
Fターム[3F017EA01]の内容
特殊移送−往復動部材、分離・停止部材 (1,291) | 停止対象 (83) | 物品 (83)
Fターム[3F017EA01]の下位に属するFターム
転がり体(側断面円形) (3)
パレット (20)
台車 (2)
電気部品(半導体) (3)
Fターム[3F017EA01]に分類される特許
41 - 55 / 55
横型多段プレス装置の板材位置決め構造
【課題】 被処理板材の搬入不足状態を是正して加熱加圧処理を能率よく実行でき、処理済板材での板厚の不揃い等の不良品発生を防止できる横型多段プレス装置の板材位置決め構造を提供する。
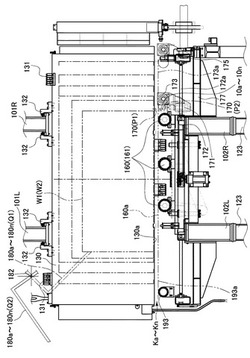
【解決手段】 ホットプレス部100には、n枚の被処理板材W1に対応して設けられるn個の搬入径路Ka〜Knにおいて、各搬入径路Ka〜Knの前方側(先頭側)に配置されたストッパ170及び近接スイッチ10a〜10nと、各搬入径路Ka〜Knの後方側(末尾側)に配置されたn本の作動アーム180a〜180nとが備えられている。ストッパ170はすべての搬入径路Ka〜Knに跨って各被処理板材W1の搬入停止位置に配置され、各々の近接スイッチ10a〜10nは各被処理板材W1が停止位置まで搬入されたことを検知し、各々の作動アーム180a〜180nは搬入不足状態の被処理板材W1を対応する搬入径路Ka〜Knに沿って停止位置まで再搬入する。
(もっと読む)
横型多段プレス装置の板材位置決め構造

【課題】 被処理板材の搬入不足状態を是正して加熱加圧処理を能率よく実行でき、処理済板材での板厚の不揃い等の不良品発生を防止できる横型多段プレス装置の板材位置決め構造を提供する。
【解決手段】 ホットプレス部100には、被処理板材W1の搬入径路Kの前方側(先頭側)に配置されたストッパ170と、被処理板材W1の搬入径路Kの後方側(末尾側)に配置された透過型の光電センサ10と、被処理板材W1の搬入径路Kの後方側に配置された移動板180とが備えられている。ストッパ170は各被処理板材W1の搬入停止位置に配置され、光電センサ10は各被処理板材W1が停止位置まで搬入されたことを検知し、移動板180は搬入不足状態の被処理板材W1を対応する搬入径路Kに沿って停止位置まで再搬入する。
(もっと読む)
衝撃吸収装置
【課題】スラブ、ビレット及びブルームのいずれか1からなる重量物の搬送ラインの端部のストッパーの手前側に設けられ重量物がストッパーに衝突した際にストッパーの浮き上がりを防止することが可能な衝撃吸収装置を提供する。
【解決手段】スラブ、ビレット及びブルームのいずれか1からなる重量物の搬送ライン14の端部のストッパー15の手前側に設けられる衝撃吸収装置10であって、搬送ライン14の搬送方向に直交し、隙間を有して配置された少なくとも2枚の垂直板16〜20と、各垂直板16〜20の間に搬送ライン14の搬送方向に直交する方向に並べて配置され、かつその軸心が垂直板16〜20に平行となる状態で両側の垂直板16〜20に当接又は密接して配置された複数の金属製の短管21とを備える。
(もっと読む)
幅寄せコンベア及び整列装置
【課題】搬送直交方向に所定の間隔を空けて進入する一組の農産物を迅速に幅寄せできる幅寄せコンベアを提供する。
【解決手段】 搬送直交方向に所定の間隔を空けて進入する一組の農産物を幅寄せする幅寄せコンベア(4)であって、搬送方向左側に配置される第1のローラ群(42)と右側に配置される第2のローラ群(41)とを有し、前記第1及び第2のローラ群を構成する各ローラの回転軸は、コンベア側方側に向かって搬送方向下流に傾斜していることを特徴とする幅寄せコンベア。
(もっと読む)
板材の搬送装置
【課題】簡単な構成で、しかも、形状や大きさのいかんを問わず、板材を所定位置に搬送して位置決めや突合せをする。
【解決手段】板材の搬送装置は、板材を載置するためのワークセットベース12と、ワークセットベース12に設けた、板材と接触する保持手段14と、ワークセットベース12の前端の幅方向中央部と係合する連結部材22と、連結部材22を移動させる駆動機構20とを具備している。
