
Fターム[3H130ED01]の内容
非容積形ポンプの構造 (71,514) | 方法 (1,243) | 製造、加工方法 (551)
Fターム[3H130ED01]に分類される特許
41 - 60 / 551
ポンプ及び空気調和装置及び床暖房装置及び給湯装置及びポンプの製造方法
【課題】ポンプ用羽根車に組み付けられた摺動部品を強固に保持し、摺動部品の位置ずれ及び空回りを抑制し、また、摺動面の平面度を確保することで、ポンプの品質向上を図る。
【解決手段】この発明に係るポンプは、他端に羽根車を取付ける羽根車取付部を備える回転子部と、羽根を備える羽根車と、を有する回転子を備え、羽根車は、ケーシングの吸入口付近に設けられた環状凹部に配設された摺接部材と摺接する摺動部品を熱可塑性樹脂で一体成形し、同時に熱可塑性樹脂で前面シュラウドが形成されるものであって、摺動部品は、熱可塑性樹脂もしくはセラミックで形成され、羽根車の環状の突出部に相当する摺動部と、前面シュラウドの一部を形成し、摺動部の反対面に放射状に伸びる所定の形状の複数の突起を有する鍔部と、を備え、熱可塑性樹脂による一体成形時に、突起が熱可塑性樹脂で埋設されて、摺動部品が熱可塑性樹脂で保持されることを特徴とする。
(もっと読む)
ターボ式血液ポンプ及びその製造方法

【課題】血栓の形成を効果的に回避可能な構成を有し、しかも、製造工程の煩雑さを回避可能な簡潔なハウジング構造とする。
【解決手段】インペラ5の複数のベーン6の一部はその内周端が回転軸7と結合し、各ベーンの外周端は環状連結部8に結合している。ハウジング1の底部壁を上方に突出させて形成された台座18は、環状連結部の内部空間に対応する円筒状である。ハウジングは上部材24と下部材25に分割形成され、上部材の周縁部は下方に伸びて接合円筒壁24aを形成し、下部材は、ポンプ室の底部を形成する底部壁25a、及び斜め上外方に延在する側部壁25bを含む。下部材の側部壁の周縁部は上部材の接合円筒壁の基端部の内側に嵌合し、当接箇所に形成された凹部に接着剤26が充填されている。
(もっと読む)
ターボ式血液ポンプ及びその製造方法
【課題】上下部材に分割され両部材間に磁石が装着された構造のインペラに、簡潔な製造工程により両部材を確実に接着可能な接合構造を設ける。
【解決手段】インペラ22の複数のベーン6の一部の内周端は回転軸7と結合し、各ベーンの外周端は環状連結部23に結合している。環状連結部とインペラ下部材25の間に複数個の従動磁石12が装着され、ロータに装着された駆動磁石との間に磁気結合が形成される。環状連結部の裏面には、従動磁石に内側から当接する内側位置決め突起28が、内周縁から所定間隔を隔てて設けられ、インペラ下部材の外内周縁に設けられた外周壁25a及び内周壁25bが形成する環状凹部26内に、従動磁石に対する外側位置決め突起30が設けられる。インペラ下部材の外周壁及び内周壁の上端と環状連結部が互いに当接する領域に充填された接着剤27により、環状連結部とインペラ下部材が接合されている。
(もっと読む)
液体ポンプ
【課題】簡単な工程で製造でき、流路抵抗が小さく、ポンプ効率の向上した液体ポンプを提供する。
【解決手段】液体ポンプ100は、シャフト10を軸受11を介して回転自在に支持する第1ハウジング20と、シャフト10の一端に固定されたインペラ30と、第1ハウジング20の開口端面に結合された第2ハウジング21とを備え、軸受11及びシャフト10は、第1ハウジング20にインサート成形により一体成形されたものである。第1及び第2ハウジング20、21は、それぞれの開口端面に設けられた環状溝部24に充填された樹脂材23によって互いに結合され、環状溝部24に充填された樹脂材23は、開口端面に沿って、第1及び第2ハウジング20、21の外周面まで延在している。
(もっと読む)
金属加工方法
【課題】金属材料内部に短時間で複雑な形状の通路を形成する金属加工方法を提供する。
