
Fターム[3H111EA01]の内容
Fターム[3H111EA01]の下位に属するFターム
成形加工 (364)
金属加工によるもの (23)
加熱、冷却を伴うもの (101)
加圧、減圧を伴うもの (11)
2つ以上の部材の接合を伴うもの (180)
繊維やストリップ等を巻くもの (67)
製造装置との関連の深いもの (25)
他に分類されない機械加工によるもの (12)
Fターム[3H111EA01]に分類される特許
21 - 32 / 32
合成鋼管及びその製造方法

【課題】膨張コンクリートによる内面ライニングを施した合成鋼管において、ライニング層及び外殻鋼管の厚さを大きくすること無く、その耐荷力を増大させることができる合成鋼管及びその製造方法の提供。
【解決手段】外殻鋼管1の内面に膨張コンクリートからなるコンクリートライニング層7を備えてなる合成鋼管において、外殻鋼管1の内面にその円周方向に連続させた円周方向リブ3を、外殻鋼管1の軸心方向に一定間隔を隔てて一体に突設し、その円周方向リブ3の高さと同等又はそれ以上の厚さのコンクリートライニング層7を備える。
(もっと読む)
短繊維入りゴム製筒体の製造方法

【課題】ホースの柔軟性を低下させることなく、短繊維がホース長手方向に配向したものよりも優れた耐摩耗性を有する短繊維入りゴム製筒体の製造方法を提供する。
【解決手段】長さ方向に短繊維2が配向した短繊維入り未加硫ゴム製筒体3を螺旋状にカットしてテープ状に切り出し、得られた未加硫ゴムテープ5を立てた状態でマンドレル6の外周面に螺旋状に巻回して未加硫ゴム層7を形成し、その後、該未加硫ゴム層7を加硫することを特徴とする。
(もっと読む)
ゴムホース及びゴムホースの製造方法
【課題】基端側の曲げ変形を抑えて座屈を防止する副補強コード層の形成が容易なゴムホースの提供。
【解決手段】筒状ゴム膜9に、主補強コード層10と、筒状ゴム膜9の基端付近を補強する副補強コード層13a、13b、13c、13dとを埋設する。副補強コード16を螺旋状に巻き付けながら、ホース中心軸方向に複数回往復させて、副補強コード層13a、13b、13c、13dを形成する。共通の副補強コード16によって複数の副補強コード層13a、13b、13c、13dを連続して形成する。副補強コード層13a、13b、13c、13dの形成の自動化が図れる。
(もっと読む)
流体輸送用チューブ及びその製造方法
【課題】耐屈曲性に優れる流体輸送用チューブ及びその製造方法を提供すること。
【解決手段】熱可塑性エラストマー又はそれを含む組成物からなる流体輸送用チューブの製造方法であって、押出成型する押出成型工程と、該工程で得られた成型品を押出方向に最大引張り率が30%以上となるまで引張る引張工程とを含む流体輸送用チューブの製造方法である。
(もっと読む)
ホースに関する改良
本発明は、漏出なく使用することができ、かつ以前達成可能であったものよりも長い長さ及び/又は直径を有する、複合ホースに関する。複合ホース(10)は、内部及び外部の螺旋状に巻いたワイヤ(22,24)の間に配置される可撓性材料の管状本体(12)を含む。ホース(10)は、管状本体(12)が軸力を受ける場合、管状本体(12)の変形を減少するように構成される軸強化手段(20)をさらに含む。軸強化手段が軸力を受ける場合、軸強化手段(20)は、管状本体の少なくとも一部に半径方向内向きの力が与えられるように構成される。ホース(10)は、30mを超えた長さ及び400mmを超えた直径を有することができる。また、非金属マンドレルの使用を含む、該ホース(10)の製造方法及び製造装置を記載している。 (もっと読む)
高耐圧ホースの製造方法
【課題】長さ方向端部の拡径時にホース体に座屈が生じるのを防止でき、かつ、面倒なホース本体の後処理工程が不要となる高耐圧ホースの製造方法を提供する。
【解決手段】内面側層13、補強層15及び外面側層17を積層した、全長にわたって同一の内径、外径及び肉厚を有するホース体31を形成し、ホース体31を保持型33で保持しておく。そして、ホース体31の長さ方向端部側にマンドレルを押し込み、長さ方向端部側を拡径する。保持型33の収容部43をホース体31を圧迫して収容するように形成しておき、かつ、収容部43に逃し凹部45を設けておく。