(もっと読む)
流動性食品を入れたパッケージに接着される開口装置を送る装置
記載しているのは、流動性食品の各密封包装に取付けるいくつかの開口装置3の送り経路Aに沿って動作するシークエンシング・ユニット1であって、少なくとも一列に配列される開口装置3を搬送する搬送手段10と、経路Aに沿って搬送手段10の下流の、開口装置3と相互作用する解除可能な停止手段11であって、解除可能な停止手段11が経路Aに沿って開口装置3を引き止める第1の構成に通常設定されると共に、開口装置3の移動を可能にする第2の構成に動かせるものである停止手段11とを有するユニット1であり、さらに、ユニット1は、開口装置が停止手段11を通って順々に及び予め定められた速度で送られるように停止手段11を第1の構成から第2の構成まで動かすために、予め定められた間隔で停止手段11を通り越して移動する押動手段12も有する。 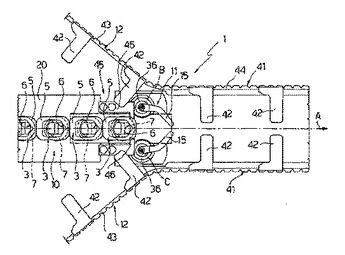 (もっと読む)
(もっと読む)
自動センタリング装置
【課題】本発明は物品の大きさによらずに簡略に物品の中心線と基本位置を合わせてこ
れを停止させることができる自動センタリング装置を提供する。
【解決手段】本発明の自動センタリング装置は、前端と後端とを有する物品を搬送方向
へ向けて一定速度で搬送し、搬送方向の途中に設定される基本位置に、前端と後端との中
心線を合致させて物品を位置決めする自動センタリング装置である。物品を搬送方向へ搬
送する搬送装置と、物品が搬送装置により搬送される工程で、物品の前端乃至後端を検知
して検知信号を送出する検知センサと、基本位置に配置され、物品の前端を位置決めでき
る可動ストッパと、検知信号に基づき可動ストッパを、物品が搬送される速度の半分の速
度で搬送方向へ移動させる移動手段とを備え、検知センサが物品の後端を検知すると同時
に、移動手段は可動ストッパの搬送方向への移動を停止させる。
(もっと読む)
ショックアブソーバ付ストッパ用シリンダ装置
【課題】 制止レバーによる制止後に、ワークが制止レバーにより押し戻されることがないとともに、ワークの逆流を許容できるショックアブソーバ付ストッパ用シリンダ装置を提供する。
【解決手段】 制止レバーに当接してその制止作用方向の回動に伴い緩衝作用をしながらショックアブソーバ3に対して引き込み摺動する緩衝用ロッド7と、ショックアブソーバ側から主ピストン1を摺動自在に貫通し、緩衝用ロッド7の引き込み摺動によりショックアブソーバ内に生ずる後向きの油圧によりシリンダ本体内へ向かって摺動される復帰用ロッド8とを、ショックアブソーバに備える。制止レバーを退避位置へ変位させる主ピストン1の後退摺動によりこれと一体にショックアブソーバ3が後退摺動して、復帰用ロッド8がシリンダ本体内の停止位置まで後退すると、ショックアブソーバ内に前向きの油圧が生じ、その油圧により緩衝用ロッド7が復帰摺動される関係とする。
(もっと読む)
搬送物品の位置決め装置
【課題】 本発明の目的は、搬送方向の寸法が異なる物品が多種類であっても、物品毎に高い精度で位置決めを行うことができるほか、物品の種類に関わらず共通の可動ストッパにより物品の位置決めを行うことができる搬送物品の位置決め装置の提供にある。
【解決手段】 物品を一方から他方へ向けて搬送する搬送機構と、前記物品の搬送方向の寸法を認識する寸法認識手段と、前記物品の搬送方向と同方向へ移動自在であって、かつ前記物品を停止させる可動ストッパ25と、前記可動ストッパ25を移動させるストッパ移動手段20を備え、前記可動ストッパ25の停止位置は前記寸法認識手段の認識結果に対応して設定される。
(もっと読む)
ロータリストッパ
【課題】上流側からの物品の搬送状態には制約されることなく、物品を所定の間隔で切出すことが可能なロータリストッパを提供する。また、物品側の大きさや形状の変化に対する適応性がよく、別の動作間隔のロータリストッパを用意することなく対応可能なロータリストッパを提供する。
