
Fターム[3E172DA35]の内容
ガス貯蔵容器、ガスの充填、放出 (22,547) | 機能 (1,039) | 補強 (300) | 線状材 (82)
Fターム[3E172DA35]に分類される特許
61 - 80 / 82
高圧タンク

【課題】高圧タンクに衝撃力が加わった場合でも、簡易な構造によりタンク本体にかかる衝撃力を抑制することができる高圧タンクを提供する。
【解決手段】タンク本体に対してタンク被覆部材が相対移動するための回転手段を備えることにより、高圧タンクに衝撃力が加わった場合でも、簡易な構造によりタンク本体にかかる衝撃力を抑制することができる高圧タンクである。
(もっと読む)
高圧水素ガス貯蔵容器用アルミニウム合金

【課題】 高圧水素ガス貯蔵容器のライナー用のAl合金として、充填圧力を、より高圧化しても水素脆化による材質の劣化が生じず、かつ低サイクルの疲労寿命を長くして、高圧容器の耐用年数を延ばす。
【解決手段】 MgおよびSiを、Mg≦1.73Si−0.52%、Mg≦1.5%、Mg≧0.9%、Si≦1.8%を満たす範囲内で含有し、Fe0.01〜0.7%を含有し、残部が実質的にAlよりなる高圧水素ガス貯蔵容器用アルミニウム合金。さらにCu0.1〜1.5%を含有するか、もしくはMn0.05〜1.2%、Cr0.01〜0.4%、Zr0.01〜0.3%、Sc0.01〜0.5%、V0.01〜0.3%のうちから選ばれた1種または2種以上を含有しても良い。
(もっと読む)
FRP成形体の製造方法及び加熱装置
【課題】繊維強化プラスチック層の内層の高Vf化を抑制できるFRP成形体の製造方法及びそれに用いられる加熱装置を提供する。
【解決手段】FRP成形体の製造方法は、マンドレル10の周囲に樹脂含浸繊維層11を形成する工程(a)と、該樹脂含浸繊維層の厚さ方向に、外層側が高温で内層側が低温となる温度勾配を生じさせた状態で、樹脂含浸繊維層11を昇温させる工程(b)とを備える。また、加熱装置は、加熱炉30と、周囲に樹脂含浸繊維層11が形成されたマンドレル10を加熱炉内において支持する支持部32と、加熱炉内を加熱するヒータ31と、加熱炉内に配置されるマンドレル内に冷媒を循環させる冷媒循環機34とを備える。
(もっと読む)
タンク及びタンクの製造方法
【課題】工数を増加させることなく、タンクを構成する繊維強化樹脂層のボイドを低減することができるとともに、繊維含有率を高められて強度を向上させることができるタンク及びタンクの製造方法を提供する。
【解決手段】タンク1は、略円筒状の貯蔵部2と、貯蔵部2の両端にそれぞれ設けられた口金部3とを有する形状に形成されている。そして、貯蔵部2は、最も内側に位置するとともにガスバリア性を有するライナ4と、ライナ4の外面を被覆する繊維強化樹脂層5と、繊維強化樹脂層5の外面5aを被覆する熱収縮チューブ6とからなる。繊維強化樹脂層5は、複数層の繊維束層の樹脂を硬化して構成されている。熱収縮チューブ6は、繊維強化樹脂層5の外表面に沿った形状に形成されるとともに、その熱収縮温度が繊維束層に含浸されている樹脂の硬化温度より低く、かつ、樹脂のプリキュア温度の範囲内である。
(もっと読む)
エンドボスおよびコンポジット圧力容器
内側流体密封ライナ(3)および外側強化ポリマ層(1)を備えたコンポジット圧力容器の開口部に配設されるエンドボス(2、9)であって、該エンドボスは、短パイプ部(2)と蓋部(9)とを備え、該蓋部は前記容器から外側に延出する前記パイプ部(2)の上端に配設され、該パイプ部(2)は、前記容器の前記開口部を通って配設され、下端部であって前記パイプ部よりも外向きに延びるフランジが前記容器の外側強化ポリマ層(1)と内側ライナ(3)との間に配設されている下端部まで延びており、前記内側ライナ(3)が、前記パイプ部の開口部を通って前記蓋部まで上方に延びており、前記