
Fターム[3J030BC07]の内容
歯車・カム (7,549) | 歯付部材の材料、製造方法 (1,427) | 鋳造により製造されるもの (18)
Fターム[3J030BC07]に分類される特許
1 - 18 / 18
ウォーム減速機及び電動パワーステアリング装置
【課題】歯打ち音が低減し、振動も低減し、耐久性を向上させることができるウォーム減速機を提供する。
【解決手段】ウォーム32と、ウォームホイール31とが噛合してなるウォーム減速機30である。ウォーム32はアルミダイカスト製であり、このウォームの少なくともギア歯に、硬質アルマイト処理がなされている。
(もっと読む)
終減速装置の潤滑構造

【課題】簡単な構成で潤滑油の油面を下げ、デフリングギヤが潤滑油から受ける撹拌抵抗を低減する終減速装置の潤滑構造を提供する。
【解決手段】入力軸25に連結するデフリングギヤ2と、ドライブシャフト12と一体に回転するサイドギヤ4及びサイドギヤ4と噛合するピニオンギヤ5を収納するギヤ収納室6を有し、デフリングギヤ2と一体に回転するデフケース3と、を備え、デフリングギヤ2の内部に、ギヤ収納室6と連通し、ギヤ収納室6からの潤滑油を貯溜する貯溜室33が形成されている。
(もっと読む)
エンジンの伝動装置
【課題】エンジン運転中、低負荷ギヤからの騒音の発生を抑制することができるエンジンの伝動装置を提供する。
【解決手段】高負荷ギヤ1となるクランクギヤ2から他の高負荷ギヤ1に動力を伝達する高負荷伝動ギヤトレイン3を設け、高負荷伝動ギヤトレイン3を構成する高負荷ギヤ1に、低負荷ギヤ4を噛み合わせ、高負荷伝動ギヤトレイン3の伝動力の一部を低負荷ギヤ4にも伝動できるようにした、エンジンの伝動装置において、低負荷ギヤ4と噛み合う高負荷ギヤ1に鍛造ギヤまたは鋳造ギヤを用い、低負荷ギヤ4に焼結ギヤを用いた。
(もっと読む)
機械部品、機械部品の製造方法および時計
【課題】別部品と摺動させる際に、摺動部に確実に潤滑油を供給することができるとともに、摩擦力を低減することができ、かつ、歩留りを向上することができる機械部品、機械部品の製造方法および時計を提供する。
【解決手段】電鋳により形成され、軸部を中心に回動し隣接する別部品と摺動可能に構成された機械部品において、少なくとも3つの層が積層され、前記別部品と当接する摺動面に凹部が形成され、前記凹部に対して凸となる少なくとも一つの層に山部が形成され、山部が別部品に当接可能に構成されている。
(もっと読む)
遊星減速機の内歯車固定方法及び固定構造並びに遊星減速機
【課題】 ギヤケースと内歯車を一体構造に構成することにより、圧入による精度悪化やミスアライメントの影響が無く、高精度維持が可能になるとともに、内歯車径を大きく取ることができるため、高強度な歯車諸元設計が可能である遊星減速機の内歯車固定方法及びその構造並びに遊星減速機を提供する。
【解決手段】 遊星減速機の内歯車とギヤケースを固定する方法であって、前記ギヤケース10のダイカスト鋳造時に、前記ギヤケース10の金型に、合金鋼製の環状の内歯車ブランク15Aをインサートしてから前記ギヤケース10をダイカスト鋳造することによって、前記ギヤケース10に内歯車ブランク15Aを固定し、次に、前記内歯車ブランク15A内周面に歯車加工を施して前記ギヤケース10内周面に内歯車15を取り付けることにある。
(もっと読む)
機械部品、機械部品の製造方法、機械部品組立体および時計
【課題】軸部材を嵌合する際に応力を緩和でき、かつ、生産効率を向上することができる機械部品、機械部品の製造方法、機械部品組立体および時計を提供する。
【解決手段】電鋳により形成され、軸部材126fを嵌合可能な貫通孔126kを有する機械部品126gにおいて、貫通孔の内周面に山部126mが形成され、山部の頂部126nが軸部材に当接可能に構成されている。
