
Fターム[3F027CA02]の内容
Fターム[3F027CA02]に分類される特許
41 - 57 / 57
搬送方向と同方向の強度が軟弱な板状体の定規出し方法及び定規出し装置
【課題】搬送方向と同方向の強度が通例よりも一段と軟弱な板状体が混在する場合であっても、適確な定規出し処理を行うことができるようにする。
【解決手段】ベルトコンベアAの搬送方向下手側に備えた起伏式のストッパBに、板状体3の先端を当接させて、該板状体3の定規出しを行うに際し、ストッパBに当接した板状体3の先端近傍が所定限度以上の高さに座屈した場合に限っては、板状体3の先端が、ストッパの位置(定規部材の位置)UからベルトコンベアAの搬送方向上手側へ所定距離L隔てた、所定の隔離位置Vに至るまで、板状体3を一旦逆向きに搬送すべく、ベルトコンベアAを逆転駆動させた後に、ベルトコンベアAを停止させ、次いで、板状体3を前記所定距離Lだけ搬送するに足る短期間だけ、再びベルトコンベアAを正転駆動させることによって、板状体3の先端をストッパBに当接させ、定規出しを行う。
(もっと読む)
鋼板搬送制御方法および装置

【課題】新たに距離トラッキングセンサを設置することなく、鋼板同士が衝突する可能性もなく、搬送テーブルの占有率を上げて鋼板を搬送する鋼板搬送制御方法および装置を提供することを目的とする。
【解決手段】ラインシャフト駆動方式の搬送テーブル上の鋼板を、前記テーブル間に配置した鋼板位置センサの信号によって搬送または停止させる鋼板搬送制御方法において、前記テーブル間の所定位置に、移動可能な次鋼板前詰開始用センサを設置し、該次鋼板前詰開始用センサが鋼板の尾端を検出した時点に、次鋼板の搬送を開始する。
(もっと読む)
ワーク搬送装置
【課題】省スペース化を図りつつ、複数のベルトコンベアによりそれぞれワーク処理装置に移載可能なように、ワークを搬送する。
【解決手段】それぞれがワーク処理装置2に向かってワークWを搬送する複数のベルトコンベア31を、上下方向に複数段に亘って配設したワーク搬送システム3であって、複数のベルトコンベア31の複数の搬送終端部は、ワークWを移載するための上方スペース22が確保されるように、階段状に配設されている。
(もっと読む)
折丁減速装置及び方法
本発明の第1の典型的な実施形態において、折丁を減速するための装置は、可動なベルト装置(7)と、可動なベルト装置(7)を周期的な速度プロフィルに従って制御可能に移動させるための、可動なベルト装置(7)に接続されたモータ(1)とを有する。本発明の特徴によれば、可動なベルト装置(7)は、折丁係合区分を通過させられ、その際、周期的な速度プロフィルにより、モータは、可動なベルト装置を、折丁係合区分において折丁(8)に係合しながら第1の速度から第2の速度に減速する。折丁(8)は、第1の速度で折丁係合区分に進入し、第1の速度よりも低い第2の速度で折丁係合区分から退出する。周期的な速度プロフィルにより、可動なベルト装置(7)は、折丁(8)が折丁係合区分から退出すると、次の折丁が折丁係合区分に進入する前に、再び第1の速度に加速する。 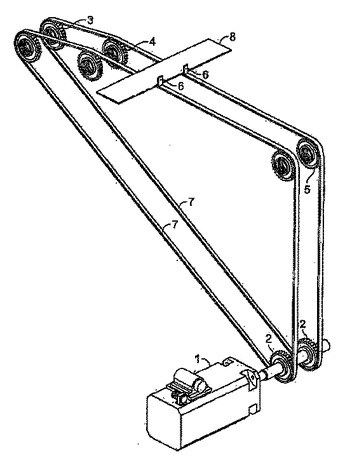 (もっと読む)
(もっと読む)
紙巻取製品の搬送システム及び搬送方法
【課題】紙巻取製品のコンベア装置を用いた搬送装置の停止位置の精度を向上させ、且つ搬送効率を向上させた紙巻取製品の搬送システム及び搬送方法を提供する。
【解決手段】紙巻取製品を床面上でコンベア装置を用いて搬送する紙巻取製品の搬送方法において、紙巻取製品を特定位置で停止させるため、紙巻取製品の製品幅及び質量の情報を書き込んだICタグの情報と、紙巻取製品の位置を測定する非接触型距離計の情報とを比較して、紙巻取製品の減速及び停止させることを特徴とする紙巻取製品の搬送方法。
(もっと読む)
ベルト駆動制御装置および画像形成装置
【課題】 複数のローラに張架された無端状のベルトの移動速度の制御を安定して精度よく行うことができるベルト駆動制御装置および画像形成装置を提供する。
【解決手段】