【解決手段】2組の別個に独立して回転駆動されるストッパ部材19とストッパ部材21を設け、例えば物品3aに係合している一方のストッパ部材19aの係合・解除動作とは別個に、他方のストッパ部材21bによって、次に搬送される物品3bに対する係合支持可能な態勢を常にとりながら切出し動作を続行する。ストッパ部材を進退調整可能に構成することにより、物品側の大きさや形状の変化に対する適応性を向上する。
(もっと読む)
搬送装置
【課題】 物品を適正状態で物品移載箇所に搬送することができる搬送装置を提供する。
【解決手段】 物品Bを載置支持する物品支持具Yを物品移載箇所Eまで載置搬送する搬送コンベア1を設け、前記搬送コンベア1にて載置搬送される前記物品支持具Yより上方に位置して前記物品Bを前記物品移載箇所Eにて受け止める受止部材2を設ける。
(もっと読む)
エアコンベヤ
【課題】搬送経路2のコーナー部2bに容器4が滞留しないようにして、容器4が変形することを防止する。
【解決手段】容器4に形成されたフランジ4bの下面側を一対のレール12、14により支持し、エア噴射手段22からエアを吹き付けて容器4を前進させる。このエアコンベヤ1の搬送経路2は、コーナー部2bによって方向転換をするようになっており、コーナー部2bの上流側2aに、搬送されている容器4を停止させるストッパー6が、そして、下流側2cに、容器4の滞留を検出するセンサー8が配置されている。センサー8が容器4の滞留を検出すると、その信号が制御装置10に入力され、制御装置10からの指令によりストッパー6が作動して容器4を停止させ、コーナー部2bに容器4を供給しないようにする。
(もっと読む)
逆さ缶搬送停止装置
【課題】 本発明の課題は、簡単な構成で逆さ缶が次工程に搬送されることを防止できる逆さ缶搬送停止装置を提供することである。
【解決手段】 本発明の逆さ缶搬送停止装置1は、開口部23を上にした缶3を次工程に向けて搬送する搬送コンベア5と、缶胴部25の外周面に接触して缶3を案内する一対の搬送ガイド7と、搬送ガイド7の下方に設けられた逆さ缶ストッパ9とを備え、缶3の開口部23には缶胴部25より大きい径を有する巻き締めフランジ27が形成されており、逆さ缶ストッパ9は缶胴部25の外周面よりも外側であり且つフランジ27の外周縁27aよりも内周側に位置している。
(もっと読む)
コンベア
【課題】 アームを介してストッパを駆動するアクチュエータの出力を、搬送物の重量や慣性重量に関係なく、小出力にできるようにしたコンベアを提供することを目的とする。
【解決手段】 一端が台車側コンベア2のフレーム4に枢支され、他端にサブローラに兼用されるストッパ5を支持するアーム7に受部9を形成し、この受部9とフレーム4の間にアクチュエータ8の一端に回転自在に支持させた駆動ローラ10を出し入れして、アーム7を揺動させることにより前記ストッパ5を前記搬送面の下方から上方に渡って出没させる。ストッパ5が受ける搬送物の慣性重量や重量は駆動ローラ10を介してフレーム4に受け止められるので、搬送物の重量や慣性重量に関係なく、小出力のアクチュエータ8を採用でき、アクチュエータ8を電動シリンダで構成することにより搬送車の小型化、軽量化及び低廉化を図ることができる。
(もっと読む)
被加工基材の位置合わせ方法とその装置およびマーキング装置
【課題】ライン効率を下げることなく、生産性を高めて生産コストを低減させる位置合わせ方法等を提供することが求められていた。
【解決手段】被加工基材が連続的に搬送される製造ラインにおける被加工基材の位置合わせ方法であって、被加工基材の位置合わせ部への供給を検知し、検知手段からの信号に応じて製造ラインの速度より高速で被加工基材の搬送を行い、固定部において被加工基材の位置合わせを行ない、その後、被加工基材の固定を解除することを特徴とする被加工基材の位置合わせ方法等を提供する。
(もっと読む)
41 - 55 / 55
[ Back to top ]