(もっと読む)
傘歯車の鍛造成形方法
【課題】加工工程が少なく、素材の歩留まりがよく、しかも、金型の寿命が長い鍛造成形方法を提供する。
【解決手段】第一中間成形品を成形する第一鍛造工程と、第一金型21と、第一金型21に軸線方向に対向して配置される第二金型31とで画成される密閉型彫空間内で第一中間成形品を押圧することにより、外周に歯部9を有すると共に、軸心の軸線方向一端部に軸線方向に凹む一端凹部を有する胴体部10と、胴体部10の軸線方向他端側の背面部から突出する凸部13と、を備える第二中間成形品W2を成形する第二鍛造工程とを有し、歯部9は、軸線方向一端側から軸線方向他端側に向かうにつれて大径となる歯先面を備え、第二鍛造工程における第二中間成形品W2の成形の完了時に、第二中間成形品W2の凸部13の少なくとも一部と密閉型彫空間の間に空間Sが形成される。
(もっと読む)
回転−直動変換機構およびその製造方法
【課題】歯車の強度や形状精度の低下を抑えつつ、製造コストの十分な低減が図られる回転−直動変換機構およびその製造方法を提供する。
【解決手段】回転−直動変換機構10は、サンシャフト31と、ナット51と、プラネタリシャフト41と、遊星歯車45とを備える。サンシャフト31は、中心軸201の軸方向に直線運動する。ナット51は、中心軸201を中心に回転運動する。プラネタリシャフト41は、サンシャフト31およびナット51に螺合する。遊星歯車45は、プラネタリシャフト41に設けられ、プラネタリシャフト41とともに自転しつつ中心軸201を中心に公転する。遊星歯車45は、中心軸201の軸方向に配列され、互いに連結される歯車部品145x、145yおよび145zを含む。歯車部品145は、焼結品、金属粉末射出成形品、樹脂成形品および冷間鍛造品のいずれかである。
(もっと読む)
揺動内接噛合型遊星歯車減速機
【課題】低騒音・低振動な揺動内接噛合型遊星歯車減速機を提供する。
【解決手段】内歯歯車118と、この内歯歯車118に対して噛合しつつ相対的に揺動回転する外歯歯車108と、を備えた揺動内接噛合型遊星歯車減速機100であって、内歯歯車118又は外歯歯車の少なくとも一方の歯の原材料を、オーステンパ球状黒鉛鋳鉄で構成する。
(もっと読む)
デファレンシャル機構
【課題】小型、軽量で噛み合い調整が高精度に行なえるデファレンシャル機構を提供する。
【解決手段】第3、第4の傘歯車38、39は、ギヤケース27のケース本体28の内壁面に固定された側板36に沿って組み付けられ、当該側板36との間に挿入される調整用シム42によって第1、第2の傘歯車32、33との噛み合い位置を微調整される。
(もっと読む)
かさ歯車及びその形成方法
【課題】軸部が歯車部の歯の加工作業に影響を与えることを防止でき、かつかさ歯車の使用頻度により歯車部と軸部との組み付けが緩むことも防止できるかさ歯車及びその形成方法を提供する。
【解決手段】歯車部12の筒状部18と軸部20の軸方向一方側端部との接続部位は歯車部12の歯16を加工する際の加工装置の移動軌跡線L上から退避した位置に設けられているため、軸部20が接続される前の歯車部12の歯16を歯切り加工する際に、歯車部12の筒状部18及び軸部20が加工装置の移動と干渉することを防止できる。また、歯車部12の筒状部18と軸部20の軸方向一方側端部とは接続部位において摩擦圧接により接続されているため、歯車部12の筒状部18と軸部20の軸方向一方側端部とを強固に接続することができる。
(もっと読む)
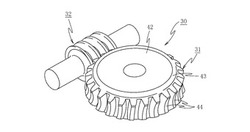
スプロケット
