
Fターム[3F111DA07]の内容
線条材料の張力調整 (1,009) | 張力、速度制御(検出量) (170) | 線条材の速度、加速度 (30) | 繰出しパッケージの周速 (11)
Fターム[3F111DA07]に分類される特許
1 - 11 / 11
線条体送出装置およびその方法
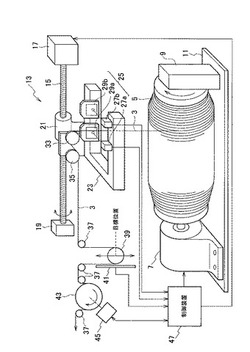
【課題】小型軽量化した線条体送出装置及びその方法を提供する。
【解決手段】送出モータ7がボビン5を回転駆動することにより、線条体3がボビン5から送出される。線トラバース機構13は、ボールネジ15と、ボールネジ15を正逆両方向に回転駆動するボールネジ駆動モータ17と、ボールネジ15により左右方向へ滑動するスライダ21と、キャリア23を備える。スライダ21に接続されたキャリア23には、ガイドプーリ33,35が軸支されるとともに、位置検出器25が設けられている。ボビン5から送出された線条体3の方向は、ガイドプーリ33,35によりボビン軸方向と平行な方向へ変換される。位置検出器25は、線条体3のボビン軸方向の位置を検出し、制御装置47は、位置検出器25の検出信号によりボールネジ駆動モータ17を駆動し、ダンサプーリ39が目標位置となるように送出モータ7を駆動する。
(もっと読む)
テンション装置

【課題】線速検出用エンコーダを用いることなく、線速や線材送出し長さを推定する。
【解決手段】テンションプーリと、テンションアームと、アーム角度を検出する角度検出部と、テンションプーリを回転させるモータと、角度検出部が検出したアーム角度と、入力される目標アーム角度とに応じてモータの駆動を制御して、巻線の繰り出す速度を増減させる制御部とを備えるテンション装置であって、角度検出部において検出したアーム角度信号と、モータの回転速度信号とを入力し、アーム角度信号と、回転速度信号と、テンションプーリとテンションアームの配置位置情報とに基づき巻線の線速を演算によって求めて推定線速信号を出力する線速推定部と、推定線速信号を入力し、推定線速信号を積分することにより巻線の巻取り長さを求めて推定巻取り長さ信号を出力する推定巻取り長さ推定部とをさらに備えた。
(もっと読む)
線材張力調整装置
【課題】 線材引き出し速度の急激な加減速があっても、線材に作用する張力を安定させることができる線材張力調整装置を提供する。
【解決手段】 線材が巻掛けられる送り出し用プーリ21と、この送り出し用プーリ21を回転駆動して上流側にある線材を下流側へ送り出すサーボモータ22と、送り出し用プーリ21よりも下流側に配設され、下流側から引っ張られて引き出される線材の張力を検出する張力検出部50と、送り出し用プーリ21よりも下流側に配設され、下流側から引っ張られて引き出される線材の移動速度を検出する速度検出部40とを備える。そして、速度検出部40で検出された線材の移動速度に基づきサーボモータ22の回転速度を制御するとともに、張力検出部50で検出された線材の張力に基づきサーボモータ22の回転速度を補正することにより、送り出し用プーリ21から送り出された線材の張力を調整する。
(もっと読む)
リール装置
【課題】大型化することなく巻き取り長さを長くすることができるリール装置を得る。
【解決手段】線状体を巻き取るリール本体8を回転可能に支持すると共に、リール本体8と同軸上に回転軸18を配置し、線状体16をリール本体8に巻き取る方向に付勢する付勢部材20の一端をリール本体8側に他端を回転軸18側に接続する。そして、線状体16の引き出し・巻き取りを検出するセンサ28と、回転軸18を回転駆動する電動モータ24と、回転軸18の回転を規制する規制機構22とを設ける。更に、センサ28により検出される線状体16の引き出し・巻き取りに応じて電動モータ24を制御して回転軸18をリール本体8の回転方向と同方向に回転させ、リール本体8の回転に回転軸18の回転を追従させる。
(もっと読む)
細線供給装置
【課題】 細線に真直性を与え、細線の安定供給を可能とする細線供給装置を提供すること。
【解決手段】 マグネットワイヤーの細線1bを所定の位置に送り出す細線供給装置において、一つは、細線を把持する第一チャック2bと第二のチャック2eを配置し、両チャックで細線を把持した状態でチャック間の距離が広がるようチャックを移動させ、細線を塑性域まで延伸する細線供給装置である。二つ目は、第一の送り出しローラー3cとその前方に配置した第二の送り出しローラー3dに周速差をつけることで、細線を連続的に塑性域まで延伸しながら送り出す細線供給装置である。
(もっと読む)
糸巻き掛け装置
【課題】各部の振動を生じにくくすることができ、一対の円筒状部材に対する糸の巻き掛け状態に乱れが生じないようにすることができる糸巻き掛け装置を提供する
