
Fターム[3E094GA13]の内容
基本的包装技術−容器の閉鎖 (6,223) | 制御又は検査 (601) | 電気的制御 (139) | マイコン利用 (74)
Fターム[3E094GA13]に分類される特許
61 - 74 / 74
包装装置
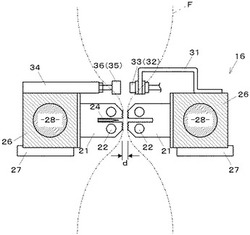
【課題】包装時に噛み込み不良が発生したときに、不良品の袋のストリップバッグへの混入を防止することができる包装装置を提供する。
【解決手段】フィルムFを挟み付けたときの両シールジョー21,21間の間隔dを検出するための第1及び第2近接センサ32,33と第1及び第2検知部材35,36とを備える。包装部のコントロールユニットは、第1及び第2近接センサ32,33による検出信号に基づいて噛み込みの有無を判定し、噛み込みが有ると判定したときに、貼付部のコントロールユニットは、シールジョー21,21によりシールされた箇所の下流側及び上流側の袋に対する貼付部の把持機構による把持動作と貼付機構による貼付動作とテープ供給機構によるテープ供給動作とを停止させる。
(もっと読む)
フィルムシール装置

【課題】大径の連続包装体を用いて大きい内容物を包装してシールする場合であっても、シール不良の発生を確実に少なくでき、しかもシール後に確実に切断可能なフィルムシール装置を提供する。
【解決手段】フィルム装着部と、フィルム駆動部と、フィルムのシール部をシールして切断するためのフィルムシール部と、フィルム駆動部とフィルムシール部の作動を制御する制御部40とを備える。制御部40は、フィルム挟持手段およびフィルム圧着手段を作動させ、ヒーター6に設けられた熱電対36からの検出結果によりフィルムを所定の融着温度に加熱させると共に圧着させて、フィルム切断手段によるシール部に対する切断作用を行わせ、ヒーター6に設けられた熱電対36からの検出結果により、所定の冷却温度に達した後、フィルム圧着手段の圧着状態を解除するように、フィルム駆動部およびフィルムシール部を制御する。
(もっと読む)
テープ監視システム
本発明は、テープ貼りヘッドから独立して取り付けられたテープ貼り機と共に使用するためのテープ監視システムを提供する。テープ監視システムは、テープがテープ供給部から分配されているか否かを測定するため、かつテープ分配速度に関係する信号を提供可能なテープ分配センサーと、テープ貼りのための対象物が存在するか否かを測定するための、前記対象物が存在するときに応答を提供可能な対象物存在センサーと、潜在的エラー状態を決定するための、前記テープ分配センサー及び前記対象物存在センサーに作用可能に接続された制御システムとを含む。  (もっと読む)
(もっと読む)
分配包装装置及び方法
【課題】分配包装装置の分配能力を増大させかつ分配包装方法をより効率的にすること。
【解決手段】分配包装装置は連続した体積流れを作り出すためのポンプを具備する充填材料用コンベヤー装置(170、270)と、充填チューブ(20、220)と、前記充填チューブ(20、220)の下流に配置されかつ充填動作中にチューブ端部ひだ部分を形成且つ前記チューブ端部ひだ部分の周りで閉鎖要素(162)を閉じるために充填された前記包装ケース(30)を局所的に圧縮するように構成した閉鎖装置(150、250)と、を具備し、前記閉鎖装置(150、250)は選択された部分寸法及び連続した前記体積流れに基づいて圧縮及び閉鎖運転をするための制御信号を作り出しかつ前記閉鎖装置(150、250)の駆動装置に制御信号を出力するように構成した制御装置(290)も具備する。
(もっと読む)
充填包装機
【課題】微小な異物でも確実に噛み込み検出できるシール装置を有する充填包装機を提供する。
