
Fターム[3F022MM14]の内容
Fターム[3F022MM14]に分類される特許
21 - 40 / 62
ピッキングシステム
【課題】集品車の移動ロスタイムを小さくすること。
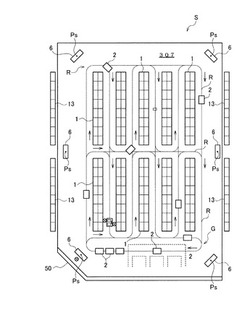
【解決手段】搬送路Rに沿って配置された商品保管部307と、搬送路上を移動する複数の集品車2と、集品車を操作する作業者に対し情報を与えるコンピュータ5と、集品車に搭載され、コンピュータからの情報を作業者に知らせるモニタ231とを備える受注商品のピッキングシステムSである。コンピュータからの情報に基づいて、受注商品が保管されている商品保管部に作業者が集品車と共に移動し、その中から受注商品を作業者が取り出して集品車に収集していく。搬送路には、1ラウンドあたりの集品に必要な集品情報をモニタに表示するためと、集品作業がラウンド終了するのに合わせて、次回ラウンド用の集品情報を新たにモニタに表示するために、集品車に集品情報を提供可能な集品情報提供地点を搬送路に点在させる。
(もっと読む)
自動搬送システムおよび自動搬送システムにおける搬送車の待機位置設定方法

【課題】搬送車の待機位置の最適化を図ることによりキャリアを効率的に搬送することが可能な自動搬送システムおよび待機位置の設定方法を提供する。
【解決手段】断続的に供給される搬送指令に基づいて所定の経路網を自動的に移動して経路網に沿って設置された複数の処理装置間において搬送物を搬送する少なくとも1台の搬送車と、搬送車制御手段と、複数の停止位置、複数の移動位置、処理装置の各々の搬送物の単位時間あたりの処理数とが記録された記録手段と、搬送車が搬送指令を受ける前の待機状態にあるときの待機位置設定手段とを含み、待機位置設定手段は、記録手段に記録された停止位置、移載位置および処理能力情報に基づいて、停止位置のうちの何れかを待機位置としたときの当該停止位置と移載位置の各々との間の搬送車の搬送指令に基づく単位時間あたりの総移動距離を停止位置毎に算出し、そのうち最小値に対応する停止位置を待機位置として設定する。
(もっと読む)
部品収集システムおよび部品収集ロボット制御方法
【課題】ロボットの作業効率が良い部品収集システムを提供する。
【解決手段】 複数種類の部品を収納する部品棚10、12と、部品を搭載可能な部品箱40と、部品箱40を部品棚10、12のいずれかの端部近傍32a、32bにおいても供給および受け取り可能に配設され、部品箱40を別工程に流通するコンベア30と、部品棚10、12のいずれかの端部近傍32a、32bで部品箱40を受け取り、外部からの生産指示に基づいて部品を部品棚10、12から収集し、部品の収集が終わったら、部品棚10、12のいずれかの端部近傍32a、32bから部品箱40をコンベア30に払い出すロボット20とを有する部品収集システム。
(もっと読む)
置場運用計画装置および運用方法
【課題】複数置場の製品移動作業の負荷平準化など長期的な視点のニーズに応える、置場運用計画装置および運用方法を提供することを目的にする。
【解決手段】置場に未割当の注文データおよび置場に割当済であるが未搬入の注文データを入力し、搬出ロットデータを作成する搬出ロット作成処理手段と、該搬出ロット作成処理手段にて作成された搬出ロットデータと置場内山積状態データをそれぞれ入力し、物流機器による計画期間内の搬入移動と搬出移動および置場内で積み順序を変更する際に発生する製品移動の総回数を評価値として作成する製品移動回数評価値作成処理手段と、該製品移動回数評価式作成処理手段で作成した評価値を使用した評価関数に基づいて、移動回数最小または置場間の移動回数平準化を可能にする、未割当搬出ロットと置場との組合せを見出す搬出ロット置場割当処理手段と、該搬出ロット置場割当処理手段で決定した搬出ロットと置場との組合せを作業指示として出力する置場指示処理手段とを備える。
(もっと読む)
搬送システム
【課題】台車が建屋内の所定場所へ移動する際に、台車が建屋内に配置された製品を無駄に迂回することなく目的場所に到達し得る搬送システムを提供する。
