
帯状部材の搬送切断方法および装置

【課題】 省スペース化を図りながら、帯状部材12の切断角度Sの変更時における作業能率を向上させる。
【解決手段】 切断手段15による帯状部材12の切断角度Sが変更されると、変更された切断角度Sに応じて第3コンベア36によるシート片16の旋回角度を変更し、第2コンベア17にシート片16が常に所望の姿勢で搬送されるようにする。このように第3コンベア36によるシート片16の旋回角度を変更するだけで対処することができ、この結果、第2コンベア17を揺動させるための広い設置スペースが不要となって、省スペース化を図ることができるとともに、容易に作業能率を向上させることもできる。
【解決手段】 切断手段15による帯状部材12の切断角度Sが変更されると、変更された切断角度Sに応じて第3コンベア36によるシート片16の旋回角度を変更し、第2コンベア17にシート片16が常に所望の姿勢で搬送されるようにする。このように第3コンベア36によるシート片16の旋回角度を変更するだけで対処することができ、この結果、第2コンベア17を揺動させるための広い設置スペースが不要となって、省スペース化を図ることができるとともに、容易に作業能率を向上させることもできる。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、帯状部材を搬送しながら切断する帯状部材の搬送切断方法および装置に関する。
【背景技術】
【0002】
従来の帯状部材の搬送切断方法・装置としては、例えば以下の特許文献1に記載されているようなものが知られている。
【特許文献1】特開平10−258932号公報
【0003】
このものは、帯状部材を長手方向に搬送する第1コンベアと、第1コンベアの下流端部に上流端部が交差するとともに、前記交差点を中心として水平面内で揺動することで第1コンベアとの交差角を変更することができる第2コンベアと、第1コンベアの下流端部上において帯状部材の始端部を切断してシート片を切り出す切断手段と、前記切り出されたシート片を第1コンベアの下流端部上から第2コンベアの上流端部上に移送する移送手段とを備えたもので、前記切断手段による帯状部材の切断角度を変更するときには、切断手段をその長手方向中央を中心として、一方、第2コンベアを前記交差点を中心として水平面内で揺動させるようにしている。
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかしながら、このような従来の帯状部材の搬送切断方法・装置にあっては、帯状部材の切断角度を変更する際、切断手段および長尺で大型である第2コンベアを揺動させる必要があるため、その作業に多大の時間と労力が必要となって作業能率が低下するとともに、揺動のための広い設置スペースが必要になってしまうという課題があった。
【0005】
この発明は、省スペース化を図りながら、帯状部材の切断角度変更時における作業能率を向上させることができる帯状部材の搬送切断方法および装置を提供することを目的とする。
【課題を解決するための手段】
【0006】
このような目的は、第1に、第1コンベアによって長手方向に搬送された帯状部材の始端部を、切断角度が変更可能な切断手段により切断してシート片を切り出す工程と、旋回搬送手段により切り出されたシート片を保持した後、該シート片をその面内において前記切断角度に対応した所定角度だけ旋回させるとともに、前記第1コンベアから離れて設置された第2コンベアまで搬送し、該第2コンベアの上流端部上に移載する工程と、前記移載されたシート片を第2コンベアによって下流側に搬送する工程とを備えた帯状部材の搬送切断方法により達成することができ、
【0007】
第2に、帯状部材を長手方向に搬送する第1コンベアと、前記帯状部材の始端部を切断して帯状部材からシート片を切り出すことができるとともに、その切断角度を変更可能な切断手段と、第1コンベアから離れて設置され、前記シート片を下流側に搬送する第2コンベアと、切り出されたシート片を保持した後、該シート片をその面内において前記切断角度に対応した所定角度だけ旋回させるとともに第2コンベアまで搬送し、該第2コンベアの上流端部上に移載する旋回搬送手段とを備えた帯状部材の搬送切断装置により、達成することができる。
【発明の効果】
【0008】
この発明においては、まず、第1コンベアによって搬送された帯状部材の始端部を切断手段により切断してシート片を切り出す。次に、旋回搬送手段により切り出されたシート片を保持した後、該シート片をその面内において前記切断角度に対応した所定角度だけ旋回させるとともに第2コンベアまで搬送し、該第2コンベアの上流端部上に移載し、その後、該シート片を第2コンベアによって下流側に搬送する。
【0009】
ここで、前記切断手段による帯状部材の切断角度が変更されると、変更された切断角度に応じて旋回搬送手段によるシート片の旋回角度を変更し、第2コンベアにシート片が常に所望の姿勢で搬送されるようにする。このように切断角度の変更に対して旋回搬送手段によるシート片の旋回角度を変更するだけで対処することができ、この結果、第2コンベアを揺動させるための広い設置スペースが不要となって、省スペース化を図ることができるとともに、容易に作業能率を向上させることもできる。そして、このような帯状部材の搬送切断は、請求項2に記載の装置を用いれば、容易に行うことができる。
【0010】
また、請求項3に記載のように構成すれば、第1、第2コンベアが帯状部材の切断角度で交差している場合に比較し、設置スペースを低減させることができる。
さらに、請求項4、5に記載のように構成すれば、旋回搬送手段を構造簡単で安価とすることができる。
また、請求項6に記載のように構成すれば、切断時における帯状部材の延在方向に若干の狂いが生じていても、切り出されたシート片を確実に所望の姿勢で第2コンベアに移載することができる。
【実施例1】
【0011】
以下、この発明の実施例1を図面に基づいて説明する。
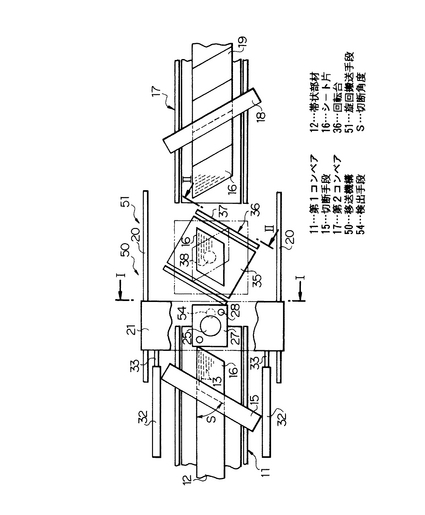
図1、2、3において、11は前後方向に延びる水平な第1コンベアであり、この第1コンベア11は間欠的に作動して前後方向に延びる帯状部材12をその長手方向に(前方に向かって)搬送する。ここで、前述の帯状部材12としては、例えば、多数本の前後方向に延びる非伸張性の補強コード13を走行させながら、その周囲をカレンダー装置によりゴムで被覆し、帯状としたものを挙げることができる。そして、このような帯状部材12は前記カレンダー装置から第1コンベア11に直接供給されたり、あるいは、一旦ロール状に巻き取った後、該ロールから巻き出されることで供給される。