【解決手段】本発明の充填包装機は、固定シールバー60と、可動シールバー62と、可動シールバーを支持し、可動シールバーをシール位置と解放位置との間で移動させる支持部材64と、シール位置において可動シールバーが固定シールバーに対して進退するように、可動シールバーを支持部材に対して連結する連結機構と、シール位置における可動シールバーの固定シールバーに対する後退量を機械的に増幅する増幅機構100、102、104と、増幅機構で増幅された後退量を検出する後退量検出手段110と、後退量検出手段の検出結果に基づいて、固定シールバーと可動シールバーの間に異物が噛み込んでいることを検出する噛み込み検出手段112を備える。
(もっと読む)
製袋包装装置及び計量包装システム
【課題】適切な包装袋を形成する可能な製袋包装装置を提供する。
【解決手段】シールジョー対191及び192は、それぞれ、筒状のフィルムFLを挟み込んでシールしながら、筒状のフィルムFLに追随して運動する直線部分と、筒状のフィルムFLから離隔して運動する円弧部分とからなる軌跡GL及びGRを繰り返し描くように、回転駆動用サーボモータ197及び水平駆動用サーボモータ198によって駆動される。回転駆動用サーボモータ197及び水平駆動用サーボモータ198は、直線部分から円弧部分への移行直前において、シールジョー対191及び192の速度の、筒状のフィルムFLの搬送方向の成分が、筒状のフィルムFLの搬送速度VFより速くなるように、シールジョー対191及び192を駆動する。
(もっと読む)
一対のシール装置、縦型製袋包装機、および計量包装システム
【課題】 包材を良好にシールすることができる一対のシール装置、縦型製袋包装機、および計量包装システムを提供する。
【解決手段】 固定機構60は、ナイフ40の長手方向両端部に複数設けられており、主として、静止部61と、可動部62と、を有する。可動部62は、静止部61と押圧部材67との間に配置されており、押圧部材67からの押圧力によって静止部61の第1傾斜面61aを摺動可能に設けられる。これにより、可動部62が押圧部材67から押圧方向AR3の押圧力を受けると、可動部62は、静止部61の第1傾斜面61aに沿って傾斜方向AR4に摺動し、突起部63はナイフ40の切欠部41と嵌合して押圧する。そのため、ナイフ40は、押圧方向AR3だけでなくナイフ40長手方向にも押圧され、支持部50の溝部に安定して固定される。
(もっと読む)
連続包装体のピッチ測定装置
【課題】 横シール部で形成した連続包装体の収容部のピッチ測定に際して、測定対象の収容部の切り換えが容易にでき、応答信号量が大きく取れてピッチ測定精度を上げることができ、収容部の中身の充填物が潰れたり包材にピンホールが生じたりしない、連続包装体のピッチ測定装置を提供する。
【解決手段】 搬送ライン上の連続包装体10に、その厚さ方向の一方側から超音波信号を送信する超音波送信手段14aと、その連続包装体10を透過した超音波信号を上記厚さ方向の他方側から受信する超音波受信手段14bと、超音波受信手段14bによって受信した超音波信号の大小に基づき、横シール部10aおよび収容部10bの境界位置10zを認識する境界位置認識手段16と、認識された境界位置10zに基づき収容部10b,10b間のピッチを計測するピッチ計測手段18とを備えたピッチ計測装置である。
(もっと読む)
物品包装機
【課題】帯状フィルムに物品を包装する場合の作業を効率よく行うことができる物品包装機を提供すること。
【解決手段】裏面側フィルム1bと表面側フィルム1aからなる長手方向に延びた帯状フィルム1の幅方向両側が予めシールされることで両フィルム1a,1b間に収容空間を形成可能であり、長手方向に沿って所定間隔ごとに表面側に幅方向に沿ったスリット1dが形成してあるフィルム1を用いて、このスリット1dから物品Sを投入して包装するための物品包装機であって、フィルム1を長手方向に沿って移送するフィルム移送機構と、フィルム1の幅方向両側においてフィルム1を挟持し、帯状フィルム1を挟持した状態で、スリット1dを開閉させてスリット1dを介しての物品投入を可能にするための挟持機構40と、物品Sが投入された後、スリット1dが形成されている領域をシールするシール機構50と、シール領域を切断する切断ワイヤー504とを備えている。
(もっと読む)
シール検査装置、シール検査方法及び内容物充填包装装置
