
Fターム[3F105CB01]の内容
ウェブの巻戻、送給、巻取、異常等の制御 (5,794) | 制御対象 (258) | 電動機 (191)
Fターム[3F105CB01]の下位に属するFターム
Fターム[3F105CB01]に分類される特許
101 - 120 / 160
薄板状材料のスリッター装置およびその装置による薄板状材料のスリッター方法

【課題】 裁断された製品を常時同一条件で巻取ることができ、巻き仕上りの優れた製品が安定して得られる薄板状材料のスリッター装置およびその装置による薄板状材料のスリッター方法を提供する。
【解決手段】 薄板状材料のスリッター装置10を、薄板状材料11からなる原反11Aを繰出方向に沿って所定幅に裁断して形成された複数条の製品11Bをそれぞれ巻取る構成とし、原反11Aを繰出す原反繰出し機12と、原反繰出し機12から繰出される原反11Aの移動速度を検出するエンコーダ15と、原反11Aを所定幅に裁断し複数条の製品11Bを形成する原反裁断機13と、複数条の製品11Bをそれぞれ巻取る製品巻取り機14と、巻取り回転速度を検出するエンコーダ27と、製品11Bの巻取り回転数と原反11Aの移動速度を略同期させる制御装置30と、を備えたものとした。
(もっと読む)
ぺーパーロール作製装置

【課題】本発明は、トイレットペーパー、キッチンペーパー、ティシュペーパー等、のように薄葉紙の少なくとも一枚を巻回したぺーパーロール作製装置に関するものである。
【解決手段】コアシャフトは、一対の巻取ロールの間に載置されており、前記一対の巻取ロールの回転により、薄葉紙が巻回される。ターレットは、前記一対の巻取ロールおよびコアシャフトが複数個、所定間隔で装着された状態で、所定速度の回転運動を行う。コアシャフト装着手段は、前記ターレットの回転運動に連動して上下することにより、前記コアシャフトを所定位置である前記巻取ロールの間に装着する。前記カッターは、前記ターレットの回転運動に連動して上下するとともに、前記コアシャフトに巻回された前記薄葉紙の端部を切断する。制御手段は、前記一対の巻取ロール、コアシャフト、ターレット、ライダーロール、コアシャフト装着手段、およびカッターの移動および速度を制御する。
(もっと読む)
印刷機の運転方法および印刷機
【課題】 ウェブの張力を迅速に安定させることを可能とし、損紙を低減して経済性を向上することができる印刷機の運転方法および印刷機を提供すること
【解決手段】 ウェブ7経路上に複数のローラが設けられ、これらローラにより前記ウェブ7が搬送されるとともに該ウェブ7に対して印刷シリンダにより印刷が行なわれる印刷機の運転方法において、前記ウェブ7経路上に設けられたローラのうち、前記ウェブ7の張力に対して影響を与えるローラの少なくとも一つを前記ウェブ7に対して着状態とし、かつ印刷シリンダを脱状態とした状態で、ウェブの張力を上昇させる張力付与運転を行ない、この運転の後で、前記ウェブを加速して印刷可能状態とする。これにより、ウェブ7の張力が迅速に安定し、損紙を低減することができる。
(もっと読む)
ストリップ材料を貼付するための方法および装置
本発明は、ストリップ材料を基部へ貼付する方法および装置に関する。特に、本発明は、基部への弾性材料の細長いストリップの自動貼付に関する。本発明はさらに、ウェザーストリップシールなどのシールストリップを基部へ貼付する装置および方法に関する。細長いストリップを駆動手段5によって前進させ、貼付ユニット9によって基部へ位置決めする。細長いストリップ1の応力を、駆動手段と貼付ユニット9との間の領域に位置決めされた応力制御ユニット8によって制御する。 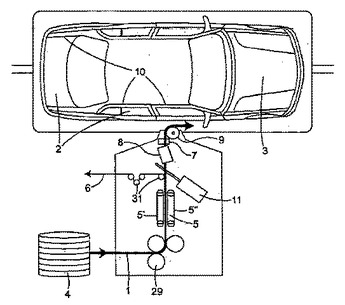 (もっと読む)
(もっと読む)
搬送フィルムの搬送機構の制御方法
