
Fターム[3J023EA02]の内容
軸(棒・管)立て構造と接着・溶接・溶着による結合 (1,344) | 非機械的接続手段 (204) | 溶接 (52)
Fターム[3J023EA02]に分類される特許
1 - 20 / 52
パネルの接合構造
車体部材の接合構造
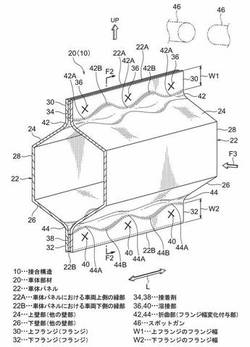
【課題】隣り合う溶接部の間において接着剤に凹部が形成されることを抑制する。
【解決手段】車体部材の接合構造10では、上フランジ30の基端部に折曲部42が形成されている。この折曲部42は、複数の溶接部36の各々と上フランジ30の延びる方向にオーバラップする部位42Aよりも複数の溶接部36の間の中央部と上フランジ30の延びる方向にオーバラップする部位42Bの方が曲率半径が大きくなるように構成されている。そして、この折曲部42により、上フランジ30における基端部から先端部までのフランジ幅W1は、複数の溶接部36の各々が形成された部分よりも複数の溶接部36の間の中央部の方が狭くなるように変化されている。従って、スポット溶接時に、隣り合う溶接部36の間においてスポットガン46の圧力が低くなっても、隣り合う溶接部36の間において接着剤34が一対の上フランジ30における基端部側と先端部側とに行き渡る。
(もっと読む)
溶接継手構造

【課題】 パイプの外周壁と貫通孔の内壁との間に形成される隙間をパイプ周方向に対して均一にすると同時に、パイプと被取付部材(フランジ)との溶接品質を向上させることができる溶接継手構造を提供する。
【解決手段】本発明に係る溶接継手構造1では、排気パイプ10がヘッドフランジ30に形成される貫通孔31に挿入された状態で、排気パイプ10の端部11とヘッドフランジ30とが溶接される。この排気パイプ10は、貫通孔31を形成する内壁32に当接してパイプ径方向に位置決めされる径方向位置決手段(例えば、エンボス100)を備える。
(もっと読む)
接合物およびその製造方法
【課題】製造コストを低減できる接合物およびその製造方法の提供。
【解決手段】接続部材21の棒状部材22が接続される位置に棒状部材22の外径よりも小径の筒状の開口穴33を形成し、開口穴33の開口端部38をプロジェクションとし、棒状部材22が開口穴33に挿入された状態でプロジェクション溶接により棒状部材22と接続部材21とを接合する。
(もっと読む)
部材の固定構造
【課題】ギヤ部材とシャフト部材との固定の耐久性維持や固定の精度維持を可能とする部材の固定構造を提供する。
【解決手段】ギヤ部材1とシャフト部材3とを固定する部材の固定構造であって、シャフト部材3に設けられた外周圧入面13及びギヤ部材1に設けられ外周圧入面13に圧入された内周圧入面15とからなる圧入部5と、圧入部5とは異なる箇所で、シャフト側接合面37とギヤ側接合面25とが軸方向に互いに当接して溶接結合された接合部7と、圧入部5と接合部7との間でギヤ部材1側とシャフト部材3側との間に形成された空隙部9と、シャフト部材3のフランジ部33に設けられ圧入部5と接合部7との間で空隙部9を外部に開放する連通路11とからなることを特徴とする。
(もっと読む)
溶接部の遅れ破壊特性並びに静的強度特性に優れた自動車用構造部材、および、その製造方法
【課題】高強度鋼板と溶接ナットまたは溶接ボルトとがプロジェクション溶接されてなり、溶接部の遅れ破壊特性並びに静的強度特性に優れた自動車用構造部材およびその製造方法を提供する。