【解決手段】床面13上に第一方向Yに間隔を隔てて配置され、製品11が架け渡して載置される脚14を有する脚ユニット14uと、脚ユニット14uの脚14間をその脚14間に架け渡して載置された製品11の下をくぐって通過する台車15と、製品11を台車15に搭載すべく、台車15が脚ユニット14uの脚14間に架け渡して載置された製品11の下方に位置した状態で、台車15の台車本体を製品11に向けてリフトアップする昇降手段とを備え、脚ユニット14uは、第一方向Y及び第一方向Yと交差する第二方向Xにそれぞれ間隔を隔てて複数床面13上に配設される。
(もっと読む)
搬送システム及び搬送方法
【課題】低コストで安定した搬送を実現できる搬送システム及び搬送方法を提供する。
【解決手段】床面2に間隔を隔てて設置された脚3と、脚3の頂部に着脱可能に載置されたスペーサ4と、スペーサ4の上に脚3を架け渡して載置された被搬送物5を搬送すべく床面2を走行する台車6とを備え、台車6は、台車6が床面2を脚3の間を通過するX方向に走行するために台車本体に昇降不能に設けられた第1走行車輪15と、台車6が床面2をX方向と交差するY方向に走行するために台車本体に昇降可能に設けられた第2走行車輪16と、第2走行車輪16を2段階に昇降させ、第2走行車輪16の下端が第1走行車輪15の下端よりも上の上昇位置と下の下降位置とに切り替える昇降手段とを有する。
(もっと読む)
物品収納装置
【課題】物品を収納する装置でありながら、作業順序に応じた適切な物品を選択することの出来る物品収納装置を提供する。
【解決手段】物品収納装置は、案内溝24を有する基台12と案内溝24を介して移動自在に設けられた支持体14と、この支持体14に移動自在に配置された物品入れ16、さらに前記支持体及び物品入れを積層した状態で移動させる押当て部材18からなる。作業に必要な物品を取り出した後はその物品入れを奥に押し込み、作業終了後は、支持体を後方に押し込むと、案内溝上を支持体及び物品入れが前方に移動し、物品収納装置を作業の初期状態に戻す。これによって、収納装置でありながら、繰り返しの作業をする際、作業順序に応じた適切な物品の選択が可能となる。
(もっと読む)
仕分け設備
【課題】 作業者が歩行をほとんど要することなく小人数で作業でき、しかも少量多品種の仕分けに好適な仕分け設備を提供する。
【解決手段】 主コンベヤの途中のピッキングステーションに設けられる流動棚と、流動棚の各間口に設けられるピッキング数の表示器と、ピッキング後の満杯容器又は仕分け完了容器を入出庫する自動倉庫と、仕掛容器を段積みしたコラムを一時貯留するストレージコンベヤと、ストレージコンベヤから切り出されたコラムを主コンベヤへ戻す戻しコンベヤと、コラムをばらす段バラシ装置と、コラムをストレージコンベヤの始端に戻すコラムバイパスコンベヤと、ばらした仕掛容器を段積み装置へ送る仕掛容器バイパスコンベヤと、自動倉庫から出庫した満杯容器又は仕分け完了容器を店舗別に段積みする出荷用段積み装置と、各機器を制御する管理コンピュータとを備える。
(もっと読む)
別階層工程間搬送システム
【課題】ストッカ内の入庫ラインと出庫ラインとの間で、かつスタッカクレーンと別に異なる階層間の搬送を可能とした階層間搬送用リフタを配設することで、スタッカクレーンによる作業に支障を与えず、かつ階層間搬送を効率的に行うことができる別階層工程間搬送システムを提供すること。
【解決手段】搬送ラインに沿って配設し、かつ搬送ライン側に入出庫口を備えたストッカで、ストッカ内の所定箇所へカセットKの搬送及び移載を行うように走行可能としたスタッカクレーンSと、カセットKを一時保管するための搬送コンベアCとを配設して、複数階層を同じ構成とした工程間搬送システムにおいて、ストッカ内でカセットKの一時保管とライン搬送を行うための入庫ラインLI及び出庫ラインLO間で、かつスタッカクレーンSと別に異なる階層間のカセット搬送を可能とした階層間搬送用リフタ4を配設して構成する。
(もっと読む)
パレット移送装置
【課題】現在実施されているパレットの移送の不確実さを除くためコンベアーに載せたまま、収納棚の奥まで持ち込んで後、これを棚上に降ろすことを可能としようとするものである。