搬送ベルトの移動速度の変動を、エンコーダ13により検出される角変位検出ローラの角変位に基づいて検出して、検出された搬送ベルトの移動速度変動に対応した信号から従動ローラの回転周期変動成分の周波数波形を検出し、この検出した周波数波形に基づいて前記信号を補正して、この補正結果に基づいてベルト駆動モータ15をフィードバック制御して搬送ベルトを駆動制御する。
(もっと読む)
食品生地の搬送装置及び搬送方法
【課題】
本発明は、例えばピザ生地やクッキー生地等の変形容易な食品生地を搬送速度の異なる搬送装置の間で移し換える搬送装置及び搬送方法を提供するものである。
【解決手段】
低速と高速による交互の搬送速度で食品生地を搬送する可変速コンベアと、複数のフリーローラを回動自在に備えたローラコンベアと、低速な搬送速度で食品生地を搬送する低速コンベアを直列に配列し、前記各コンベア間近傍の上方に食品生地の有無を検出する検出装置と、前記検出装置からの検出信号に基づき前記可変速コンベアの搬送速度を変速制御する制御装置を設けた食品生地の搬送装置、及び該搬送装置を用いた食品生地の搬送方法。
(もっと読む)
搬送設備
【課題】コントローラの制御を受けて駆動する搬送設備において、異常が発生した場合に、異常前後の結果を見て、異常の原因を特定する。
【解決手段】モータとエアーシリンダ10と、モータ用センサおよびシリンダ用センサと、板ガラス用センサおよびコンベア用センサと、コントローラ10とを備える昇降用コンベア1において、コントローラ10には、第一記憶部11aに、最新の7秒分の入出力信号群のみを更新して記憶させる現在状態記録プログラム91と、異常発生時点において、第一記憶部11aに記憶されている異常発生時点前の7秒分の入出力信号群を第二記憶部11bに複製させると共に、前記異常発生時点後の3秒分の入出力信号群を、前記第二記憶部11bに記憶させる異常状態記録プログラム92と、を備える。
(もっと読む)
無軌道移動装置の位置決め装置
【課題】位置決めのためのフックとその釈放手段を省略してその構成を簡単とし、コストを低下させる。
【解決手段】無軌道移動装置の位置決め装置は、製造装置1の側面に取り付ける一方の部分18と無軌道移動装置7の側面に取り付ける他方の部分19とより成り、一方の部分18は、製造装置1の側面に互いに離間して配置したブロック21,22と、該ブロック21,22に形成した弧状溝23,24とにより構成し、他方の部分19は、ブロック21,22の弧状溝23,24に嵌入される回転ローラ25,26と、回転ローラ25,26を支持するアーム27,28とより構成し、アーム27は、変位可能手段29と、アーム27をスライド自在に支持するためのガイドレール32と、該アーム27をアーム28から常時離れる方向に抑制するスプリング36とにより構成する。アーム28は、固定する手段30とにより構成する。
(もっと読む)
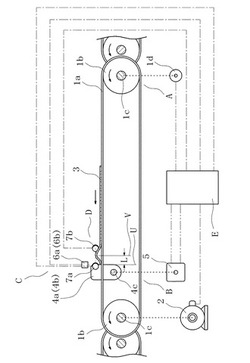
板状材の支持装置
本発明は、板状材(12)内の少なくとも一カ所の加工工程に合わせ板状材(12)を受け入れる装置に関する。本装置は、加工工程期間中に少なくともX方向に移動可能の加工装置(14)と、それに垂直に配設した板状材(12)をY方向に前進させる機構と、第1の支持面(23)を備える第1の支持台(17)と、第2の支持面(23)を適合させた少なくとも一つの第2の支持台(18)とを備える。各支持台(17,18)は、別個に駆動されるコンベヤ(21)で取り囲んでいる。 (もっと読む)
帯状部材の搬送切断方法および装置
【課題】 省スペース化を図りながら、帯状部材12の切断角度Sの変更時における作業能率を向上させる。
【解決手段】 切断手段15による帯状部材12の切断角度Sが変更されると、変更された切断角度Sに応じて第3コンベア36によるシート片16の旋回角度を変更し、第2コンベア17にシート片16が常に所望の姿勢で搬送されるようにする。このように第3コンベア36によるシート片16の旋回角度を変更するだけで対処することができ、この結果、第2コンベア17を揺動させるための広い設置スペースが不要となって、省スペース化を図ることができるとともに、容易に作業能率を向上させることもできる。
(もっと読む)
鋼板切板のトラッキング装置
【課題】冷延鋼板の端板などの鋼板切板のトラッキング精度を、低コスト、簡潔な構造で向上する。