【解決手段】金属材料の内部に、前記金属材料の一端から他端へ貫通する通路を形成する金属加工方法であって、前記通路を形成する範囲に対し、前記金属材料の一端と他端とを連通する貫通孔8を設ける第一工程と、当該貫通孔8の内面の一部を覆う電気絶縁層を設ける第二工程と、前記電気絶縁層を設けた前記貫通孔8に放電ワイヤW1を挿通させる第三工程と、前記放電ワイヤW1に通電し、該放電ワイヤW1と前記貫通孔8の内面における前記電気絶縁層が存在しない非絶縁部9との間で放電を行い、前記非絶縁部9の加工を行なう第四工程とを備える。
(もっと読む)
軸流圧縮機及びその改造方法
【課題】単一段の可変静翼を有する軸流圧縮機から可変静翼を複数段に容易に改造することができる。
【解決手段】圧縮機の径方向に延びる自己の回転軸2周りに回転し翼角度が調整可能な可変静翼3からなる複数段の静翼翼列1と、複数段の静翼翼列1にそれぞれ連結され、対応する静翼翼列1の可変静翼3をそれぞれ回転駆動させる複数のリング11a,11bと、複数のリング11a,11bのそれぞれに対応して設けた複数のレバー12a,12bと、複数のレバー12a,12bを回動可能に支持するとともに、圧縮機軸の延在方向に延び当該複数のレバー12a,12bを固定的に連結して一体化する回転軸13と、複数のリング11a,11bとこれらに各々対応するレバー12a,12bとを連結する複数の連結棒14a,14bと、複数のレバー12a,12bのうち初段の静翼翼列1に対応するものに連結したシリンダ15とを備えたことを特徴とする。
(もっと読む)
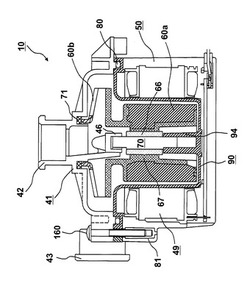
ガス化システムに使用するポンプ
【課題】ガス化システムに使用する、耐摩耗性が強化されたポンプを提供する。
【解決手段】ポンプ80は、入口84及び出口86を有する筺体82と、筺体内に支持されるロータ88とを備える。ロータは、ハブ90と、ハブ区画によって離間され、固体炭素質原料を搬送するための複数の搬送路を画定する、複数のディスク92とを備えて構成される。ポンプは、固体炭素質原料に隣接する内部原料対向面を画定し、内部原料対向面の少なくとも一部が、イオンの埋め込み及び浸透、或いはその他の被覆法を用いて塗布された被膜で覆われている。
(もっと読む)
回転機械の静翼ユニット、回転機械の静翼ユニットの製造方法及び回転機械の静翼ユニットの結合方法
【課題】設計値に対する精度が高い静翼ユニットを得ることを課題とする。
【解決手段】中心軸周りに複数の静翼部材10が配列され、各静翼部材10の外周側に形成された外側シュラウド12が周方向に連続すると共に相互に結合された回転機械の静翼ユニット9であって、前記周方向に延びると共に前記複数の静翼部材10の外側シュラウド12に対して前記中心軸が延在する主軸方向の一方側から当接する第一バンド部材20と、前記周方向に延びると共に前記複数の静翼部材10の外側シュラウド12に対して前記主軸方向の他方側から当接する第二バンド部材30と、第一バンド部材20と第二バンド部材30とを締め付けて複数の静翼部材10の外側シュラウド12を結合する締結部材40と、を備えることを特徴とする
(もっと読む)
インペラの製造方法
【課題】コストの増加を回避しながら作業効率の向上を図ることができるとともに高強度のインペラを取得することが可能なインペラの製造方法を提供する。
【解決手段】インペラ材11の傾斜曲面12の外周側から径方向内側に向かっての所定範囲である外周側領域16に対して、流路に対応する金型21,21を用いた鍛造加工を周方向に順次施すことにより、流路となる部分に溝部13を形成するとともにブレードとなる部分に立ち上げ部14を形成する鍛造工程を行う。
(もっと読む)
インペラの製造方法
【課題】継手部分の靭性を確保しながらインペラをろう付け法により得る。
