
Fターム[3F027AA05]の内容
Fターム[3F027AA05]に分類される特許
1 - 10 / 10
スクリューコンベア装置
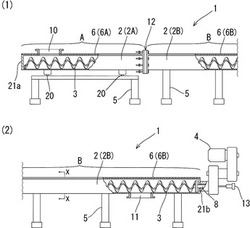
【課題】搬送物の瞬間輸送量及び累積輸送量を測定することができるスクリューコンベア装置を提供する。
【解決手段】トラフ2が、測定部Aのトラフ2Aと、搬送部Bのトラフ2Bとによって構成され、トラフ2Aとトラフ2Bとが、ジョイント部12において、弾性シール材16を介して弾性的に接続され、スクリュー3のシャフト8に、スクリュー3の送り速度を計測する速度検出器13が接続され、その計測値が積算計に送信されるように構成され、トラフ2Aと、これを支持する脚部5との間に、導入された搬送物の重量を計測するロードセル20が配置され、その計測値が積算計に送信されるように構成され、これらの計測値に基づいて、搬送物の瞬間輸送量が算出されるように構成した。
(もっと読む)
供給機

【課題】落下口からの被供給物の所望しない落下を防止することができる、供給機を提供する。
【解決手段】オーガスクリュー7の駆動源として、レバーシブルモータ8が採用されている。レバーシブルモータ8への給電のための給電回路が制御されて、レバーシブルモータ8が正転されると、オーガスクリュー7が一方向に回転し、そのオーガスクリュー7の一方向の回転により、原料が落下口9に向けて搬送される。落下口9に到達した原料は、落下口9から落下し、計量ホッパ3に供給される。計量ホッパ3への原料の供給が停止される際には、給電回路が制御されて、レバーシブルモータ8の正転が減速され、レバーシブルモータ8に電子ブレーキが作動することなく、レバーシブルモータ8の逆転が加速された後に減速される。
(もっと読む)
粉粒体の供給量制御方法および粉粒体供給装置
【課題】原料フィーダにおいて、精度良く目標供給量の粉粒体を供給することができる粉粒体の供給量制御方法を提供する。
【解決手段】
粉粒体が入れられるホッパ(2)と、スクリュ(6)からなる送出機構(3)と、これらの重量を測定するロードセル(11)とからなる粉粒体供給装置(1)において、以下の線形式を制御モデルとするサンプル値制御を実施する。
粉粒体の供給量の最新のサンプル値=a*粉粒体の供給量の1ステップ前のサンプル値+b*スクリュ(6)の操作量の最新のサンプル値
係数a、bは初期運転において同定し、実運転中に逐次最小二乗法によって補正する。
(もっと読む)
スクリューフィーダの異常検出方法および異常検出装置
【課題】信号の検知および解析が容易であり、且つスクリューフィーダのスクリューとスクリューケースの内面との間隔が狭まる異常を確実に検出することができる異常検出方法および異常検出装置を提供する。
【解決手段】異常検出方法は、スクリュー23の回転軸に対して渦電流センサ30のコイル10a,10bの中心軸がねじれまたは平行の位置になるように、一対のコイル10a,10bを有する渦電流センサ30をスクリューケース22の外周面に取り付け、第1のコイル10aと第2のコイル10bとで、電流の向きを互いに異ならせる。
(もっと読む)
穀物選別機
【課題】粒選別機と色彩選別機とを一体的に配設した場合に、粒大選別機及び色彩選別機の供給流量の調整、及び被選別物の選別原料が異なる場合の、粒選別機及び色彩選別機の各選別要素の調整を迅速かつ容易に行うことができる穀物選別機を提供する。
【解決手段】選別・除去手段の単位時間当たりの選別・除去作動回数から単位時間当たりの不良粒除去率を算出するとともに、該不良粒除去率と予め設定された基準の不良粒除去率とを比較し、前記単位時間当たりの不良粒除去率が基準の不良粒除去率よりも上回れば前記粒大選別部側の選別網筒内に設けた回転体の回転数を下げる制御を行い、単位時間当たりの不良品除去率が基準の不良品除去率よりも下回れば前記回転体の回転数を上げる制御を行う制御手段を設けた。
(もっと読む)