【解決手段】上側及び下側磁石コンベヤ6,7の搬送面近傍に電磁石9を設け、この電磁石9で鋼板切板を吸着して搬送するに際し、電磁石9の電流変化を検出し、鋼板切板を吸着したときの電磁石9の電流変化に基づいて当該鋼板切板の位置をトラッキングする。トラッキングの基準にはロータリエンコーダやローラ、ロールの回転数を用い、実際に検出される鋼板切板の位置を用いてトラッキング補正を行う。
(もっと読む)
静電容量を制御する製造装置
【課題】静電容量制御と除電との組み合わせを最適化することによって、製造品の静電気障害を除去する。
【解決手段】搬送ローラ31で搬送されるガラス基板32の近傍直下に接地導体11を配置し、接地導体11とガラス基板32との静電容量を大きくすることで、ガラス基板32の帯電電位を管理値以内に小さくする。ここで、ローラ搬送部での除電は行わず、搬出ロボット33による収納室34の収納スタック35への搬出直前に、すなわち、搬出ロボット33がガラス基板32を搬送ローラ31から搬出ピン36でピンアップする際に、搬送ローラ31の両側に設置した2台の除電装置37からの軟X線38を照射することで、ガラス基板32の除電を行う。
(もっと読む)
緊急表示機能付き紙葉類処理装置
【課題】 非常停止スイッチが押下された場合、装置を駆動する部分の電源を遮断するが、緊急遮断表示部の電源を遮断しないで、緊急事態を即座に知らせることができる緊急表示機能付き紙葉類処理装置を提供する。
【解決手段】 非常停止スイッチ81が押下されると、スイッチ制御回路43によって検知された出力信号が搬送・区分制御部35によって読み取られ制御部30に送信される。制御部30は、パネル制御部36に非常停止スイッチ81の情報を送信し、オペレートパネル20に押下された非常停止スイッチの位置を点滅する。また、リレーパネル部37のフリッカーリレー37bを駆動してタワーランプ38を点滅表示する。さらに、上記非常停止スイッチ81が押下されてから1秒後、タイマーリレー37aによって装置本体101に供給する電源39aの出力を遮断する。
(もっと読む)
仕分配送装置
【課題】搬送バスケット内に偏平状の被搬送物を収容した場合であっても、確実に被搬送物の有無を判別可能な仕分配送装置を提供すること。
【解決手段】搬送バスケット200が、少なくとも対向する両側面に透明又は半透明の部材で構成される透光部分212、214を有すると共に、内側底面に反射部材220が貼付されており、搬送バスケット200の上方に反射部材220に向けて照射する第1の光源260とカメラ280を有し、搬送バスケット200の斜め下方に透光部分212、214を透過し、カメラ280に到達する光を照射する第2の光源262、264を有する。
(もっと読む)
仕分配送装置
【課題】搬送バスケット内に偏平状の被搬送物を収容した場合であっても、確実に被搬送物の有無を判別可能な仕分配送装置を提供すること。
【解決手段】搬送バスケット200の内側の両側面に第一反射部材220と第二反射部材240がそれぞれ固着されており、前記第一反射部材に光を照射する光源260と、前記第一反射部材で反射させた光を、前記第二反射部材で再度反射させ、その光を受光する受光センサ280を有する。
(もっと読む)
外付け用情報取得装置およびそれの外付け方法
基板コンベヤにID情報取得装置を後付けした場合に、ID情報が正常に取得されない限りプリント基板の払出しが行われないようにする。ID情報取得装置を後付けした基板コンベヤに、下流側の基板コンベヤから払出し要求信号を供給する回路に、払出し許可スイッチを設ける。ID情報が正常に取得された場合は、S5の判定がYESとなり、さらに、ID認識コントローラとID管理コンピュータとが交信中ではなく(S12)、かつID管理コンピュータにより払出しが禁止されていなければ(S13)、S21で払出し許可スイッチが閉状態とされ、払出しが行われる。それに対して、ID情報が正常に取得されなかった場合はS5の判定がNOとなり、その旨が報知され(S6)、払出し許可スイッチは閉状態とされないため、払出しは行われない。 (もっと読む)
41 - 57 / 57
[ Back to top ]