【解決手段】高強度鋼板1と溶接ナットまたは溶接ボルトとがプロジェクション溶接によって接合され、溶接ナットまたは溶接ボルトは下面側が高強度鋼板1との接合面とされたフランジ部を有し、接合面に略半球状のプロジェクション部が設けられ、さらに、縦断面においてプロジェクション部の略半球状の円弧と接合面とが交差してなす半円の弦上の中心をCとし、プロジェクション部の半径をR(mm)としたとき、中心Cから3Rの距離の範囲内に凹部を有し、凹部はプロジェクション部の周囲に局所的に設けられ、凹部の合計体積がプロジェクション部の合計体積の0.7〜1.3倍の範囲である。
(もっと読む)
溶接ナット部を有する自動車用構造部材及びその製造方法
【課題】優れた遅れ破壊特性及び高い静的強度を得ることが可能な、溶接ナット部を有する自動車用構造部材及びその製造方法を提供する。
【解決手段】溶接前の引張強さが1100MPa以上の高強度鋼板1にピアス孔11を設け、該ピアス孔11の中心11aと溶接ナット2のねじ孔22の中心22aとが概略一致した状態で、高強度鋼板1と溶接ナット2とを加圧しながら通電加熱を行うプロジェクション溶接によって各々が接合されることで得られるものであり、溶接ナット2は、高強度鋼板1との接合面2aに略半球状のプロジェクション部21が設けられており、且つ、高強度鋼板1において、溶接熱影響部13の板厚方向の深さH1と、高強度鋼板1の板厚H2との関係が、次式{H1/H2=0.05〜0.5}を満たす構成を採用している。
(もっと読む)
配管の突合せ溶接方法及び配管の突合せ溶接部の開先合わせ方法並びにそれらの方法に用いる管端矯正帯
【課題】配管突合せ溶接継手の溶接開先合わせ作業を、容易且つ外径の異なる配管に容易に適用できるようにする。
【解決手段】楕円化した配管1と配管2との突合せ溶接継手部に、管端矯正布3を巻き付け、管端矯正布締付機4にて簡単矯正布3の両端を締付けることで、配管1と配管2の長径部分を縮径する矯正力が太い矢印のように各配管1,2に加えて、配管1と配管2の外径を真円に近く合わされ、その後、管端矯正布3に設けられたスリットより、配管1と配管2との間の溶接開先に溶接を施す。
(もっと読む)
棒状部材と板状部材の結合構造および結合方法
【課題】溶接接合箇所を極力少なくしても所要のトルク伝達が可能な、しかも板状部材の剛性が高く、かつポストめっきを行わなくても耐久性、耐食性を維持できる棒状部材と板状部材の連結構造を低コストで製造する。
【解決手段】端部外面に凸部を形成した断面円形の棒状部材と、2枚の板状部材を準備し、板状部材の先端部に、前記断面円形の棒状部材の外周と嵌合する半円状の切り欠き部を形成するとともに、当該切り欠き部の外側にそれぞれ半抜き加工により前記凸部と嵌合する凹部を設け、2枚の板状部材を前記凹部が互いに断面円形の棒状部材端部の凸部を包み込むように重ね合わせた後、2枚の板状部材同士および凸部と凹部の間を固着する。
(もっと読む)
桝目格子体の固定構造及びこれを用いる固定金具
【課題】 縦横の鋼線をその交点で溶着して、1面を開口し5面を格子面としたパネル状乃至ボックス状の桝目格子体を形成し、これを壁面、枠体等の取付基体に金具固定する。
【解決手段】 金具固定する格子面や固定角度によって取付基体3に面する縦横の鋼線11の内外位置が逆転するように異なる場合もその固定をなし得るように、一対の固定片21間に突出配置した突出基部22の幅方向に湾曲した離隔一対の鋼線支持片25を配置するとともに該鋼線支持片25間に鋼線受入溝28を配置した固定金具2を形成し、鋼線支持片25に対して、これに平行な鋼線11を被嵌支持し、これに直交する鋼線11を上記鋼線受入溝28に受入れるか、遊嵌の被嵌支持による取付基体22側の余裕空間に受入れて、桝目格子体Aの金具固定を行う。
(もっと読む)
食器洗浄機の板部接合構造及び食器洗浄機の板組構造の製造方法
【課題】シール材を用いずとも隙間腐食を防止することができると共に、低コストで行うことができ且つ製造効率に優れる食器洗浄機の板部接合構造を提供する。
