトップシーラを上下方向に移動させる駆動機構33とを備える。駆動機構は、機枠32の両側面にそれぞれ上下に回転自在に配置された回転腕41と、その回転腕を回転させる回転駆動機構42,43,48,49とを備え、回転腕は、一端にトップシーラを支持するコロ軸受け部58を設けると共に、コロ軸受け部と反対側の他端にカムフロア60を設ける。機枠の両側面には、カムフロアが連係されるカムが設けられ、カムの形状は、回転腕の回転に伴い、カムフロアがカムの軌跡に沿って移動することでコロ軸受け部が回転しながらその回転中心からの距離が変動し、少なくとも上下のトップシーラが接触した状態で一定区間は水平移動するように設定される。
(もっと読む)
密封袋の製造装置
【課題】スープ等の流動体の密封袋に同じ機械で二通りの瓶口部を形成することができるようにする。
【解決手段】フィルム状包材9の重畳体9bを長さ方向に送りながら、縦ヒートシール部10,11で閉じて筒状にする縦ヒートシール手段25と、先行横ヒートシール部26を設けて有底袋部を形成し、この有底袋部内に充填された流動体を分断するように後続横ヒートシール部を設けて密封袋7を形成する横ヒートシール手段と、有底袋部内に流動体を充填する充填手段28とを備える。横ヒートシール手段は、外周に着脱自在に固定されたヒートシールバー27aで重畳体を挟む少なくとも一対のローラ27を有し、各ヒートシールバーの二辺には、互いに異なる形状の瓶口部を形成する瓶口シール部1a,3aがヒートシールバーのシール面上で約180度位相がずれて設けられ、一方の瓶口シール部は重畳体に接触可能で、他方の瓶口シール部は接触不能である。
(もっと読む)
横型包装機における横シール条件調整方法、及び横シール条件調整可能な横型包装機
【課題】ヒートシーラと包装材とのすべりを可及的に少なくし、袋形状の歪みや横シール部の皺やずれを無くすことができる横型包装機における横シール条件調整方法及び横シール条件調整可能な回転シーラ式横型包装機を提供する。
【解決手段】回転型のヒートシーラ4a,4bが筒状包装材Ftへの接触を開始してから横シールを形成し更に横シールから離間するまでのシーラの速度調整範囲2×Δθ2を噛み込み死点位置よりも筒状包装材Ftの入り込み側にシフトしている。ヒートシーラ4a,4bの筒状包装材送り方向の速度成分が、ヒートシーラ4a,4bとの接触によって倒れることにより遅くなる筒状包装材の当該接触部分の走行速度成分と可及的に同期するような調整が容易に得られる。したがって、ヒートシーラ4a,4bと包装材とのすべりが可及的に少なくなり、筒状包装材内の空気が後方へ押し出される勢いも抑えられる。
(もっと読む)
横シール装置
【課題】高速処理が要求される場合であっても、良好なシール結果を得られる横シール装置を提供する。
【解決手段】物品40を収容する筒状フィルム10を所定方向へ搬送し、該筒状フィルム10の搬送路を挟んで上下に対向して配設された一対のシール体24,24により筒状フィルム10を挟持して筒状フィルム10の搬送方向下流側に移動しつつ横シールし、シールされた袋詰包装体42を排出コンベヤ22で搬送するよう構成する。この場合に、前記筒状フィルム10内の物品40の搬送位置とシール体24,24の動作位置に応じて、排出コンベヤ22の搬送速度を変速する。
(もっと読む)
エンドシール装置
【課題】 エンドシーラが非接触の時であっても、エンドシール装置内において被包装物を内包する筒状フィルムを安定して搬送できるエンドシール装置を提供すること
【解決手段】 下側の回転軸31の両端がそれぞれ貫通するようにして配置される一対の溝カム52と、その溝カムの内側に対向して配置され、下側の回転軸と共に回転する板カム54と、一対の溝カムに設けられた溝部52aに連係され、その溝部の軌跡に沿って移動可能な複数の丸棒55と、を備える。溝部は、無端状であって、最上方部位は平坦に形成され、板カムには、放射線状に延びる複数の切り込み部54aを備え、各切り込み部に丸棒が挿入される。回転軸の回転に伴い板カムも回転し、それに追従して丸棒も溝部に沿って公転移動する。複数の丸棒が平坦部位を移動することから、筒状フィルム(被包装物)を面で支持し、安定して搬送することができる。