内側ライナからみて内側において、前記蓋部に最も近い位置にシール面が設けられ、該シール面は、前記内側ライナに接触する位置にあり、該シール面が前記蓋部と一体化されているか、または前記蓋部にシール状態で固定されているスリーブあるいはパイプ部の面であるため、前記内側ライナと相互作用する少なくとも1つの気密シールを有しており、前記内側ライナからみて外側において、前記蓋部およびパイプ部に最も近い溝部内の、前記パイプ部の前記上端の周囲に、プレテンション手段(4、8、10、16)が配設され、該プレテンション手段が、前記容器内の圧力にかかわらず、前記内側ライナ(3)を前記シール面および前記少なくとも1つの気密シール(6)に押し付けることを特徴とする、エンドボス。そのようなエンドボスを備えるコンポジット圧力容器。  (もっと読む)
(もっと読む)
高圧タンク製造方法、高圧タンク
【課題】高圧タンクにおける省スペース化と疲労耐久性の向上を両立させる。
【解決手段】中空のライナに対し、非硬化状態にある熱硬化性樹脂が含浸された繊維径の大きな炭素繊維束を巻回し、1〜3層をフィラメントワインディング成形(FW成形)する(S12)。続いて、繊維径が中程度の炭素繊維繊束を巻回して4〜24層をFW成形し(S14)、さらに、繊維径が小さな繊維強化複合材を巻回して25〜36層をFW成形する(S16)。一般に、繊維径が大きな炭素繊維束では、繊維密度が小さいため、巻き締めによる内層の繊維体積含有率の上昇を抑制することが可能となる。
(もっと読む)
繊維強化樹脂製容器の製造方法および繊維強化樹脂製容器製造装置
【課題】繊維強化樹脂製容器の製造方法および繊維強化樹脂製容器製造装置において、寸法を過度に大きくすることなく、一部の層に十分な樹脂を含浸させた繊維強化樹脂製容器を得ることである。
【解決手段】カーボン繊維30に樹脂を含浸させることにより得た樹脂含浸繊維32をライナー12に巻き付けるためのライナー回転装置36と、ライナー回転装置36のライナー12を配置する部分の下側に設けて、樹脂を収容した樹脂補充槽22とを備える。樹脂補充槽22は、補充槽上下移動機構38により上下方向に移動可能とする。樹脂補充槽22の上下位置を、ライナー12に巻き付けた樹脂含浸繊維32の巻き層の数に応じて変えることにより、ライナー12に巻き付けた複数の樹脂含浸繊維32の巻き層の内径寄り部分に含浸させた樹脂量が、巻き層の他の部分の少なくとも一部に含浸させた樹脂量よりも多くなるようにする。
(もっと読む)
圧力容器および圧力容器の製造方法
【課題】圧力容器の耐久性を向上させる。
【解決手段】ライナ10と、ライナ10の外周部分を被覆する繊維強化樹脂層12と、を備え、ライナ10と、繊維強化樹脂層12との境界部分に、複数の樹脂溜り部18を有する。かかる圧力容器100は、面一形状の外側表面に複数の窪みを有するライナ10を作製し、FW法により製造することが可能であり、繊維強化樹脂層12の内側部分におけるVfの上昇を抑える。
(もっと読む)
繊維強化樹脂製容器の製造方法および繊維強化樹脂製容器製造装置
【課題】繊維強化樹脂製容器の製造方法および繊維強化樹脂製容器製造装置において、繊維強化樹脂製容器の寸法を過度に大きくすることなく繊維強化樹脂製容器の疲労耐久性能を高くすることである。
【解決手段】カーボン繊維24にエポキシ樹脂を含浸させ、樹脂含浸繊維26として供給するレジンバス28と、樹脂含浸繊維26を巻き付けるためライナー12を回転させるライナー回転装置とを備える。レジンバス28とライナー12との間に温度調節装置30を設ける。樹脂含浸繊維26の、ライナー12周囲の内層を構成する部分を、温度低下させた温度調節装置30に通過させることにより、冷却する。樹脂含浸繊維26の、ライナー12周囲の外層を構成する部分を、温度上昇させた温度調節装置30に通過させることにより、温度上昇させる。