【課題】搬送フィルムの搬送をその張力が常時安定して定値であってしかも搬送フィルムの交換を容易にできる制御方法を提供する。
【解決手段】加工装置16に連続した搬送フィルム4を間欠的に搬入し搬出するため、前記加工装置16の搬入側に前記搬送フィルム4の巻き出しロール6を設け、前記加工装置16の搬出側に前記搬送フィルム4の巻き取りロール9を設けた搬送フィルムの搬送機構の制御方法において、前記巻き出しロール6と前記巻き取りロール9を、前記搬送フィルム4に張力が生ずるように、サーボモータ7,10によって相互に逆回転方向に駆動し、前記搬送フィルム4の相互に逆方向の牽引力が常時平衡するように前記両サーボモータ7,10をトルク制御した状態で、前記巻き出しロール6と前記巻き取りロール9との間の前記搬送フィルム4をニップロール14により駆動して前記搬送フィルム4を搬送する。
(もっと読む)
巻取装置および巻取方法
【課題】 本発明は、元ロールから引き出された印字領域と非印字領域とを有した連続シートの非印字領域にシールを貼着することができる巻取装置および巻取方法を提供することを課題とする。
【解決手段】
連続シート51の先端から搬送させる搬送手段7と、連続シート51の先端を検出する先端検出手段8と、連続シート51の先端から巻き取る巻き芯Mを設けた巻取手段9と、端止めシールSを繰出す繰出手段21と、を備えた巻取装置1において、
端止めシールSと連続シート51との重合長を予め設定する設定手段と、を備え、連続シート51を搬送させて、先端検出手段8により連続シート51の先端を検出した時から連続シート51の搬送量を計測して、予め設定された重合長に達したタイミングで端止めシールSを巻取手段9に向けて繰り出すように演算する演算手段と、を設けたことを特徴とする巻取装置1にある。
(もっと読む)
輪転印刷機およびその運転方法
【課題】 安価で、かつ、低速運転時にウェブに発生するしわを確実に防止し得る輪転印刷機を提供することを目的とする。
【解決手段】 搬送されるウェブ17に印刷する印刷部7と、印刷部7の上流側に設けられ、ウェブ17の張力を調節して下流側へ搬送するインフィードドラグ21と、印刷部7の下流側に設けられ、ウェブ17をインフィードドラグ21の搬送速度以上の搬送速度で搬送する冷却ドラグ39と、ウェブ17の張力を制御する張力制御部61と、が備えられている輪転印刷機1であって、張力制御部61には、冷却ドラグ39とインフィードドラグ21との搬送速度差が、印刷時における冷却ドラグ39とインフィードドラグ21との搬送速度差よりも小さくされる張力緩和運転モードTMが備えられていることを特徴とする。
(もっと読む)
インクジェット記録装置
【課題】 制御演算内の摩擦補償に対して、搬送対象となる記録媒体の紙幅情報から初期負荷補正手段を推定する。初期負荷補正手段*負荷補正手段*ロール紙残量補正手段から最終的な摩擦補償量を求め、制御演算の応答特性を高める。
【解決手段】 給紙経路として、カセット給紙、ロール紙給紙、手差し給紙など様々な搬送経路をもつインクジェット記録装置において、様々な状態から変化する負荷状態の変化を判断し、搬送ローラ駆動系を安定して駆動することで、記録媒体の安定した搬送を実現し、高い製品品質も持った記録装置を提供する。
(もっと読む)
巻き取り制御方法
【課題】アキュームレータの小容量化及びウェブ材の張力安定化に寄与する巻き取り制御方法を提供する。
【解決手段】アキュームレータの目標位置に対する現在位置の偏差とウェブ材の走行速度とに基づいて上記偏差が小さくなるように巻取ボビンの目標巻取速度を決定し、この目標巻取速度とウェブ材の走行速度とに基づいて巻取ボビンの巻き太り径を算出し、この巻き太り径と目標巻取速度とから巻取ボビンの目標回転速度を決定する。
(もっと読む)
印刷装置、搬送装置、及び印刷方法
【課題】巻き取りによる媒体の搬送を適切に制御できる印刷装置を提供する。