【0012】
15は第1コンベア11の下流端部に設置された切断手段であり、この切断手段15は第1コンベア11の長手方向に対し傾斜して配置されている。この結果、前記切断手段15は、第1コンベア11の走行が停止しているとき、該第1コンベア11によって下方から支持されている帯状部材12の始端部を長手方向に対して斜めに切断し、該帯状部材12から平行四辺形のシート片16を切り出すことができる。ここで、前記切断手段15は長手方向中央を中心として水平面内で揺動することができ、この結果、前記帯状部材12の長手方向に対する切断角度Sを変更することができる。
【0013】
17は前記第1コンベア11の前方に所定距離離れて設置されるとともに、該第1コンベア11と直列関係を保って、即ち、第1コンベア11の延長線上に配置された第2コンベアであり、この第2コンベア17は第1コンベア11から搬送されてきたシート片16を下流側(前方)に向かって間欠的に搬送する。18は第2コンベア17の上流端部に設置された接合手段であり、この接合手段18は隣接するシート片16の搬送側前端と搬送側後端(実際には帯状プライ19となったシート片16の後端)とを接合して帯状プライ19を成形する。
【0014】
このようにして成形された帯状プライ19は、第2コンベア17によって下流側にそのまま搬送された後、所定長に切断されて成形ドラムにベルトプライとして巻き付けられたり、あるいは、一旦ロール状に巻き取られた後、巻き出されるとともに所定長に切断され成形ドラムにベルトプライとして巻き付けられる。そして、前述のように第1コンベア11と第2コンベア17とを直列配置すれば、第1、第2コンベア11、17が、従来のように帯状部材12の切断角度Sで交差している場合に比較して、設置スペースを低減させることができる。
【0015】
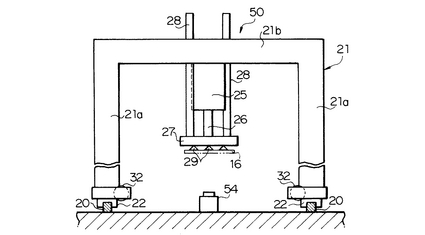
20は前記第1、第2コンベア11、17の両側方に敷設された一対のガイドレールであり、これらガイドレール20は前記第1、第2コンベア11、17に平行に延び、その後端部は第1コンベア11の前端部に、その前端部は第2コンベア17の後端部に重なり合っている。21はガイドレール20の直上において垂直に延びる一対の垂直部21aと、これら垂直部21aの上端同士を連結する水平な水平部21bとからなる門型の移動フレームであり、この移動フレーム21の垂直部21aの下端には前記ガイドレール20に摺動可能に係合する複数のスライドベアリング22が取付けられている。この結果、前記移動フレーム21はガイドレール20にガイドされながら第1コンベア11と第2コンベア17との間を前後方向に移動することができる。
【0016】
25はヘッド側が水平部21bに取付けられた上下方向に延びるシリンダであり、このシリンダ25のピストンロッド26の先端(下端)には水平な昇降プレート27が固定されている。28は上下方向に延びる複数本のガイドロッドであり、これらガイドロッド28の下端は前記昇降プレート27に固定され、その中央部は水平部21bに摺動可能に挿入されている。この結果、シリンダ25が作動してピストンロッド26が引っ込んだり突出したりすると、昇降プレート27はガイドロッド28にガイドされながら昇降する。29は昇降プレート27の下面に設置された複数の吸着カップであり、これらの吸着カップ29は図示していない切換弁を介して真空源に接続されている。
【0017】
32は移動フレーム21より後方に設置された前後方向に延びる一対のシリンダであり、これらのシリンダ32は第1コンベア11の両側方にそれぞれ配置されている。これらシリンダ32のピストンロッド33の先端(前端)は前記垂直部21aの下端部に連結されており、この結果、シリンダ32が作動すると、移動フレーム21はガイドレール20にガイドされながら前後方向に移動する。そして、前記シリンダ32のピストンロッド33がストロークエンドまで引っ込んで移動フレーム21が後側限まで移動すると、シリンダ25のピストンロッド26が突出して吸着カップ29が切り出されたシート片16に押し付けられるが、このとき、吸着カップ29は該シート片16を吸着保持する。
【0018】
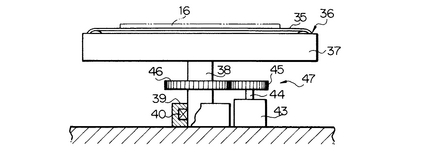
36は第1コンベア11と第2コンベア17との間に設置され、菜ばて方向に走行可能なコンベアベルト35を有する回転台としての第3コンベアであり、この第3コンベア36のフレーム37の下面中央には上下方向に延びる回転軸38の上端が連結されている。この回転軸38の下端部は第3コンベア36の直下に設置された支持ブロック39に挿入されるとともに、軸受40により回転可能に支持されている。43は支持ブロック39の側方に設置されたサーボモータであり、このサーボモータ43の出力軸44に固定された外歯車45は前記回転軸38に固定された外歯車46に噛み合っている。前述した回転軸38、支持ブロック39、軸受40、サーボモータ43、外歯車45、46は全体として、第3コンベア36を垂直軸回りに回転させる回転機構47を構成する。
【0019】
そして、第3コンベア36が前記帯状部材12の切断方向に平行に延在するとともに、第1コンベア11からそのままの姿勢で搬送されたシート片16が該第3コンベア36上に載置されているとき、サーボモータ43が作動すると、第3コンベア36は該第3コンベア36の重心を通過する垂直軸、即ち、回転軸38の軸線回りに水平面内で回転し、これにより、シート片16は第3コンベア36と共に所定角度だけその面内において旋回して切断端が第2コンベア17の長手方向と平行となる。この状態で第3コンベア36が作動してコンベアベルト35が走行すると、シート片16は第3コンベア36から第2コンベア17の上流端部に所望の姿勢で移載される。
【0020】
前述した移動フレーム21、スライドベアリング22、シリンダ25、昇降プレート27、ガイドロッド28、シリンダ32、コンベアベルト35(回転台36の一部を兼ねる)は全体として、切り出されたシート片16を保持しながら第1コンベア11の下流端部から第3コンベア36へ、また、第3コンベア36から第2コンベア17の上流端部へ移送することができる移送機構50を構成し、また、前記第3コンベア36、移送機構50は全体として、切り出されたシート片16を保持した後、該シート片16をその面内において切断角度に対応した所定角度だけ旋回させるとともに第2コンベア17まで搬送し、該第2コンベア17の上流端部上に移載する旋回搬送手段51を構成する。そして、旋回搬送手段51を前述のような第3コンベア36、移送機構50から構成すれば、旋回搬送手段51を構造簡単で安価とすることができる。