【解決手段】ケーシング3の一方の側板311等の一方の板部と、ケーシング3の上板32等の他方の板部とを備え、一方の板部における外縁部の端面の一部に、他方の板部における外縁部の内側側面が当接され、レーザー溶接により他方の板部における外縁部を外側側面側から溶かし込んで、他方の板部における外縁部と一方の板部における外縁部とが溶着される食器洗浄機の板部接合構造であり、前記溶着箇所の内側部分には溶着の溶融による溶接ビード35が形成されるようにすると好適である。
(もっと読む)
押し込みまたは接着せずに部品を固定するシステム
【課題】有効な塑性領域を伴わない材料で製造された部品を軸に対して、押し込みまたは接着技術を使用せずに固定するシステムを提案すること。
【解決手段】本発明は、部品(7)における軸穴(8)を貫通する軸(3)上の固定デバイス(11)を含む、有効な塑性領域を伴わない材料で製造される前記部品(7)を固定するシステム(9)に関する。本発明によれば、固定デバイス(11)は、前記部品において軸穴(8)と連通する凹部(4)と、部品(7)の運動を軸(3)の運動と一体化させるように、軸(3)に取着され、凹部(4)の形状に少なくとも部分的に適合する固定手段とを含む。
本発明は時計製造の分野に関する。
(もっと読む)
操作ペダル、および重ね合わせ溶接方法
【課題】操作ペダルを構成している2つの部材が重ね合わされて溶接される場合に、入熱量のアンバランスに起因する接合不良や熱歪の発生を抑制する。
【解決手段】ペダルアーム14のボス取付筒部32g、34gよりも外側へ突き出す軸方向の端部40a、40bの外径が小さくされることにより段差42a、42bが設けられており、そのボス取付筒部32g、34gの端縁から段差42a、42bに跨がるコーナー部分にプラズマアーク溶接が施される。このため、ボス取付筒部32g、34gとボス16との第2接合部W2に効率良く集中的に入熱することが可能で、熱歪の発生を抑制しつつ所定ののど厚Dを確保して接合強度を向上させることができる。また、段差42a、42bに連続する端部40a、40bから良好に放熱されるため、部材の溶け広がりが防止され、この点でものど厚Dの減少が抑制されるとともに、ボス16の内周面の熱歪が抑制される。
(もっと読む)
FRP製クライオスタット
【課題】FRP製クライオスタットの容器壁部にフランジ部材と共に金属製部材が貫通して取付られ、各種応力による真空リークの発生を防止できるFRP製クライオスタットを提供する。
【解決手段】
FRP製クライオスタットの容器壁部(W)に、容器壁部(W)と1つの相対する面を有するフランジ部材(F1)と、外形形状が円柱形でフランジ部材(F1)の軸方向の挿入孔(H1)に挿入して密封状態で固着され、かつ容器壁部(W)に形成された径が一定の第1ストレート孔を貫通している金属製部材(A)とからなる一体形状物(S1)が、フランジ部材(F1)外表面側から容器壁部(W)に設けられた4以上の非貫通ねじ孔に螺合する固定ボルトにより固定され、かつ容器壁部(W)とフランジ部材(F1)内表面との間に密封構造が形成されているFRP製クライオスタットであって、該密封構造がFRP層又は接着剤層を介して接合された構造である、ことを特徴とするFRP製クライオスタット。
(もっと読む)
支持部材の取付方法
【課題】主に簡易な溶接設備により支持部材を被支持部材に溶接することができ、搭載物を複数の支持点においてマウントすることが可能な支持部材を、この支持部材が溶接される被支持部材を大型化させることなく、上記被支持部材に溶接することができる支持部材の取付方法を提供する。