【解決手段】ボビン3と、糸1を繰り出す回転駆動部Mと、糸1の先端部1Aを保持する保持部4と、張力付与部5と、一対の円筒状部材101,102を支持するテーブル29と、糸挿通部6を一対の円筒状部材101,102の周りに回転させて糸1を一対の円筒状部材101,102に巻き掛ける糸巻き掛け機構7と、張力検出手段8と、回転駆動部Mを制御する制御手段9とを備え、糸挿通部6は円運動しながらを糸1を巻き掛け、張力付与部5は第1テンションローラ21と第2テンションローラ22とを備え、ガイドリング50の軸芯方向の中心G1とボビン3の軸芯03との間の鉛直方向の長さL1が、ボビン3に巻回された糸1のロール径の最大値の3倍以上に設定されている。
(もっと読む)
リール巻取り装置およびリール巻取り方法
【課題】線材が弛んで櫛歯部に絡まるのを防ぐ。
【解決手段】複数本の線材Wを、リール軸O方向に並べた状態でリール軸O回りに回転させられたリール11に向けて移送することにより、リール11に巻き取るリール巻取り装置10であって、リール軸O方向に間隔をあけて複数配置された櫛歯12aを有するとともに、リール11よりも線材Wの移送方向Aの上流側に配置されて、リール軸O方向で隣り合う一対の櫛歯12a同士の間を複数本の線材Wが各別に通過可能に構成された櫛歯部12が設けられ、この櫛歯部12とリール11との間に、複数本の線材Wのうち少なくともリール軸O方向の両端に位置する線材Wを、リール軸O方向から見たこの装置10の側面視において前記移送方向Aに交差する方向で挟む一対のローラ13、14が配置されるとともに、これらのローラ13、14のうちの少なくとも一方は回転可能に設けられている。
(もっと読む)
テンション装置
【課題】材料の供給元としての第1ボビンでの巻き状態や巻き径に影響されず、高精度なテンション付与を可能としたテンション装置を提供する。
【解決手段】第1ボビン1から引き出され第2ボビン10によって巻き取られる材料Yに適宜のテンションを付与するためのテンション装置は、材料引出部Aと材料巻取部Bとを備える。材料引出部Aは第1ボビン1と引出プーリ2とを備える。材料巻取部Bは第2ボビン10とテンションプーリ11とを備える。材料引出部Aと材料巻取部Bとを連接するための前記材料接続部Mにおいて材料Y上にはダンサー20が載置されている。
(もっと読む)
電磁ブレーキ式定張力発生装置
【課題】リールの回転を停止することなく、線状材料のリール上の巻き径の減少に応じて変化する線状材料の張力を一定の目標値に保つ。
【解決手段】制御手段22により、回転軸12aがリール14の回転軸と連結されたモータ12の、端子間の短絡電流を、PWM制御に係るスイッチング素子20を用い任意に制御して、モータ12に発生する制動力を調整する。そして、線状材料16のリール14上の巻き径の減少に応じて変化する線状材料16の張力を、満巻き状態から巻芯に至るまで、常に一定の目標値に保つ。線形材料の張力を調整するための、リールの制動力の調整機構が、機械的調整手法による必要がないので、機械系部品の交換が必要なく、また、リールの回転を停止することなく制動力を調整することが可能であることから、線状材料16の張力を、常に最適値に保つことができる。
(もっと読む)
巻返機の停電における張力制御方法
【課題】 停電や電圧低下で糸弛みや糸切れなく停止させるビーム巻返機の制動方法を提供する。
【解決手段】 巻返機はビームスタンドの張力と巻取張力の制御を必要とし、スタンドはパウダーブレーキで制御する。巻取機の駆動はインバータモータやサーボモータで行い、巻取張力はスタンドの張力をティークアップロールで増減して調整する。パウダーブレーキの電流は比較的小さく小型の無停電電源装置が使用できる。ティークアップロールと巻取用のモータ電源は大きな容量が必要なのでフリーランの状態にして常状態の約半分の減速時間で停止させる。セクションビーム側もこれと同期して停止させる減速補償電圧を与え、スタンド部分の張力と巻取張力を確保する。糸張力でセクションビームの惰性回転による糸の乱を防ぐためパウダーブレーキの電圧を漸減して少し糸弛みを与えて停止させる。巻取側にはワンウェィークラッチが入れてあり巻取ビームは逆転しない。
(もっと読む)
線状の用具の巻き取りを制御するシステムおよび方法
本発明の好ましい実施形態は、給水ホースなどの線状の用具を繰り出すときに使用者を補助し得る自動リールを含む。自動リールは、制御システム(200)を含み、制御システム(200)は、モータ制御装置(224)を有し、このモータ制御装置(224)は、線状の用具が引っ張られたこと、または線状の用具の張力が増加したことを検出し、線状の用具を繰り出すようにモータ(222)を回転させ得る。いくつかの実施形態では、モータ制御装置(224)は、線状の用具の繰り出された部分の長さを追跡しかつ/または線状の用具の終端部分を後退させるときモータ(222)の巻き取り速度を減速する。  (もっと読む)
(もっと読む)
1 - 11 / 11
[ Back to top ]