【解決手段】運搬台12の上に固定された下部スライドベース21と上部スライドベース23の間にローラーコンベアー本体25を介在させ、これに組み込まれたモーター内蔵型ローラー28の回転により、上部スライドベース23の移動量を2倍に引き上げて確実にパレットを収納棚1の奥まで持ち込んだ後、これを棚上に降ろすことを可能にした運搬台と収納棚との間のパレット移送装置。
(もっと読む)
郵便物収納トレイのための伸縮式保持装置
本発明は、郵便物収納トレイ(27)用の伸縮式装置(26)に関し、トレイが載っている第1の滑り面(30A)を有する第1の滑斜路(30B)と、第2の滑り面(31A)を有する第2の滑斜路(31B)とを備え、第1の滑斜路(30B)が、第2の滑り面(31A)で回転可能に蝶着される。 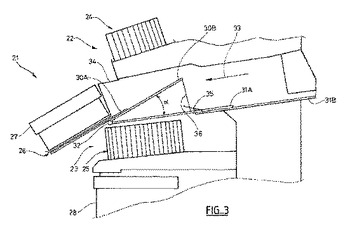 (もっと読む)
(もっと読む)
部品配置システム、部品配置方法、部品配置管理プログラムおよびそれを格納したコンピュータ読取り可能な記録媒体
【課題】多くの機種の製品を生産する生産量の多い工場において各製品を複数種の部品を用いて生産する場合に、部品の運搬ロスを削減する。
【解決手段】生産計画を格納した生産計画格納部300と、部品情報を格納した部品情報データベース部100と、置場情報を格納した置場情報データベース部200と、生産順序を格納した部品構成表格納部400と、これら各部の情報に基づき、部品の最適な配置位置を示す部品配置マップを作成する部品配置マップ作成手段500と、現状の部品配置と作成した部品配置マップとを照合する部品配置マップ照合手段700と、照合結果に基づき部品を移動することにより置場を常に最適な配置位置にする際に、部品の移動量が最小になるように部品の移動の指示を出す部品移動場所演算手段800とを備える。
(もっと読む)
パレット受け渡しシステム
【課題】工作機械とパレット搬送装置との間でよりスムーズにパレットを受け渡しすることができ、且つ、構成の合理化が図られたパレットの受け渡しシステムを提供する。
【解決手段】待機位置Q3にて搬送板22上にあるパレットPを、搬送板22の水平移動により仮置き位置Q4へ搬出し、リフトアーム35、35を上昇させて当該リフトアーム35、35にて支持させることにより搬送板22から中間ステーション14へ受け渡すとともに、仮置き位置Q4にてリフトアーム35、35が支持するパレットPを、スタッカークレーン12を中間ステーション14側へ進出させてパレットP下方の進入スペースS内に進入させ、当該進入スペースS内において上昇させることにより中間ステーション14からスタッカークレーン12へ受け渡すようにした。
(もっと読む)
ピッキング設備
【課題】本発明は、各ピッキングゾーンにおいて、複数の物品集品容器に対して仮置きができるともに、作業効率の向上を図り得るピッキング設備を提供することを目的とする。
【解決手段】第1コンベヤ装置7に沿って設けられる複数台の先行仮置台25はそれぞれ2列構成とされており、ピッキングされた物品5を一旦貯留する機能を前列の第1投入部27に持たせ、ピッキングされた物品5を第1コンベヤ装置7により連続搬送されている物品集品容器6に自動投入する機能を後列の第2投入部28に持たせ、第2投入部28から物品集品容器6へ物品5が投入されると、第1投入部27に載置された物品6は第2投入部28へ移載され一旦貯留される構成とする。このように前後で同時に2つの機能を進行させることができ、2箇所の貯留箇所を有効に使用できることにより、作業効率を改善できる。
(もっと読む)
ピッキング設備
【課題】本発明は、各ピッキングゾーンにおいて、複数の物品集品容器に対して仮置きができるともに、重量検品も実行可能とし、ピッキング作業時間の短縮を図り得るピッキング設備を提供することを目的とする。
【解決手段】ピッキング作業を行う作業者が、ピッキングデータに基づいて物品5のピッキング作業を行うに際し、ピッキングゾーン8に設けられている先行仮置台25の第1投入部27の一つを自由に選択して、最初にピッキングした物品5を載置すると、この先行仮置台25にピッキングデータの店舗(仕分け先)を特定する構成とする。これにより、作業者は予め指定された先行仮置台25(第1投入部27)に物品5を載置する必要がなくなり、最も作業性の良い先行仮置台25を選択してピッキング作業を実行でき、よってピッキング作業の効率を向上できる。