【解決手段】本発明は、少なくとも2つのインペラ構成部材の接合部分にNiを含有するAu合金からなるろう材を配置した組付け体に熱サイクルを施すインペラの製造方法に関する。この熱サイクルの昇温過程は、昇温速度が20〜100℃/hr.であるとともに、温度を維持する、第1の中間保持と第2の中間保持を備え、第1の中間保持は500〜850℃の温度域で行われ、第2の中間保持は850〜950℃の温度域(ただし、850℃を含まず)で行われる。また、第2の中間保持の後の950℃を超える温度域では、第2の中間保持の前よりも遅い速度で昇温が行われる。
(もっと読む)
流体機械羽根の製造方法
【課題】三次元的に湾曲した平面を有する、複雑な形状の翼本体の表面又は内部への穴加工を容易に行うことができる流体機械羽根の製造方法を提供する。
【解決手段】流体機械の翼部材10の全部又は一部となる平面状の板状部材1に穴2・3を形成する工程と、この穴に充填物を詰めた状態で前記板状部材1を羽根形状となるように曲げ加工する工程と、から流体機械羽根100を製造する。
(もっと読む)
2軸式ガスタービンの改造方法
【課題】所定の条件で設計された2軸式ガスタービンを、タービン入口の燃焼ガス流量を異ならしめるような燃料もしくはヒートサイクルに適用する際に、性能の低下を最小限に抑えつつ、信頼性を維持する。
【解決手段】空気を圧縮する圧縮機2と、圧縮機2で圧縮された空気と燃料とを混合燃焼させる燃焼器6と、燃焼器6で生成された燃焼ガスによって駆動される高圧タービン7と、高圧タービン7を駆動した燃焼ガスにより駆動される低圧タービン9と、圧縮機2と高圧タービン7を接続する第1回転軸8と、低圧タービン9の回転軸である第2回転軸11を有する2軸式ガスタービンを、天然ガスや重油を用いて運転することを想定した基準設計に対して、圧縮機2の環帯面積を縮小させるとともに、低圧タービン9の入口静翼を変更するようにする。
(もっと読む)
インペラ及びこれを備えたロータ並びにインペラの製造方法
【課題】製造コストを低く抑えることの可能なインペラを提供する。
【解決手段】内周側部品20と外周側部品30との二つの部品からインペラ10を構成する。内周側部品20は、円筒状に成形する。外周側部品30は、内周側部品20の外周面21に外嵌される環状円盤31と、該環状円盤31の軸線O方向他方側を向く面に周方向に間隔をあけて複数設けられて径方向に向かって延びる流路を形成するブレード40と、複数のブレード40を軸線方向他方側から覆い、内周側部品20が径方向に間隔をあけて軸線O方向に挿通する挿通孔53を有するカバー50とを一体成形により形成する。
(もっと読む)
インペラの製造方法
【課題】ろう付け不良を低減でき、かつ、熱処理時間を短縮することができるインペラの製造方法を提供することを目的とする。
【解決手段】本発明は、少なくとも2つのインペラ構成部材の接合部分にNiを含有するAu合金からなるろう材を配した組付け体15に熱サイクルを施す際に、円筒状の第1加熱部21と、第1加熱部21と一体的に形成される円盤状の第2加熱部22とからなる加熱治具20を組付け体に配置する。加熱治具20は、カーボンなどの熱伝導率が高い材料から構成される。組付け体15の軸孔16に第1加熱部21を挿入し、組付け体15を第2加熱部の上部にスペーサを介在させて載置して熱サイクルが施される加熱炉1に挿入する。熱サイクルの昇温過程において、第1加熱部21は組付け体15を内周側から加熱する。これにより、組付け体15の温度分布の均一化が達成される。
(もっと読む)
インペラ及び流体ポンプ
【課題】燃料ポンプ、特に、タービン型燃料ポンプを提供する。