【0021】
ここで、第1コンベア11による帯状部材12の搬送時に、該帯状部材12が蛇行等をし、これにより、帯状部材12の切断時における延在方向に若干の狂いが生じて、シート片16の形状に若干の狂いが生じる場合がある。しかしながら、このような形状に狂いの生じたシート片16を第3コンベア36によって前述と同一の規定角度(切断角度S)だけ旋回させた後、第2コンベア17に移送し、この状態で隣接するシート片16同士を接合すると、その接合部に部分的な重なり合いや間隙が発生し、接合精度が低下してしまう。
【0022】
このため、この実施例においては、第1コンベア11と第3コンベア36との間に検出手段としての撮像手段54を設置し、この撮像手段54によって、シート片16が移送機構50により保持されながら第1コンベア11から第3コンベア36に向かって移送されているとき、該シート片16を撮像するとともに、撮像手段54からの検出結果(画像信号)が入力される図示していない制御手段を設置し、該制御手段によりシート片16の形状を求めてその結果をサーボモータ43に出力し、シート片16が第3コンベア36に移載される前に第3コンベア36の延在方向、換言すれば、第3コンベア36の回転角度を微調節するようにしている。
【0023】
これにより、シート片16の形状に狂いが生じているときには、第3コンベア36によるシート片16の旋回角度が微調節されて、第3コンベア36の回転終了時におけるシート片16の両側端(旋回終了後の搬送側前、後端)が、第2コンベア17上に既に移載されているシート片16の搬送側前、後端と平行となる。このようにすれば、切断時における帯状部材12の延在方向に若干の狂いが生じていても、切り出されたシート片16を確実に所望の姿勢で第2コンベア17に移載することができ、これにより、接合部位における重なり合い、間隙発生を阻止することができ、接合精度を向上させることができる。
【0024】
次に、前記実施例1の作用について説明する。
今、走行が停止している第1コンベア11上において帯状部材12の始端部が切断手段15により斜め切断され、帯状部材12から平行四辺形のシート片16が切り出されたとする。このとき、第3コンベア36は前記帯状部材12の切断方向に平行な状態で停止しており、一方、移動フレーム21は第1コンベア11と第2コンベア17との間の待機位置で停止している。
【0025】
次に、第1コンベア11が若干量だけ走行して切り出されたシート片16が吸着カップ29によって吸着が可能となる位置まで前方に搬送される。このとき、シリンダ32のピストンロッド33が引っ込んで移動フレーム21がガイドレール20にガイドされながら前記シート片16の直上まで後方に移動する。次に、シリンダ25が作動してピストンロッド26が突出すると、昇降プレート27はガイドロッド28にガイドされながら吸着カップ29が第1コンベア11上のシート片16に押し付けられるまで下降するが、このとき、切換弁が切換えられて吸着カップ29が該シート片16を吸着保持する。次に、前記シリンダ25のピストンロッド26が引っ込み、シート片16が吸着カップ29に吸着保持されながら上昇して第1コンベア11から離脱する。このとき、第1コンベア11が作動し、切断位置が切断手段15の直下に到達するまで帯状部材12が前方に搬送される。
【0026】
次に、シリンダ32のピストンロッド33が突出して移動フレーム21によりシート片16が前方に移送されるが、この移送は吸着カップ29に保持されているシート片16の重心が回転軸38の軸線上に到達したとき停止する。ここで、このようなシート片16の前方への移送時に、撮像手段54がシート片16を撮像するが、その結果を基に制御手段はシート片16の形状を求める。ここで、帯状部材12の切断時における延在方向に若干の狂いが生じ、これにより、シート片16の形状に若干の狂いが生じている場合には、制御手段は、シート片16が第3コンベア36に移載される以前に、サーボモータ43を作動して第3コンベア36の延在方向を微調節する。
【0027】
次に、シリンダ25のピストンロッド26が突出すると、昇降プレート27は吸着カップ29に保持されたシート片16が第3コンベア36に接触するまで下降する。その後、切換弁が切換えられて吸着カップ29によるシート片16の吸着保持が終了するとともに、シリンダ25のピストンロッド26が引っ込んで昇降プレート27が上昇し、シート片16が移送機構50から第3コンベア36に移載される。その後、移動フレーム21はシリンダ32の作動により待機位置に復帰する。
【0028】
このとき、サーボモータ43が作動して第3コンベア36が回転し、シート片16はその面内において該シート片16の切断端が第2コンベア17の長手方向に平行となるまで切断角度に対応した所定角度だけ旋回する。ここで、前述のように第3コンベア36の傾斜角が微調節されている場合には、第3コンベア36、シート片16の旋回角度が正規時と僅かに異なるが、第3コンベア36の回転終了時におけるシート片16の両側端(旋回終了後の搬送側前、後端)は、常に第2コンベア17上に既に移載されているシート片16の搬送側前、後端と平行となる。
【0029】
次に、第3コンベア36のコンベアベルト35が走行し、シート片16が第3コンベア36から第2コンベア17の上流端部に移載される。その後、第3コンベア36は帯状部材12の切断方向と平行になるまで揺動し、一方、第2コンベア17が作動してシート片16を下流側(前方)に向かって搬送する。そして、前記シート片16の搬送側前端が接合手段18まで搬送されると、帯状プライ19の後端に前記シート片16が接合手段18により接合されて継ぎ足される。その後、帯状プライ19は所定長に切断され成形ドラムにベルトプライとして巻き付けられる。
【0030】
ここで、前記帯状部材12の切断角度Sを変更する場合には、切断手段15を、前後方向に対する傾斜角が変更後の切断角度Sと同一となるまで、長手方向中央を中心として水平面内で揺動させる。このとき、サーボモータ43を作動させることで第3コンベア36を帯状部材12の切断方向と平行になるまで回転させる。このようにすれば、変更された切断角度Sに応じて第3コンベア36によるシート片16の旋回角度が変更され、第2コンベア17にはシート片16が常に所望の姿勢で搬送されるようになる。このように切断角度Sの変更に対しては、第3コンベア36によるシート片16の旋回角度を変更するだけで対処することができ、この結果、第2コンベア17を揺動させるための広い設置スペースが不要となって、省スペース化を図ることができるとともに、容易に作業能率を向上させることもできる。
【実施例2】
【0031】