スクリュー駆動搬送装置
【課題】構成を簡素化しつつ、搬送体がスクリュー軸を円滑に乗り継ぐことができ、高速に連続して搬送することができるスクリュー駆動搬送装置を提供することである。
【解決手段】搬送体120の係合部がスクリュー軸110の螺旋溝130に係合して搬送されるスクリュー駆動搬送装置において、スクリュー軸110が搬送方向に複数直列に配置され、それぞれのスクリュー軸110の駆動手段130が隣接するスクリュー軸110と回転速度及び回転位相を電気的に同期させる同期制御手段を有するように構成されていること。
(もっと読む)
物品の流れを取り扱う装置及び方法
所定の進行速度vinで搬入される(例えば、使い捨て吸収パッドのような製品A)物品の流れから始まって、物品Aの搬出の流れを形成する装置10であって、装置は、長手方向に搬入される物品Aの流れを受け入れるスクリューコンベア14を含む。スクリューコンベアは、少なくとも1つのスクリュー142を含み、当該スクリューの螺旋は、進行する物品Aと作用して、スクリュー142による物品Aの搬送を決定する。最初の進行速度に対して物品Aの搬送速度を変化させるように、スクリュー142の回転速度が調整される。特に、スクリュー142による物品Aの搬送速度(vapp)が、最初の進行速度(vin)の約数となるように調整され、物品Aの搬出の流れには、積み重ねられた物品のグループが含まれる。各グループは、初期進行速度(vin)とスクリュー142の搬送速度(vapp)との間の比に等しい数の物品Aを含む。 (もっと読む)
スクリューフィーダーの異常検出方法。
【課題】スクリューフィーダーのスクリュー翼とスクリューケースとの間隔を正確に把握し、スクリューフィーダーの異常を確実に検出する方法を提供することにある。
【解決手段】スクリューフィーダーの内部にスクリュー翼を有する部位のスクリューケースの外周部に渦電流センサを設け、スクリュー翼とスクリューケース内面との間隔を測定し、異常を検出することを特徴とする、すなわちスクリュー翼とスクリューケースとの間隔を直接、非接触で測定することによって、スクリュー翼等の異常によるスクリュー翼とスクリューケースの異常接近を確実に検出することができる。
(もっと読む)
閉塞検知機能付き搬送装置
【課題】搬送管が閉塞していることを検知できる閉塞検知機能付き搬送装置を提供すること。
【解決手段】斜面2の上方部から下方部へコンクリート3を搬送し、斜面2の下方部の施工現場に供給するコンクリート3の搬送装置であって、コンクリート3の搬送管12内のコンクリート3の重量が与える負荷を計測するセンサと閉塞判断手段を備えている。これにより、センサから読み取った情報と、実験値から予想される閉塞閾値を比較して、閾値を超えているか否かによって、搬送管12の閉塞を推定し、出力部18から閉塞を警告する。また、監視端末17からの指令によって、電動機駆動用制御盤15を介して運転制御を行う。
(もっと読む)
ワーク搬送状態検出構造、ワーク搬送装置およびワーク搬送状態検出方法
【課題】多くのセンサといった過大なコストがかかる構成を必要としない簡単な構成でありながら、ワークが予め定められた姿勢でない場合などワーク搬送不良の場合であっても、搬送異常を確実に検出でき、ワークを破損してしまうことなく、確実なワークの搬送ができるようにする。
【解決手段】定位置検出センサ4はまさにワーク1が搬送完了点3に到達した地点でONする。また、範囲検出センサ5のような性質をもつセンサを追加することで、ワーク1が反ったり変形していても、確実にワーク1が搬送完了点3周辺にあることを検知することができるようになっている。このため、範囲検出センサ5がONした後に間もなくONするはずの定位置検出センサ4が、予め定められた時間内にONしなかった場合、装置の動作を停止させる制御ができ、ワーク詰まりを防止することができる。
(もっと読む)
1 - 10 / 10
[ Back to top ]