【解決手段】回転用に駆動された出力軸18を備えた電気モータ14と、前記モータ14の前記出力軸18に接続されたポンプアセンブリと、を備えた流体ポンプ10であって、前記ポンプアセンブリが、第1のキャップ26及び第2のキャップ28と、それらの間に収容されたインペラ22と、1以上のポンプチャンネル46,48とを有し、前記インペラ22は、前記モータ14の前記出力軸18によって回転駆動され、前記インペラ22には、前記1以上のポンプチャンネル46,48に通じる複数のベーンが設けられ、前記各ベーンは、根部分及び先端部を有し、前記根部分の基部から前記先端部の外側端までの線が、前記インペラの回転方向に対して0〜30°の角度で、前記回転軸24から前記根部分の前記基部まで延在する線の後を追う、流体ポンプ10を提供する。
(もっと読む)
ターボ機械のためのロータ
【課題】ターボ機械のためのロータを提供する。
【解決手段】ロータは、シャフトに固定された羽根車を含む。羽根車は、ボア及び座ぐり穴を含む。シャフトは、ボアとの締まり嵌めを形成し、かつ座ぐり穴に接着される。更に、ロータを製造する方法。
(もっと読む)
インペラの製造方法
【課題】強度及び性能の低下を防止し、さらに生産性に優れたインペラを提供すること。
【解決手段】軸心線Cに対して傾斜することでベース部11に対する背面18を有する複数の羽根12を、背面18に対応するベース部11の範囲を少なくとも有する間隔でベース部11の上面に一体に配置させた本体部材10と、カバー部材30とを、羽根12に設けられた凸部13とカバー部材30に設けられた孔部33とを融着させることで構成されている。
(もっと読む)
羽根車の成形型および羽根車の成形方法
【課題】導入路を囲む羽根が湾曲し、かつ導入路が外周側(高さH01)、中心側(H02>H01)で傾斜して形成される羽根車を、支障なく樹脂で一体成形する。
【解決手段】導入路を成形する多数の単位金型30は放射求心に移動し、成形の第1位置、後退の第2位置をとる。単位金型30は第1単位金型31と第2単位金型41とからなり、先端32a、43aを重ねてA状態として(先端高さH=H02 )は羽根車を成形する(a)。成形が完了したならば、第2単位金型41のみをG方向に回転して、第2単位金型41が収容部35に後退したB状態をとり(先端高さH<H01)、第1単位金型31に取り付けた操作具75の第1係止突起79を第2単位金型の係止溝71に係止してB状態を維持する(b)。この状態で、成形した羽根車から単位金型30を放射状に抜いて、第2位置をとることができる。
(もっと読む)
インペラ、電動送風機の製造方法及び電気掃除機
【課題】生産性に優れ、経済的にも環境的にも好ましく、かつ性能ばらつきの小さい電動送風機を提供する。
【解決手段】2枚のシュラウド20と、複数のブレード21とで構成され、前記ブレード21に、前記シュラウド20に加締めて固定するための爪部22を複数個設け、前記シュラウド20には前記爪部22が挿入できる角穴23を複数個設けてなるインペラ4において、前記ブレード21の外周先端部24を前記2枚のシュラウド20で形成された空間より外に突出させたもので、飛び出たブレード21の外周先端部24の切削量を調整するだけで、インペラ4自体にかかる空気抵抗(負荷)を変化させ、電動送風機(図示せず)の性能を任意に調整して、性能ばらつきの小さい電動送風機を実現できるので、生産性の向上が図れると共に、分解、廃棄することがないため経済面、環境面での向上も図れるものである。
(もっと読む)
インペラ製造方法、インペラ及び過給機
【課題】機械加工においてインペラを製造するにあたり、加工時間の増加を抑制しつつ、よりインペラの耐久性を向上させて寿命を向上させる。
【解決手段】ベース部の周縁における、翼の回転方向上流側の立ち上がり位置から直近の山部までの距離Lと、当該山部の高さdと、当該山部の立ち上がり位置におけるベース部の厚みtと、当該山部斜辺の曲率半径Rとの4つパラメータを、インペラの耐久性を満足するように設定する。
(もっと読む)
41 - 60 / 551
[ Back to top ]