図4はこの発明の実施例2を示す図である。この実施例においては、移動フレーム21の水平部21bにシリンダ25のヘッド側端を軸受55を介して回転可能に支持するとともに、該シリンダ25の中央部外周にガイドロッド28が摺動可能に挿入された外歯車56を固定している。また、前記水平部21bにサーボモータ57を取付けるとともに、このサーボモータ57の出力軸58の先端(下端)に前記外歯車56に噛み合う外歯車59を固定している。このようにすれば、前記実施例1における第3コンベア36、回転機構47を省略することができる。
【0032】
そして、この実施例においては、前記昇降プレート27、吸着カップ29がシート片16を吸着保持することができる保持機構60を構成し、また、外歯車56、サーボモータ57、外歯車59が該保持機構60を垂直軸回りに回転させる回転機構61を構成し、さらに、前記移動フレーム21、スライドベアリング22、シリンダ25、シリンダ32が保持機構60を第1コンベア11と第2コンベア17との間で移動させる移動機構62を構成する。また、これら保持機構60、回転機構61、移動機構62は全体として旋回搬送手段63を構成するが、このような保持機構60、回転機構61、移動機構62から旋回搬送手段63を構成すれば、旋回搬送手段63を構造簡単で安価とすることができる。
【0033】
そして、このような旋回搬送手段63を用いてシート片16を第1コンベア11から第2コンベア17に旋回させながら搬送するには、まず、移動フレーム21を切り出されたシート片16の直上まで移動させた後、シリンダ25により昇降プレート27を下降させ吸着カップ29をシート片16に押し付けるとともに、該吸着カップ29によりシート片16を吸着保持する。次に、シリンダ25により昇降プレート27、シート片16を上昇させた後、シリンダ32により移動フレーム21を前方に移動させ、シート片16を第2コンベア17の上流端部直上まで移送する。その後、シリンダ25により昇降プレート27を下降させるとともに、シート片16を吸着カップ29から離脱させ、第2コンベア17上に移載する。
【0034】
この移送の途中において、サーボモータ57によりシリンダ25、昇降プレート27を回転させることで、シート片16をその面内において切断角度Sに対応した所定角度だけ旋回させ、シート片16の両側端(旋回終了後の搬送側前、後端)を、第2コンベア17上に載置されているシート片16の搬送側前、後端と平行とする。
【0035】
ここで、シート片16の形状に若干の狂いが生じている場合には、撮像手段54、制御手段が旋回前にその狂いを検出し、その検出結果に基づいて前述したシリンダ25、昇降プレート27の回転角度(シート片16の旋回角度)を微調節する。これにより、シート片16の形状に若干の狂いが生じていても、容易にシート片16の両側端(旋回終了後の搬送側前、後端)を、第2コンベア17上に載置されているシート片16の搬送側前、後端と平行とすることができる。なお、他の構成、作用は前記実施例1と同様である。
【0036】
なお、前述の実施例1においては、回転台として第3コンベア36を用いたが、この発明においては、搬送機能を有しないターンテーブルを用いるようにしてもよい。この場合には、移送機構50を用いて旋回済のシート片16をターンテーブルから第2コンベア17に移送したり、あるいは、移送機構50とは別の移送機構を設け、該移送機構を用いて移送するようにすればよい。また、前述の実施例においては、吸着カップ29によってシート片16を吸着保持するようにしたが、この発明においては、帯状部材12に埋設されている補強コード13がスチールから構成されているときには、消磁機構付きの永久磁石あるいは電磁石によってシート片16を吸着保持するようにしてもよい。
【0037】
さらに、前述の実施例においては、帯状部材12を長手方向に対して斜めに切断してシート片16を切り出すようにしたが、この発明においては、長手方向に対して直角に(幅方向に)切断して矩形のシート片16を切り出し、このシート片16を90度旋回させながら第2コンベア17に移載するようにしてもよい。また、前述の実施例においては、多数本の平行な補強コード13をゴム被覆することで帯状部材12を構成するようにしたが、この帯状部材12はゴムのみから構成したものでもよい。
【産業上の利用可能性】
【0038】
この発明は、帯状部材を搬送しながら切断する産業分野に適用できる。
【図面の簡単な説明】
【0039】
【図1】この発明の実施例1を示す一部が破断された概略平面図である。
【図2】図1のI−I矢視断面図である。
【図3】図1のII−II矢視断面図である。
【図4】この発明の実施例2を示す図2と同様の一部破断矢視図である。
【符号の説明】
【0040】
11…第1コンベア 12…帯状部材
15…切断手段 16…シート片
17…第2コンベア 36…回転台
50…移送機構 51…旋回搬送手段
54…検出手段 60…保持機構
61…回転機構 62…移動機構
S…切断角度
【技術分野】
【0001】
この発明は、帯状部材を搬送しながら切断する帯状部材の搬送切断方法および装置に関する。
【背景技術】
【0002】
従来の帯状部材の搬送切断方法・装置としては、例えば以下の特許文献1に記載されているようなものが知られている。
【特許文献1】特開平10−258932号公報
【0003】
このものは、帯状部材を長手方向に搬送する第1コンベアと、第1コンベアの下流端部に上流端部が交差するとともに、前記交差点を中心として水平面内で揺動することで第1コンベアとの交差角を変更することができる第2コンベアと、第1コンベアの下流端部上において帯状部材の始端部を切断してシート片を切り出す切断手段と、前記切り出されたシート片を第1コンベアの下流端部上から第2コンベアの上流端部上に移送する移送手段とを備えたもので、前記切断手段による帯状部材の切断角度を変更するときには、切断手段をその長手方向中央を中心として、一方、第2コンベアを前記交差点を中心として水平面内で揺動させるようにしている。
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかしながら、このような従来の帯状部材の搬送切断方法・装置にあっては、帯状部材の切断角度を変更する際、切断手段および長尺で大型である第2コンベアを揺動させる必要があるため、その作業に多大の時間と労力が必要となって作業能率が低下するとともに、揺動のための広い設置スペースが必要になってしまうという課題があった。
【0005】
この発明は、省スペース化を図りながら、帯状部材の切断角度変更時における作業能率を向上させることができる帯状部材の搬送切断方法および装置を提供することを目的とする。