(もっと読む)
横型製袋充填包装機
【課題】 被包装体の搬送姿勢を乱す要因を削減して、被包装体を安定して搬送できる横型製袋充填包装機を提供する。
【解決手段】 筒状の包装体Yの中に間隔を有して並べられる被包装体Xを包装体Yと共に搬送する第1搬送部1と、一対のシール体30により被包装体Xを個装するシール部3と、個装される被包装体Xを搬送する第2搬送部4とを備える横型製袋充填包装機において、第1搬送部1及び第2搬送部4は、シール部3側の端部同士が被包装体Xの搬送方向に沿って相対的に接離可能に構成され、しかも、回転するシール体30と干渉するのを防止すべく、シール体30が被包装体Xの搬送路に進入する前に、シール部3側の端部同士が離間して、シール体30が被包装体の搬送路から退出した後に、シール部3側の端部同士が接近するように構成されることを特徴とする。
(もっと読む)
製袋包装機
【課題】筒状に丸められた包材の重なり部分のシール不良を低減することが目的とされる。
【解決手段】製袋包装機1は、成形機構13と、縦シール機構16と、横シール機構17と、受け部材31とを備え、帯状のフィルムから袋を製造しつつ、被包装物を包装する。成形機構13は、帯状のフィルムを筒状に丸めて筒状のフィルムを成形する。縦シール機構16は、筒状のフィルムが延びる方向に沿って縦に、筒状のフィルムの重なり部分を熱でシールする。横シール機構17は、筒状のフィルムを横断して、筒状のフィルムを熱でシールする。受け部材31は、縦シール機構16に対向した位置で成形機構13に取り付けられ、縦シール機構16とともに重なり部分を挟む。受け部材31は弾性を有し、かかる弾性によって重なり部分を縦シール機構16へと押し付ける。具体的には受け部材は、縦シール機構16側へと湾曲している。
(もっと読む)
製袋包装機
【課題】包材を挟む着脱可能な部材が、包材の搬送中にずれることを防止することが目的とされる。
【解決手段】製袋包装機1は、成形機構13と、縦シール機構16と、横シール機構17と、受け部材31と、第1の支持部材131とを備え、帯状のフィルムから袋を製造しつつ、被包装物を包装する。成形機構13は、帯状のフィルムを筒状に丸めて筒状のフィルムを成形する。縦シール機構16は、筒状のフィルムが延びる方向に沿って縦に、筒状のフィルムの重なり部分を熱でシールする。横シール機構17は、筒状のフィルムを横断して、筒状のフィルムを熱でシールする。受け部材31は、縦シール機構16に対向した位置で、成形機構13に着脱可能に取り付けられ、縦シール機構16とともに重なり部分を挟む。第1の支持部材131は、受け部材31をフィルムの搬送方向の下流側で支持して、受け部材31が搬送方向へとずれることを阻止する。
(もっと読む)
横型製袋充填機のエンドシール装置
【課題】横型製袋充填機のエンドシール装置において、夫々のシール体を夫々任意の位置に自動停止し、夫々のシール体のシール面の清掃や夫々のシール体の交換等のメンテナンスを容易にする。
【解決手段】筒状フィルム24に対しエンドシールを施すエンドシール装置1において、各駆動モ−タ7,10により互いに反対向きX3,X5へ回転する上下両回転軸3,5には、夫々、噛合い位置Pで相対向するシール面間に筒状フィルム24を挟んでエンドシールを施すシール体2,4を配設している。所定の信号入力に基づき、各回転軸3,5の回転速度または回転量を変化させて夫々のシール体2,4のシール面を予め設定された停止位置で停止させるように、各駆動モ−タ7,10を駆動制御する制御手段39を備えている。
(もっと読む)
21 - 40 / 74
[ Back to top ]