(もっと読む)
搭載型軽量水素ガス貯蔵タンク
【課題】圧力が負荷された収容水素ガスに対するガスバリア性に優れた、搭載型軽量水素ガス貯蔵タンクを提供する。
【解決手段】維強化プラスチックからなる内層2と外層3とを互いに積層した壁面から構成され、この維強化プラスチック内層2の内側には金属製ライナーを有さない、筒状構造を有する水素ガス貯蔵タンクにおいて、前記繊維強化プラスチックの内外層2、3同士の層間に、特定厚みで、特定組成のZn−Al合金製ライナー4(4a、4b)を、メタルジェット法などにて互いに接合して介在させ、収容水素ガスに対するガスバリア性に優れた、搭載型軽量水素ガス貯蔵タンクとする。
(もっと読む)
圧力容器及びその製造方法
【課題】繊維強化複合材で補強された圧力容器においてライナを透過した透過ガスによる悪影響を低減する。
【解決手段】ガスバリア性を有するライナ102と、ライナ102の外面を被覆する繊維強化複合材層30と、を有する圧力容器100であって、繊維強化複合材層30の厚さ方向に、繊維強化複合材層30の外表面からライナ102の外表面まで貫通する穿孔34を設ける。
(もっと読む)
FRP成形体及びその製造方法、並びにガスタンク
【課題】FRP成形体において、内層の繊維体積含有率が高くなるのを抑制する。
【解決手段】ライナ10と、該ライナの外層に形成された、繊維及び熱硬化性樹脂を含む複数の樹脂含浸繊維層20と、ライナ10の外層に形成された、繊維とエラストマー状熱硬化性樹脂又は熱可塑性樹脂とを含む複数のブロック層30とを備え、樹脂含浸繊維層20とブロック層30とが交互に積層されている。
(もっと読む)
成形体の製造方法、成形体、並びにタンク
【課題】樹脂含浸繊維の樹脂が巻き付けによって染み出すことを抑制できると共に、樹脂含浸繊維層の内部での剥離を抑制できる、成形体の製造方法、成形体、並びにタンク。
【解決手段】樹脂含浸繊維を硬化させてなる樹脂含浸繊維層(4)を有する成形体の製造方法において、樹脂含浸繊維層(4)を形成するための一連の工程を備える。一連の工程は、樹脂含浸繊維を所定分巻き付ける巻付け工程と、巻き付けられた樹脂含浸繊維の樹脂をゲル化するゲル化工程と、を有する。そして、一連の工程では、巻付け工程及びゲル化工程を実行後、さらに巻付け工程を実行することで、ゲル化されたものの上に新たな樹脂含浸繊維を所定分巻き付けるようにした。
(もっと読む)
FRP部材の製造方法
【課題】多層FRP層中のマトリックス樹脂の含有量、繊維体積含有率をコントロールすることができるFRP部材の製造方法を提供する。
【解決手段】基材20にフィラメントワインディング法を用いてマトリックス樹脂12a、12b、12cを含む繊維を巻き付けて多層FRP層を形成し、前記多層FRP層を加熱硬化させてFRP部材を製造するFRP部材の製造方法であって、前記多層FRP層の単層毎又は複数層毎に、硬化開始温度の異なるマトリックス樹脂を用いる。
(もっと読む)
高圧ガス容器
【課題】樹脂製ライナーのボス部の変形に伴い口金部との隙間拡大により生ずるガス漏れを防止し、また、樹脂製ライナーのボス部と口金部の構造が簡単な高圧ガス容器を提供する。
【解決手段】高圧ガス容器100は、樹脂製ライナー10と、樹脂製ライナー10を補強する繊維強化層20と、樹脂製ライナー10のボス13の内周面に挿入されガス機器が接続される口金30と、を有する高圧ガス容器100であって、口金30は、ボス内周面に挿入される軸部にボス端面に当接するフランジ部33が設けられた接続金具31と、接続金具31と一体となってボス外周面及び端面を押圧する押圧金具40と、を有する。
(もっと読む)
高圧タンク
【課題】補強層の本来の強度を有効活用でき、バースト強度の向上と薄肉化とを図ることができる高圧タンク。