【課題を解決するための手段】
【0006】
このような目的は、第1に、第1コンベアによって長手方向に搬送された帯状部材の始端部を、切断角度が変更可能な切断手段により切断してシート片を切り出す工程と、旋回搬送手段により切り出されたシート片を保持した後、該シート片をその面内において前記切断角度に対応した所定角度だけ旋回させるとともに、前記第1コンベアから離れて設置された第2コンベアまで搬送し、該第2コンベアの上流端部上に移載する工程と、前記移載されたシート片を第2コンベアによって下流側に搬送する工程とを備えた帯状部材の搬送切断方法により達成することができ、
【0007】
第2に、帯状部材を長手方向に搬送する第1コンベアと、前記帯状部材の始端部を切断して帯状部材からシート片を切り出すことができるとともに、その切断角度を変更可能な切断手段と、第1コンベアから離れて設置され、前記シート片を下流側に搬送する第2コンベアと、切り出されたシート片を保持した後、該シート片をその面内において前記切断角度に対応した所定角度だけ旋回させるとともに第2コンベアまで搬送し、該第2コンベアの上流端部上に移載する旋回搬送手段とを備えた帯状部材の搬送切断装置により、達成することができる。
【発明の効果】
【0008】
この発明においては、まず、第1コンベアによって搬送された帯状部材の始端部を切断手段により切断してシート片を切り出す。次に、旋回搬送手段により切り出されたシート片を保持した後、該シート片をその面内において前記切断角度に対応した所定角度だけ旋回させるとともに第2コンベアまで搬送し、該第2コンベアの上流端部上に移載し、その後、該シート片を第2コンベアによって下流側に搬送する。
【0009】
ここで、前記切断手段による帯状部材の切断角度が変更されると、変更された切断角度に応じて旋回搬送手段によるシート片の旋回角度を変更し、第2コンベアにシート片が常に所望の姿勢で搬送されるようにする。このように切断角度の変更に対して旋回搬送手段によるシート片の旋回角度を変更するだけで対処することができ、この結果、第2コンベアを揺動させるための広い設置スペースが不要となって、省スペース化を図ることができるとともに、容易に作業能率を向上させることもできる。そして、このような帯状部材の搬送切断は、請求項2に記載の装置を用いれば、容易に行うことができる。
【0010】
また、請求項3に記載のように構成すれば、第1、第2コンベアが帯状部材の切断角度で交差している場合に比較し、設置スペースを低減させることができる。
さらに、請求項4、5に記載のように構成すれば、旋回搬送手段を構造簡単で安価とすることができる。
また、請求項6に記載のように構成すれば、切断時における帯状部材の延在方向に若干の狂いが生じていても、切り出されたシート片を確実に所望の姿勢で第2コンベアに移載することができる。
【実施例1】
【0011】
以下、この発明の実施例1を図面に基づいて説明する。
図1、2、3において、11は前後方向に延びる水平な第1コンベアであり、この第1コンベア11は間欠的に作動して前後方向に延びる帯状部材12をその長手方向に(前方に向かって)搬送する。ここで、前述の帯状部材12としては、例えば、多数本の前後方向に延びる非伸張性の補強コード13を走行させながら、その周囲をカレンダー装置によりゴムで被覆し、帯状としたものを挙げることができる。そして、このような帯状部材12は前記カレンダー装置から第1コンベア11に直接供給されたり、あるいは、一旦ロール状に巻き取った後、該ロールから巻き出されることで供給される。
【0012】
15は第1コンベア11の下流端部に設置された切断手段であり、この切断手段15は第1コンベア11の長手方向に対し傾斜して配置されている。この結果、前記切断手段15は、第1コンベア11の走行が停止しているとき、該第1コンベア11によって下方から支持されている帯状部材12の始端部を長手方向に対して斜めに切断し、該帯状部材12から平行四辺形のシート片16を切り出すことができる。ここで、前記切断手段15は長手方向中央を中心として水平面内で揺動することができ、この結果、前記帯状部材12の長手方向に対する切断角度Sを変更することができる。
【0013】
17は前記第1コンベア11の前方に所定距離離れて設置されるとともに、該第1コンベア11と直列関係を保って、即ち、第1コンベア11の延長線上に配置された第2コンベアであり、この第2コンベア17は第1コンベア11から搬送されてきたシート片16を下流側(前方)に向かって間欠的に搬送する。18は第2コンベア17の上流端部に設置された接合手段であり、この接合手段18は隣接するシート片16の搬送側前端と搬送側後端(実際には帯状プライ19となったシート片16の後端)とを接合して帯状プライ19を成形する。
【0014】
このようにして成形された帯状プライ19は、第2コンベア17によって下流側にそのまま搬送された後、所定長に切断されて成形ドラムにベルトプライとして巻き付けられたり、あるいは、一旦ロール状に巻き取られた後、巻き出されるとともに所定長に切断され成形ドラムにベルトプライとして巻き付けられる。そして、前述のように第1コンベア11と第2コンベア17とを直列配置すれば、第1、第2コンベア11、17が、従来のように帯状部材12の切断角度Sで交差している場合に比較して、設置スペースを低減させることができる。
【0015】
20は前記第1、第2コンベア11、17の両側方に敷設された一対のガイドレールであり、これらガイドレール20は前記第1、第2コンベア11、17に平行に延び、その後端部は第1コンベア11の前端部に、その前端部は第2コンベア17の後端部に重なり合っている。21はガイドレール20の直上において垂直に延びる一対の垂直部21aと、これら垂直部21aの上端同士を連結する水平な水平部21bとからなる門型の移動フレームであり、この移動フレーム21の垂直部21aの下端には前記ガイドレール20に摺動可能に係合する複数のスライドベアリング22が取付けられている。この結果、前記移動フレーム21はガイドレール20にガイドされながら第1コンベア11と第2コンベア17との間を前後方向に移動することができる。
【0016】
25はヘッド側が水平部21bに取付けられた上下方向に延びるシリンダであり、このシリンダ25のピストンロッド26の先端(下端)には水平な昇降プレート27が固定されている。28は上下方向に延びる複数本のガイドロッドであり、これらガイドロッド28の下端は前記昇降プレート27に固定され、その中央部は水平部21bに摺動可能に挿入されている。この結果、シリンダ25が作動してピストンロッド26が引っ込んだり突出したりすると、昇降プレート27はガイドロッド28にガイドされながら昇降する。29は昇降プレート27の下面に設置された複数の吸着カップであり、これらの吸着カップ29は図示していない切換弁を介して真空源に接続されている。