【課題】 粉粒体のみならず、軟らかい固体、半固体、熱で軟らかくなる固体についての噛み込みによるシール不良の自動検査が可能なシール検査装置およびこれを用いたシール検査方法及び内容物充填包装装置の提供を目的とする。
【解決手段】 シールブロック間に内容物が存在するか否かを検知する検知装置が設けられており、この検知装置は、レーザ光を受光した受光部からの受光信号を、処理部において受光量として算出している。これにより、シールの際に、包装袋に皺や端部の変形等が生じた場合であっても、包装袋を透過したレーザ光を確実に検知でき、シール不良の自動検査の精度が向上する。
(もっと読む)
製袋包装機
【課題】 内容物やゴミなどの噛み込みが発生しても、所望の加圧力(シール圧)が得られる製袋包装機を提供する。
【解決手段】 筒状のフィルムを挟む一対のシールジョー25a,25bを開閉することでフィルムFbの流れ方向に対して横方向に帯状にシールして包装された商品を生産する製袋包装機に関する。シールジョー25a,25bを開閉駆動するために正逆回転するモータと、モータの駆動力をシールジョー25a,25bに伝達し、シール時にシール圧を増大させるリンク機構と、モータの駆動を制御するためのモータドライバとを備え、シール時における一対のシールジョー25a,25bの間の間隙Δの大きさに応じて、シール時におけるモータの回転トルクを制御することを特徴とする。
(もっと読む)
横型製袋充填機におけるエンドシール装置
【課題】簡単な構成で横型製袋充填機の停止時にシール体の熱影響をフィルムに及ぼさないようにし得る横型製袋充填機におけるエンドシール装置を提供する。
【解決手段】一対のシール体24,28を上下動可能に備えるシールユニット29がスライドガイド14,14に案内されて水平移動可能に配設される。フィルム移送方向に沿って水平に延在するネジ軸32aに、シールユニット29に設けたボールネジナット34が螺合している。ネジ軸32aは、第1サーボモータ33により正逆回転される。ボールネジ32および第1サーボモータ33からなる水平作動機構30は、カットピッチに応じて設定されたシールユニット29の水平移動中心を、水平移動可能範囲内で前後に位置変更し得るよう構成される。
(もっと読む)
充填包装機およびその駆動方法
【課題】不良品として扱われる包装袋の数量を軽減することのできる充填包装機およびその制御方法を提供する。
【解決手段】連続移送されるフイルムFを、対をなす縦シールロール部材4Bによって挟み付けながらフイルムFの長手方向に沿って縦シールFHする縦シール機構4と、この縦シール機構4によって縦シールFHした筒状のフイルムF内に内容物Wを充填する充填機構6と、前記筒状のフイルムFを送りつつフイルムFの底部側および袋口側となる箇所をフイルムFの幅方向に沿って対をなす横シールロール5Aの横シール部材5Bによって挟み付けながら横シールFSする横シール機構5と、縦シール機構4と横シール機構5によって縦横にシールされた包装袋Pの横シールFS箇所の適正位置を切断するカッター機構7と、を備える。
(もっと読む)
製袋充填機における横シール制御装置
【課題】設定すべき条件に応じて自動的に最も長いシール時間を設定する。
【解決手段】横シーラでクランク運動に基づくボックスモーションを行い、繰り出しフィルムと横シーラを同期させて横シールする。横シール制御装置は、仮横シール時間T1と、繰り出し同期速度vfに対する繰り出し同期速度Vfの仮変速比R等の設定値を入力する設定値入力手段と、繰り出し同期最大時間Tfmの繰り出し同期長さLfと上下動同期最大長さLsmとの短い一方の長さを基準に他方の長さを設定演算する等速時演算手段と、繰り出し同期時間Tf=Tfmの場合にはTfを固定し、上下動同期長さLsがLsmの場合にはLsをLsmに固定して変速比R(=Vf/vf)を再設定する変速時演算手段と、この変速比RとTfmまたはLsmとに基づいて、横シール時間T1を演算するシール時間演算手段とを備えた。この演算結果から各モータを制御する。
(もっと読む)
61 - 74 / 74
[ Back to top ]