【解決手段】媒体ロール20を用いる印刷装置10であって、媒体ロール20を回転可能に保持する繰り出しローラ102と、媒体ロール20から繰り出された媒体30に印刷を行う印刷部112と、印刷部112により印刷がされた媒体30を巻き取る巻き取りローラ108と、媒体30を巻き取る方向に巻き取りローラ108を回転させるモータ122と、媒体ロール20から順次繰り出される媒体30の搬送量を検知する搬送量検知部114と、巻き取りローラ108に巻き取られたロール状の媒体30の径である巻き取りローラ径を、搬送量検知部114が検知する搬送量に基づいて算出するローラ径算出部116と、ローラ径算出部116が算出する巻き取りローラ径に基づき、モータ122の出力を制御する出力制御部118とを備える。
(もっと読む)
画像記録装置
【課題】待機状態における搬送ローラ対での記録媒体の保持力を適正にする。
【解決手段】搬送ローラ対40は、ロール状に巻回された巻回部2aから巻き解きつつ用紙2を搬送する搬送状態と、用紙2を搬送しないで挟持する待機状態とを取り得る。搬送ローラ対40は、コントローラ20で制御されるDCサーボモータ54により駆動される。コントローラ20は、用紙供給部4に装填された用紙2の幅サイズ、厚さ及び巻回部2aの巻径に基づいて、待機状態における搬送ローラ対40での用紙2の保持力が適正になるように、DCサーボモータ54のパラメータである比例ゲイン係数を制御する。
(もっと読む)
記録装置
【課題】ロール状に巻かれた記録用紙の使い始めから使い終わりまでの間で、記録品質の差異を低減する。
【解決手段】紙送りモータ21から第1歯車23、第2歯車24及び第3歯車25を介して紙送りローラ19aに動力を伝達して記録用紙PをX方向に間欠送りするとともに、間欠送りされる記録用紙Pに記録ヘッド5からインク滴を吐出して記録を行うインクジェット記録装置1であって、第1検出センサ45及び第2検出センサ47によって検出されるロール部26の大きさに基づいて、紙送りモータ21の紙送りステップ数を変化させる。
(もっと読む)
画像読取装置
【課題】ロールフィルムの安定した搬送を行い、ロールフィルムの光学的な読み取りを可能とする。
【解決手段】フィルム供給部22にロールフィルム送出手段23を付設し、フィルム排出部24にロールフィルム収納手段25を付設する。ロールフィルム送出手段23及びロールフィルム収納手段25は、ロールフィルムRの撓み検出手段と速度検出手段とを備え、ロールフィルムRの撓み具合に応じて、ロールフィルムRの送出速度及び巻取速度を制御する。
(もっと読む)
印字装置
【課題】印字部での騒音を大幅に低減できる印字装置を提供する。
【解決手段】ロール紙11を挟持して搬送するローラ対14、ロール紙11に印字を行なう印字部17、ローラ対14を介して供給されるロール紙11を印字部17の印字位置に搬送するプラテンローラ161を有し、制御部20の指示によりローラ対14及びプラテンローラ161を駆動制御してローラ対14と印字部17の間を搬送されるロール紙11の張力を可変可能にする。
(もっと読む)
マンドレル及びマンドレルの制御装置
【課題】マンドレルからのコイル材の繰出し又は巻取りの際にコイル材がセンサに接触する回数を減らし駆動モータのON・OFF回数を減少させるよう制御する。
【解決手段】プレス機の送り装置にコイル材を繰り出すマンドレルはコイル材のループの上限位置への接触・離間を検出するループセンサと組合わされる。コイル材のループが上限・下限センサに接触・離間した際のON・OFF信号の時間間隔を用いて演算を行い、マンドレルの駆動モータの回転数を補正し、マンドレルからのコイル材の繰出し量と送り装置の送り量をバランスさせる。
(もっと読む)
ラベル媒体搬送方法、ラベル媒体搬送装置、及び印刷装置