【0017】
32は移動フレーム21より後方に設置された前後方向に延びる一対のシリンダであり、これらのシリンダ32は第1コンベア11の両側方にそれぞれ配置されている。これらシリンダ32のピストンロッド33の先端(前端)は前記垂直部21aの下端部に連結されており、この結果、シリンダ32が作動すると、移動フレーム21はガイドレール20にガイドされながら前後方向に移動する。そして、前記シリンダ32のピストンロッド33がストロークエンドまで引っ込んで移動フレーム21が後側限まで移動すると、シリンダ25のピストンロッド26が突出して吸着カップ29が切り出されたシート片16に押し付けられるが、このとき、吸着カップ29は該シート片16を吸着保持する。
【0018】
36は第1コンベア11と第2コンベア17との間に設置され、菜ばて方向に走行可能なコンベアベルト35を有する回転台としての第3コンベアであり、この第3コンベア36のフレーム37の下面中央には上下方向に延びる回転軸38の上端が連結されている。この回転軸38の下端部は第3コンベア36の直下に設置された支持ブロック39に挿入されるとともに、軸受40により回転可能に支持されている。43は支持ブロック39の側方に設置されたサーボモータであり、このサーボモータ43の出力軸44に固定された外歯車45は前記回転軸38に固定された外歯車46に噛み合っている。前述した回転軸38、支持ブロック39、軸受40、サーボモータ43、外歯車45、46は全体として、第3コンベア36を垂直軸回りに回転させる回転機構47を構成する。
【0019】
そして、第3コンベア36が前記帯状部材12の切断方向に平行に延在するとともに、第1コンベア11からそのままの姿勢で搬送されたシート片16が該第3コンベア36上に載置されているとき、サーボモータ43が作動すると、第3コンベア36は該第3コンベア36の重心を通過する垂直軸、即ち、回転軸38の軸線回りに水平面内で回転し、これにより、シート片16は第3コンベア36と共に所定角度だけその面内において旋回して切断端が第2コンベア17の長手方向と平行となる。この状態で第3コンベア36が作動してコンベアベルト35が走行すると、シート片16は第3コンベア36から第2コンベア17の上流端部に所望の姿勢で移載される。
【0020】
前述した移動フレーム21、スライドベアリング22、シリンダ25、昇降プレート27、ガイドロッド28、シリンダ32、コンベアベルト35(回転台36の一部を兼ねる)は全体として、切り出されたシート片16を保持しながら第1コンベア11の下流端部から第3コンベア36へ、また、第3コンベア36から第2コンベア17の上流端部へ移送することができる移送機構50を構成し、また、前記第3コンベア36、移送機構50は全体として、切り出されたシート片16を保持した後、該シート片16をその面内において切断角度に対応した所定角度だけ旋回させるとともに第2コンベア17まで搬送し、該第2コンベア17の上流端部上に移載する旋回搬送手段51を構成する。そして、旋回搬送手段51を前述のような第3コンベア36、移送機構50から構成すれば、旋回搬送手段51を構造簡単で安価とすることができる。
【0021】
ここで、第1コンベア11による帯状部材12の搬送時に、該帯状部材12が蛇行等をし、これにより、帯状部材12の切断時における延在方向に若干の狂いが生じて、シート片16の形状に若干の狂いが生じる場合がある。しかしながら、このような形状に狂いの生じたシート片16を第3コンベア36によって前述と同一の規定角度(切断角度S)だけ旋回させた後、第2コンベア17に移送し、この状態で隣接するシート片16同士を接合すると、その接合部に部分的な重なり合いや間隙が発生し、接合精度が低下してしまう。
【0022】
このため、この実施例においては、第1コンベア11と第3コンベア36との間に検出手段としての撮像手段54を設置し、この撮像手段54によって、シート片16が移送機構50により保持されながら第1コンベア11から第3コンベア36に向かって移送されているとき、該シート片16を撮像するとともに、撮像手段54からの検出結果(画像信号)が入力される図示していない制御手段を設置し、該制御手段によりシート片16の形状を求めてその結果をサーボモータ43に出力し、シート片16が第3コンベア36に移載される前に第3コンベア36の延在方向、換言すれば、第3コンベア36の回転角度を微調節するようにしている。
【0023】
これにより、シート片16の形状に狂いが生じているときには、第3コンベア36によるシート片16の旋回角度が微調節されて、第3コンベア36の回転終了時におけるシート片16の両側端(旋回終了後の搬送側前、後端)が、第2コンベア17上に既に移載されているシート片16の搬送側前、後端と平行となる。このようにすれば、切断時における帯状部材12の延在方向に若干の狂いが生じていても、切り出されたシート片16を確実に所望の姿勢で第2コンベア17に移載することができ、これにより、接合部位における重なり合い、間隙発生を阻止することができ、接合精度を向上させることができる。
【0024】
次に、前記実施例1の作用について説明する。
今、走行が停止している第1コンベア11上において帯状部材12の始端部が切断手段15により斜め切断され、帯状部材12から平行四辺形のシート片16が切り出されたとする。このとき、第3コンベア36は前記帯状部材12の切断方向に平行な状態で停止しており、一方、移動フレーム21は第1コンベア11と第2コンベア17との間の待機位置で停止している。
【0025】
次に、第1コンベア11が若干量だけ走行して切り出されたシート片16が吸着カップ29によって吸着が可能となる位置まで前方に搬送される。このとき、シリンダ32のピストンロッド33が引っ込んで移動フレーム21がガイドレール20にガイドされながら前記シート片16の直上まで後方に移動する。次に、シリンダ25が作動してピストンロッド26が突出すると、昇降プレート27はガイドロッド28にガイドされながら吸着カップ29が第1コンベア11上のシート片16に押し付けられるまで下降するが、このとき、切換弁が切換えられて吸着カップ29が該シート片16を吸着保持する。次に、前記シリンダ25のピストンロッド26が引っ込み、シート片16が吸着カップ29に吸着保持されながら上昇して第1コンベア11から離脱する。このとき、第1コンベア11が作動し、切断位置が切断手段15の直下に到達するまで帯状部材12が前方に搬送される。