【解決手段】高圧流体の透過を抑制するバリア層(3)と、バリア層(3)の外側でバリア層(3)の膨張を抑制する補強層(4)と、を有する高圧タンク(1)であって、補強層(4)は、単位体積あたりの引張破断伸びが外側より内側の方が大きくなるように構成されている。補強層(4)は、樹脂が繊維で補強された層を少なくとも2層有し、少なくとも2層のうち内側に位置する層は、その外側に位置する層よりも、引張破断伸びが大きいことが好ましい。
(もっと読む)
容器およびその製造方法ならびに製造装置
【課題】強度の高い容器を提供する。
【解決手段】容器50の製造方法は、樹脂4を含浸する繊維5に第一の張力を加えて中空体3に巻きつける工程と、第一の張力で巻きつけた樹脂含浸繊維の樹脂4を硬化させて第一フィラメントワインディング層10aを形成する工程と、樹脂4を含浸する繊維5に第一の張力よりも大きい第二の張力を加えて第一フィラメントワインディング層10aに巻きつける工程と、第二の張力で巻きつけた樹脂含浸繊維の樹脂4を硬化させて第二フィラメントワインディング層10bを形成する工程とを備える。
(もっと読む)
高圧ガス貯蔵システム
【課題】充填時の高圧ガス容器内の温度上昇を抑制し、充填できる燃料ガスの量を増大させることのできる高圧ガス貯蔵システムを提供する。
【解決手段】圧縮状態の燃料ガスを収容する高圧ガス容器1と、燃料ガスを高圧ガス容器1に充填するための燃料ガス入口5に設けられたバルブ6と、このバルブ6に設けられ、高圧ガス容器1内に燃料ガスを充填するときに、高圧ガス容器1内における燃料ガスの噴出方向を変化させることのできるガスガイド部材22と、このガスガイド部材22を駆動することにより、高圧ガス容器1内における燃料ガスの噴出方向を変化させるコントローラ(噴出方向変更手段)10と、を備えたことを特徴とするものである。
(もっと読む)
貯蔵タンク用インナーライナの製造方法
特に水素貯蔵タンクといった貯蔵タンク用の高分子インナーライナを製造する方法であって、構造層およびバリア層を含むポリマー材料製の円柱状の本体であって、第1の開放末端および前記開放末端での第1の周縁接続タブを有する円柱状の本体を提供するステップと、円柱状の本体の第1の開放末端の断面に実質的に相当する断面を備えるベースを有すると共に、その周縁末端部分で第2の周縁接続タブを有する、ポリマー材料製のドーム状末端キャップを提供するステップと、前記第1および第2の周縁タブが相互に接触するよう、末端キャップを、そのベースで円柱状の本体の第1の開放末端上に配置するステップと、両方の接続タブを一緒に溶接するステップとを含む方法を提供する。このようなライナを用いて形成された貯蔵タンクおよび水素を貯蔵するこのようなタンクの使用を提供する。 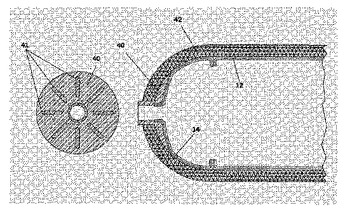 (もっと読む)
(もっと読む)
燃料電池発電装置及び水素貯蔵装置
【課題】燃料電池発電装置において、水素ガスに対するシール性をより向上させることである。
【解決手段】本発明に係る燃料電池発電装置10は、燃料電池12と、水素ガスを貯蔵する水素貯蔵容器14と、燃料電池12と水素貯蔵容器14とに接続され、水素ガスを搬送する水素配管16とを備える燃料電池発電装置10であって、水素ガスのシール構造体36は、継手の間に配置され、水素ガスをシールするシール部材38と、少なくとも継手の一方に配置され、水素ガスを吸蔵する水素吸蔵部材40とを有し、水素吸蔵部材40は、シール部材38に対して外方に設けられることである。水素ガスのシール構造体36は、継手の間に配置され、水素ガスを2次シールする2次シール部材42とを有し、2次シール部材42は、水素吸蔵部材40に対してシール部材38と反対側に設けられることが好ましい。更に、水素吸蔵部材40は、水素吸蔵合金であることが好ましい。
(もっと読む)
61 - 80 / 82
[ Back to top ]