【課題】安価、小型で、小型の装置でも対応可能な低消費電力の駆動源を用いることがで
き、不必要な電力の消費を抑制することができる、ラベル媒体搬送方法、ラベル媒体搬送
装置、及び当該ラベル媒体搬送装置を備える印刷装置を提供する。
【解決手段】ラベル媒体搬送方法は、帯状の基材に複数のラベルが間隔を隔てて列状に貼
付けられたラベル媒体に当該ラベル媒体を搬送するための搬送力を加える搬送ローラを圧
接させてラベル媒体を搬送するラベル媒体搬送方法であって、搬送ローラがラベル媒体の
基材にラベルが貼り付けられた部分に圧接しており、搬送ローラを第1の駆動力で駆動す
る、第1駆動力搬送ステップと、搬送ローラが基材のラベルが貼り付けられていない部分
に圧接しており、搬送ローラを第1の駆動力とは異なる第2の駆動力で駆動する、第2駆
動力搬送ステップと、を有する。
(もっと読む)
商品ウェブのウェブ張力調整
【課題】高い製品体積と商品ウェブの種類の切換時の低いコストのもとで、製品クオリティの上昇を可能にする、商品ウェブのウェブ張力の調整方法を提供すること
【解決手段】調整ループパラメータを定めて、ウェブ張力調整部によって、搬送装置によって動かされている商品ウェブのウェブ張力を調整する方法であって、前記ウェブ張力調整部の調整ループパラメータを、関数としておよび/または複数の支持箇所で設定可能な特性曲線に従って定めること。
(もっと読む)
シート搬送装置および画像形成装置
【課題】ロール紙を巻き取る際の撓み量を適切に保つ。
【解決手段】画像形成装置100は、転写部3においてロール紙に染料を転写する転写処理を行う。転写処理を行うに際して、フィードローラ21は矢印Cの方向に回転する。フィードローラ21が回転を開始してから所定の時間が経過した後に、供給軸11が矢印Aの方向に回転してロール紙を巻き取る。このとき、供給軸11が回転を開始するタイミングは、計測部6の計測結果に応じて決定される。計測部6はロール紙の外径を算出するためのセンサである。供給軸11は、ロール紙の外径が大きいほど回転する時間が短くなり、ロール紙の外径が小さいほど回転する時間が長くなるように制御されている。
(もっと読む)
モーター制御装置
【課題】 シート材の送り速度等の影響を受けることなく、負荷の慣性力に起因したモーターのトルク変動を自動的に補償することができるモーター制御装置を提供する。
【解決手段】 目標トルクに対応する電流をモーターに流して負荷を駆動するモーター制御装置であって、モーター(2)の回転角加速度(β)を検出する回転角速度検出手段(25)と、負荷である送出しロール(7)の慣性モーメントと回転角加速度(β)とに基づいて、送出しロール(7)の慣性力によるモーター(2)の出力トルクの変動分を演算する変動トルク演算手段(22)と、モーター(2)の出力トルクの変動分に基づいて、この変動分が補償されるようにモーター(2)の目標トルクを補正する目標トルク補正手段(23)と、を備える。
(もっと読む)
巻取設備の制御方法
【課題】 一対の巻取機と巻戻機とから構成される巻取設備に好適な制御方法を提供する。
【解決手段】 巻取材料の過渡的な伸縮などに起因して巻取側に速度リプルが発生すると、この速度リプルをパルスエンコーダ(PE)と速度・位置信号処理器14aとローパスフィルタ14bとハイパスフィルタ14cとにより検知し、検知した速度リプルに基づく値を上位コントローラ15からのトルク設定値から減算してなる永久磁石同期電動機(SM)への新たなトルク指令値は、前記巻取側では前記電動機(SM)へのトクル設定値は駆動トルク(すなわちプラス極性)であることから、前記速度リプルをダンピングさせるトルク設定値となり、従って、このダンピング量を調整することにより、巻取材料の速度をより安定にした巻取制御が実現できる。
(もっと読む)
101 - 120 / 160
[ Back to top ]