【0026】
次に、シリンダ32のピストンロッド33が突出して移動フレーム21によりシート片16が前方に移送されるが、この移送は吸着カップ29に保持されているシート片16の重心が回転軸38の軸線上に到達したとき停止する。ここで、このようなシート片16の前方への移送時に、撮像手段54がシート片16を撮像するが、その結果を基に制御手段はシート片16の形状を求める。ここで、帯状部材12の切断時における延在方向に若干の狂いが生じ、これにより、シート片16の形状に若干の狂いが生じている場合には、制御手段は、シート片16が第3コンベア36に移載される以前に、サーボモータ43を作動して第3コンベア36の延在方向を微調節する。
【0027】
次に、シリンダ25のピストンロッド26が突出すると、昇降プレート27は吸着カップ29に保持されたシート片16が第3コンベア36に接触するまで下降する。その後、切換弁が切換えられて吸着カップ29によるシート片16の吸着保持が終了するとともに、シリンダ25のピストンロッド26が引っ込んで昇降プレート27が上昇し、シート片16が移送機構50から第3コンベア36に移載される。その後、移動フレーム21はシリンダ32の作動により待機位置に復帰する。
【0028】
このとき、サーボモータ43が作動して第3コンベア36が回転し、シート片16はその面内において該シート片16の切断端が第2コンベア17の長手方向に平行となるまで切断角度に対応した所定角度だけ旋回する。ここで、前述のように第3コンベア36の傾斜角が微調節されている場合には、第3コンベア36、シート片16の旋回角度が正規時と僅かに異なるが、第3コンベア36の回転終了時におけるシート片16の両側端(旋回終了後の搬送側前、後端)は、常に第2コンベア17上に既に移載されているシート片16の搬送側前、後端と平行となる。
【0029】
次に、第3コンベア36のコンベアベルト35が走行し、シート片16が第3コンベア36から第2コンベア17の上流端部に移載される。その後、第3コンベア36は帯状部材12の切断方向と平行になるまで揺動し、一方、第2コンベア17が作動してシート片16を下流側(前方)に向かって搬送する。そして、前記シート片16の搬送側前端が接合手段18まで搬送されると、帯状プライ19の後端に前記シート片16が接合手段18により接合されて継ぎ足される。その後、帯状プライ19は所定長に切断され成形ドラムにベルトプライとして巻き付けられる。
【0030】
ここで、前記帯状部材12の切断角度Sを変更する場合には、切断手段15を、前後方向に対する傾斜角が変更後の切断角度Sと同一となるまで、長手方向中央を中心として水平面内で揺動させる。このとき、サーボモータ43を作動させることで第3コンベア36を帯状部材12の切断方向と平行になるまで回転させる。このようにすれば、変更された切断角度Sに応じて第3コンベア36によるシート片16の旋回角度が変更され、第2コンベア17にはシート片16が常に所望の姿勢で搬送されるようになる。このように切断角度Sの変更に対しては、第3コンベア36によるシート片16の旋回角度を変更するだけで対処することができ、この結果、第2コンベア17を揺動させるための広い設置スペースが不要となって、省スペース化を図ることができるとともに、容易に作業能率を向上させることもできる。
【実施例2】
【0031】
図4はこの発明の実施例2を示す図である。この実施例においては、移動フレーム21の水平部21bにシリンダ25のヘッド側端を軸受55を介して回転可能に支持するとともに、該シリンダ25の中央部外周にガイドロッド28が摺動可能に挿入された外歯車56を固定している。また、前記水平部21bにサーボモータ57を取付けるとともに、このサーボモータ57の出力軸58の先端(下端)に前記外歯車56に噛み合う外歯車59を固定している。このようにすれば、前記実施例1における第3コンベア36、回転機構47を省略することができる。
【0032】
そして、この実施例においては、前記昇降プレート27、吸着カップ29がシート片16を吸着保持することができる保持機構60を構成し、また、外歯車56、サーボモータ57、外歯車59が該保持機構60を垂直軸回りに回転させる回転機構61を構成し、さらに、前記移動フレーム21、スライドベアリング22、シリンダ25、シリンダ32が保持機構60を第1コンベア11と第2コンベア17との間で移動させる移動機構62を構成する。また、これら保持機構60、回転機構61、移動機構62は全体として旋回搬送手段63を構成するが、このような保持機構60、回転機構61、移動機構62から旋回搬送手段63を構成すれば、旋回搬送手段63を構造簡単で安価とすることができる。
【0033】
そして、このような旋回搬送手段63を用いてシート片16を第1コンベア11から第2コンベア17に旋回させながら搬送するには、まず、移動フレーム21を切り出されたシート片16の直上まで移動させた後、シリンダ25により昇降プレート27を下降させ吸着カップ29をシート片16に押し付けるとともに、該吸着カップ29によりシート片16を吸着保持する。次に、シリンダ25により昇降プレート27、シート片16を上昇させた後、シリンダ32により移動フレーム21を前方に移動させ、シート片16を第2コンベア17の上流端部直上まで移送する。その後、シリンダ25により昇降プレート27を下降させるとともに、シート片16を吸着カップ29から離脱させ、第2コンベア17上に移載する。
【0034】
この移送の途中において、サーボモータ57によりシリンダ25、昇降プレート27を回転させることで、シート片16をその面内において切断角度Sに対応した所定角度だけ旋回させ、シート片16の両側端(旋回終了後の搬送側前、後端)を、第2コンベア17上に載置されているシート片16の搬送側前、後端と平行とする。
【0035】
ここで、シート片16の形状に若干の狂いが生じている場合には、撮像手段54、制御手段が旋回前にその狂いを検出し、その検出結果に基づいて前述したシリンダ25、昇降プレート27の回転角度(シート片16の旋回角度)を微調節する。これにより、シート片16の形状に若干の狂いが生じていても、容易にシート片16の両側端(旋回終了後の搬送側前、後端)を、第2コンベア17上に載置されているシート片16の搬送側前、後端と平行とすることができる。なお、他の構成、作用は前記実施例1と同様である。
【0036】