【解決手段】各ブラケット(支持部材)24A、24Bには複数の搭載物を取り付けるための各カラー(取付部材)40、42、各連結固定部材(取付部材)44、46が複数配置されているため、1つのブラケット24A(24B)により搭載物を複数の支持点で支持させることができる。これにより、搭載物を複数の支持点で支持させる場合において、複数のブラケットをシリンダチューブに挟持させる必要がないため、シリンダチューブ(被支持部材)14が大型化してしまうことを防止できる。
(もっと読む)
アクスルハウジングのチューブエンド分離方法とこれに使用するチューブエンド分離装置
【課題】アクスルハウジングの車軸ケース部先端に溶接されたチューブエンドを作業性良好に分離することができる。
【解決手段】ディファレンシャルギアを収容する本体部H1から左右に延出する筒状の車軸ケース部H21,H22を備え、各車軸ケース部H21,H22の先端開口に筒状のチューブエンドT1,T2を溶接固定したアクスルハウジングHにおいて、車軸ケース部H21とチューブエンドT1の間の溶接ビード部を除去した後、車軸ケース部H21を位置固定した状態でチューブエンドT1に対しその軸に交差する方向から荷重を加えて車軸ケース部H21と前記チューブエンドT1の間の溶接部を破壊し、その後、チューブエンドT1を抜き出す。
(もっと読む)
金属板接合構造
【課題】金属板部材のフランジ部及び該フランジ部の基端側に形成した曲率部と相手部材との間の接着剤によって、上記金属板部材をそのフランジ部で上記相手部材に接合した金属板接合構造において、継手強度を高くする。
【解決手段】金属板部材1の曲率部12は、第1曲率部13と、この第1曲率部13とフランジ部11の長手方向に隣接して設けられ、第1曲率部13よりも曲率半径が大きい第2曲率部14とを有している。
(もっと読む)
軸杆緩み止装置及びその組付方法
【課題】建設機械に装着するアタッチメントにおいて、可動部分を支持するため軸を本体へ組み付ける作業の効率を向上させると共に、その仕上がり状態を極めて良好にすること。
【解決手段】外筺本体1と、軸杆3と、大径内螺子部42を有し且つ被係止部43が形成された固定ナット部材4と、緩み止部材5と、接合用開口部61と係止部63と取付孔62を有する取付具6とからなること。固定ナット部材4の大径内螺子部42が前記軸杆3の外螺子部32と螺合固着され、緩み止部材5は、前記軸杆3の軸端面32aに第1固着具71により固着され、緩み止部材5が前記接合用開口部61に収納されると共に前記取付具6の係止部63と前記固定ナット部材4の被係止部43とが係止され、緩み止部材5とが溶接にて固着され、取付具6は前記固定ナット部材4に第2固着具72により固着されてなること。
(もっと読む)
ステー付き連結具
【課題】生産性に優れて低コスト化の図られたステー付き連結具を提供する。
【解決手段】ステーブラケットは、2つの部位のうちの一方を固定する第1外表面3aが形成された第1平板部2aと、他方の部位を固定する第2外表面3bが形成された第2平板部2bとを有し鋼板を曲げ加工してなる連結具本体2と、連結具本体2の裏側を補強する鋼板としてなり、第1平板部裏面6aに合さって当該裏面6aを支持する第1外縁5aと、第2平板部裏面6bに合さって当該裏面6bを支持する第2外縁5bとを有するステー4とを備える。
(もっと読む)
棒状体と板状体との結合構造および結合方法
【課題】溶接接合箇所を極力少なくしても所要のトルク伝達が可能な、かつポストめっきを行わなくても耐久性、耐食性を維持できる板状体と棒状体との結合体を低コストで提供する。
【解決手段】棒状体の端部外面に非円形部を形成するとともに、板状体の接合箇所に半抜き加工により非円形凹部を形成した後、棒状体端部の非円形部を板状体端部の非円形凹部に嵌合し、嵌合部において、棒状体端部外面と板状体表面とを溶接接合する。
(もっと読む)
1 - 20 / 52
[ Back to top ]