(もっと読む)
自動倉庫の運転方法
【課題】出庫能率を向上し得る自動倉庫の運転方法を提供する。
【解決手段】複数の保管棚12が、幅方向に並列に配置される。保管棚12,12の間に、左右両側の保管棚12,12に対する入庫作業および出庫作業を行なうスタッカクレーン20が配置される。保管棚群の前側に、各スタッカクレーン20と対応して出庫ステーション32が夫々設定され、該出庫ステーション32と受取位置33との間を出庫台車34が往復移動するよう構成される。受取位置33に待機する出庫台車34に鋼材束14を移載したスタッカクレーン20は、制御装置28からの出庫要求信号の入力により、出庫台車34の現在位置に関係なく、次の出庫対象の鋼材束14の受取り作業を開始する。
(もっと読む)
ピッキング設備及び方法
【課題】ピッキング作業のより一層の効率化を図ることのできるピッキング設備及び方法を提供すること。
【解決手段】本発明のピッキング設備は、集品箱を搬送する搬送ライン12と、この搬送ラインに沿って設けられ、注文の頻度に応じてグループ化された商品を保管してピッキング作業を行う複数のゾーンB,C,Dと、前記ゾーンのそれぞれについて設けられた、搬送ラインから集品箱を迂回させるバイパスライン42,48,50と、搬送の制御を行うコントローラとを備え、前記コントローラが、各ゾーンにおけるピッキング作業の対象外である集品箱をそのゾーンにおけるバイパスラインに導き、バイパスラインから搬送ラインに集品箱を戻す際、搬送ラインを流れる集品箱と合流して予め定めた順番となるように制御を行うようになっている。
(もっと読む)
物品移動装置および物品生産方法
【課題】作業者の移動量の軽減を図った物品移動装置および物品生産方法を提供する。
【解決手段】物品移動装置100は、端部101、102、ガイドレール103、104、ローラ105,106、回転軸106を有する。端部101から端部102に向かって、経路11〜14上を物品Bが連続して移動される。けいろ11〜14はそれぞれ点P11〜P14を中心とする同一半径で中心角が180°の半円弧状であり、全体として連続円弧状となる。作業者M11〜M14はそれぞれ点P11〜P14に配置され、経路11〜14上の物品Bに対して製造作業を実行する。同一の物品Bに対して、作業者M11〜M14が順に作業することで物品Bが製造される。
(もっと読む)
予想品目ピッキング・レートに従う在庫配置のための方法及びシステム
予想品目ピッキング・レートに従う在庫配置のための方法及びシステム。一実施形態では、この方法は、いくつかの在庫品目のそれぞれについて、予想ピッキング・レートをそれぞれ求めること、及び予想ピッキング・レートに応じて、各品目について、在庫貯蔵エリアのいくつかのゾーンのうちの対応するゾーンを選択することを含む。在庫貯蔵エリア内にゾーンを物理的に配置することができ、それによって第1の最も内側のゾーンが、1つ又は複数の他のゾーンによって次々に、かつ少なくとも部分的に取り囲まれる。この方法は、所与のゾーン内に貯蔵された所与のグループの品目のメンバの予想ピッキング・レートが、その所与のゾーンを少なくとも部分的に取り囲む、連続するゾーン内に貯蔵された別のグループの品目のメンバのそれぞれの予想ピッキング・レート未満となるように、対応するゾーン内に各品目を貯蔵することをさらに含むことができる。  (もっと読む)
(もっと読む)
多段棚運搬台車および生産ラインシステム
【課題】必要となる配置スペースの拡大抑制を図りつつ、作業者の疲労軽減および作業能率向上を図る多段棚運搬台車を提供する。
【解決手段】第1移動台43と、第1移動台43の下側に位置する第2移動台44と、第1移動台43および第2移動台44を移動可能に収容するフレームボデー42と、フレームボデー42を運搬する走行本体10とを備える。そして、第1移動台43および第2移動台44の初期位置においては、第1移動台43は上方視において第2移動台44と重なるように位置し、走行本体10が前進走行することにともなって、上方視において第2移動台44とずれた位置に第1移動台43を初期位置から移動させるとともに、第2移動台44を初期位置から上方に移動させる。
(もっと読む)
21 - 40 / 62
[ Back to top ]