(もっと読む)
筒状成形体
【課題】作業性よく製造できるとともに、強度的にも、耐久性にも優れ、見栄えのよい筒状成形体を提供する。
【解決手段】帯状金属板1aを曲成して筒状体とし、該筒状体の対向する端部を隙間を介して内方に折り曲げ、折り曲げ片11a、11bを形成し、上記隙間と対向する折り曲げ片11a、11bとを含む筒状体の内面を発泡樹脂層2aで被覆するとともに、外面を硬質樹脂層3で被覆し、上記折り曲げ片11a、11bを繋合してなる筒状成形体P。好ましくは、上記筒状体の外面を発泡樹脂層2bで被覆し、さらに該発泡樹脂層2bの外周面が上記硬質樹脂層3で被覆される。
(もっと読む)
ホース及び該ホースの製造方法
【課題】先端に拡径部を有するパイプに容易に装着することのできるホースを提供する。
【解決手段】先端に拡径部210を有するパイプ200に外嵌して装着されるホース100を、パイプ200に装着される側の開口端に切欠110が設けられたものとして、パイプ200に装着する際に、拡径部210を切欠110に係止した状態で押し込むことができ、パイプ200に容易に外嵌できるようにした。切欠110の形状は、特に限定されず、V字形状や多角形状であってもよいが、略U字形状に設けると好ましい。
(もっと読む)
ホースの製造方法
【課題】 整列性に優れるとともに、乱れや毛羽立ち、めっきの剥離などの不良のない補強層が得られるホースの製造方法およびこれにより得られるホースを提供する。
【解決手段】 金属ワイヤーまたは繊維糸の編組からなる補強層を少なくとも有するホースの製造方法である。金属ワイヤーまたは繊維糸10に防錆油および/または潤滑油5を付着させた後、編組を編み上げる。防錆油および/または潤滑油としては、例えば、鉱物油を用いることができる。金属ワイヤーまたは繊維糸の編組からなる補強層を少なくとも有し、上記ホースの製造方法により製造されたホースである。
(もっと読む)
螺旋管
管の部分の中心線がほぼ螺旋の経路をたどる管であって、前記螺旋の振幅が前記管の内径の半分以下である前記部分を含む管。流体がそのような管の中を流れるとき、流体は旋回する。このことは、流体が面内で撹拌されるという改良点、滞留時間が極めて一様になる等の多くの利点を提供する。発明はまた、そのような管を製造する様々な方法に及ぶ。 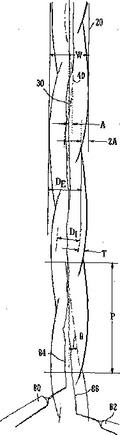 (もっと読む)
(もっと読む)
ホースの製造方法
【課題】 ホースマークの耐久性を従来になく向上することができるホースの製造方法を提供する。
【解決手段】 内層側から、内面ゴム層、補強層、外面ゴム層およびマーク層を順次備えるホースの製造方法である。内面ゴム層、補強層および外面ゴム層を順次形成して未加硫ホース20を作製する未加硫ホース作製工程と、未加硫ホース20の外面ゴム層5表面に、マーク層6が印刷された樹脂フィルム11を積層する積層工程と、未加硫ホース20上の樹脂フィルム11表面に、シーツ12をラッピングするラッピング工程と、シーツ12がラッピングされた未加硫ホースを加熱して、外面ゴム層5とマーク層6とを接着する接着工程と、外面ゴム層5表面からシーツ12および樹脂フィルム11を剥離する剥離工程と、を含む。
(もっと読む)
可撓性耐油液ホースおよび該ホースの製造方法
【課題】 注液ホースとして適正な柔軟性を確保し、持ち運ぶときの作業性を向上でき、油液の積み卸し作業等を効率的に行うことができるようにする。
【解決手段】 注液ホース11を、カーボンが含有されたゴム材料を用いて筒状に形成された内側のゴム層15と、ゴム層15の外周側に巻回して設けられたゴム引きコード層17,19と、これらのゴム引きコード層17,19の間に螺旋状に巻回して設けられた金属製のワイヤ18と、ゴム引きコード層19の外側に位置しポリプロピレン等の樹脂テープを多層巻きして形成された樹脂層20と、樹脂層20の外側に巻回して設けられた保護層となる樹脂製の外被21と、この外被21の外側に螺旋状に巻回して設けられた金属製の外ワイヤ22とにより構成している。
(もっと読む)
21 - 32 / 32
[ Back to top ]