なお、前述の実施例1においては、回転台として第3コンベア36を用いたが、この発明においては、搬送機能を有しないターンテーブルを用いるようにしてもよい。この場合には、移送機構50を用いて旋回済のシート片16をターンテーブルから第2コンベア17に移送したり、あるいは、移送機構50とは別の移送機構を設け、該移送機構を用いて移送するようにすればよい。また、前述の実施例においては、吸着カップ29によってシート片16を吸着保持するようにしたが、この発明においては、帯状部材12に埋設されている補強コード13がスチールから構成されているときには、消磁機構付きの永久磁石あるいは電磁石によってシート片16を吸着保持するようにしてもよい。
【0037】
さらに、前述の実施例においては、帯状部材12を長手方向に対して斜めに切断してシート片16を切り出すようにしたが、この発明においては、長手方向に対して直角に(幅方向に)切断して矩形のシート片16を切り出し、このシート片16を90度旋回させながら第2コンベア17に移載するようにしてもよい。また、前述の実施例においては、多数本の平行な補強コード13をゴム被覆することで帯状部材12を構成するようにしたが、この帯状部材12はゴムのみから構成したものでもよい。
【産業上の利用可能性】
【0038】
この発明は、帯状部材を搬送しながら切断する産業分野に適用できる。
【図面の簡単な説明】
【0039】
【図1】この発明の実施例1を示す一部が破断された概略平面図である。
【図2】図1のI−I矢視断面図である。
【図3】図1のII−II矢視断面図である。
【図4】この発明の実施例2を示す図2と同様の一部破断矢視図である。
【符号の説明】
【0040】
11…第1コンベア 12…帯状部材
15…切断手段 16…シート片
17…第2コンベア 36…回転台
50…移送機構 51…旋回搬送手段
54…検出手段 60…保持機構
61…回転機構 62…移動機構
S…切断角度
【特許請求の範囲】
【請求項1】
第1コンベアによって長手方向に搬送された帯状部材の始端部を、切断角度が変更可能な切断手段により切断してシート片を切り出す工程と、旋回搬送手段により切り出されたシート片を保持した後、該シート片をその面内において前記切断角度に対応した所定角度だけ旋回させるとともに、前記第1コンベアから離れて設置された第2コンベアまで搬送し、該第2コンベアの上流端部上に移載する工程と、前記移載されたシート片を第2コンベアによって下流側に搬送する工程とを備えたことを特徴とする帯状部材の搬送切断方法。
【請求項2】
帯状部材を長手方向に搬送する第1コンベアと、前記帯状部材の始端部を切断して帯状部材からシート片を切り出すことができるとともに、その切断角度を変更可能な切断手段と、第1コンベアから離れて設置され、前記シート片を下流側に搬送する第2コンベアと、切り出されたシート片を保持した後、該シート片をその面内において前記切断角度に対応した所定角度だけ旋回させるとともに第2コンベアまで搬送し、該第2コンベアの上流端部上に移載する旋回搬送手段とを備えたことを特徴とする帯状部材の搬送切断装置。
【請求項3】
前記第1、第2コンベアを直列配置した請求項2記載の帯状部材の搬送切断装置。
【請求項4】
前記旋回搬送手段を、垂直軸回りに回転することで、載置されているシート片を旋回させることができる回転台と、シート片を第1コンベアから回転台へ、また、回転台から第2コンベアへ移送することができる移送機構とから構成した請求項2または3記載の帯状部材の搬送切断装置。
【請求項5】
前記旋回搬送手段を、前記シート片を保持することができる保持機構と、該保持機構を垂直軸回りに回転させる回転機構と、前記保持機構を第1コンベアと第2コンベアとの間で移動させる移動機構とから構成した請求項2または3記載の帯状部材の搬送切断装置。
【請求項6】
前記切り出されたシート片の形状を検出する検出手段を設け、該検出手段による検出結果を基に旋回搬送手段によるシート片の旋回角度を微調節するようにした請求項2〜5のいずれかに記載の帯状部材の搬送切断装置。
【請求項1】
第1コンベアによって長手方向に搬送された帯状部材の始端部を、切断角度が変更可能な切断手段により切断してシート片を切り出す工程と、旋回搬送手段により切り出されたシート片を保持した後、該シート片をその面内において前記切断角度に対応した所定角度だけ旋回させるとともに、前記第1コンベアから離れて設置された第2コンベアまで搬送し、該第2コンベアの上流端部上に移載する工程と、前記移載されたシート片を第2コンベアによって下流側に搬送する工程とを備えたことを特徴とする帯状部材の搬送切断方法。
【請求項2】
帯状部材を長手方向に搬送する第1コンベアと、前記帯状部材の始端部を切断して帯状部材からシート片を切り出すことができるとともに、その切断角度を変更可能な切断手段と、第1コンベアから離れて設置され、前記シート片を下流側に搬送する第2コンベアと、切り出されたシート片を保持した後、該シート片をその面内において前記切断角度に対応した所定角度だけ旋回させるとともに第2コンベアまで搬送し、該第2コンベアの上流端部上に移載する旋回搬送手段とを備えたことを特徴とする帯状部材の搬送切断装置。
【請求項3】
前記第1、第2コンベアを直列配置した請求項2記載の帯状部材の搬送切断装置。
【請求項4】
前記旋回搬送手段を、垂直軸回りに回転することで、載置されているシート片を旋回させることができる回転台と、シート片を第1コンベアから回転台へ、また、回転台から第2コンベアへ移送することができる移送機構とから構成した請求項2または3記載の帯状部材の搬送切断装置。
【請求項5】
前記旋回搬送手段を、前記シート片を保持することができる保持機構と、該保持機構を垂直軸回りに回転させる回転機構と、前記保持機構を第1コンベアと第2コンベアとの間で移動させる移動機構とから構成した請求項2または3記載の帯状部材の搬送切断装置。
【請求項6】
前記切り出されたシート片の形状を検出する検出手段を設け、該検出手段による検出結果を基に旋回搬送手段によるシート片の旋回角度を微調節するようにした請求項2〜5のいずれかに記載の帯状部材の搬送切断装置。
【図1】


【図2】
【図3】
【図4】

【図2】
【図3】
【図4】
【公開番号】特開2006−298603(P2006−298603A)
【公開日】平成18年11月2日(2006.11.2)
【国際特許分類】
【出願番号】特願2005−124869(P2005−124869)
【出願日】平成17年4月22日(2005.4.22)
【出願人】(000005278)株式会社ブリヂストン (11,469)
【Fターム(参考)】
【公開日】平成18年11月2日(2006.11.2)
【国際特許分類】
【出願日】平成17年4月22日(2005.4.22)
【出願人】(000005278)株式会社ブリヂストン (11,469)
【Fターム(参考)】
[ Back to top ]