歯形状(15)を有するリム(12)を有する鋳造ホイール(10)と、リムの歯形状と略一致する歯形状(21)及び厚さを有するリング(20)とを備え、リングはリムに圧入され、リングは鋳造ホイールの硬度よりも高い硬度を有する金属材料を備えるスプロケット。 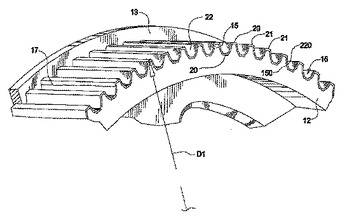 (もっと読む)
(もっと読む)
ベベルギヤの製造方法、ベベルギヤ、及びベベルギヤを用いたデファレンシャル装置
【課題】 生産性に優れた閉塞鍛造によるベベルギヤの製造方法、ベベルギヤ、及びベベルギヤを用いたデファレンシャル装置を提供する。
【解決手段】ベベルギヤ、例えばサイドギヤ31において噛み合い時に干渉しない各歯36の外端部36dにおいて軸芯31Lとほぼ直交して延在すると共に隣接する各歯36間の歯底36Bから歯先36A間に亘って各歯36を連結する円板状のリブ37を備え、リブ37の外周と対応して合わせ面61が設定された金型による閉塞鍛造によって成型する。閉塞鍛造に伴い従来バリが生じる部位をリブ37として形成し、このリブ37はギヤ機構における噛み合い時に干渉せず、ギヤ機構の噛み合い精度や円滑な噛み合いに影響することがなく、ベベルギヤからバリを除去するバリ除去工程の省略ができる。
(もっと読む)
肌焼鋼
【課題】本発明は、高精度な歯車の製造が可能な肌焼鋼を提供する。
【解決手段】連続鋳造により製造し、鋳片の径方向断面内におけるCとMnのミクロ偏析度を、夫々の元素の含有量を鋳片径方向断面上の複数の等分線上で所定の間隔で測定して求めた全ての測定点における最大値と最小値の差と、複数の等分線上の各々で隣接する測定点における含有量の差の両者で規定し、前記最大値と最小値の差が0.03%以内、隣接する測定点の含有量の差が0.02%以内、好ましくは成分組成を質量%で、C:0.10〜0.35%、Si:0.03〜2.5%、Mn:0.20〜2.50%、Cr:0.01〜2.50%、Mo:0.01〜0.70%、Ni:0.01〜2.0%、Al:0.005〜0.1%、N:0.0040〜0.0250%、必要に応じてW,V、Ti、Nb、Zr、Bの一種または二種以上を添加する。
(もっと読む)
金属クッションリングを有する非対称スプロケット組立体
スプロケット組立体は、(i)反対側にある第1及び第2軸方向面(114a、114b)から軸方向外側に突出する第1及び第2ハブ(116a、116b)と、(ii)第1及び第2ハブ間において半径方向外側に突出し、周方向で列をなして延在する複数の歯(120)とを備えるスプロケットボデイ(110)からなる。各歯は、駆動歯面(124)とコースト歯面(126)とを含む。非対称歯形を画定するため、少なくともいくつかの歯の駆動歯面及びコースト歯面は互いに異なる形状を有している。第1及び第2の金属クッションリング(112a、112b)は、それぞれ第1及び第2ハブ上で捕捉され、偏心して浮動する。歯は、同一の歯形であるか、または複数の非対称歯形であって、1つのスプロケットボデイ上に使用され、規則的、または非規則的なパターンで配置される。連続する歯の間の歯元面は、逃げとなることで歯元面と、歯元を架け渡しするローラーと、の間に間隔を形成する。  (もっと読む)
(もっと読む)
時計用車および時計
【課題】スリップトルクの安定したスリップ構造を備えた寸法精度の高い時計用車およびそれを備えた時計を提供すること。
【解決手段】 時計用車1は、歯車2と軸部材3とがバネ部4によって係合することによって構成されている。バネ部4は、歯車2の外周を基部にして内側に向かって長いアーチ状に3箇所形成され、歯車2の中心部分5に軸部材3が通る空間を形成している。バネ部4と軸部材3とは、バネ部4のバネ力により係合している。このようなバネ部4を有する歯車2は、フォトマスクに描かれた高精度なパターンを使用して、電鋳により精度良く製造される。したがって、バネ長の長いバネ力の安定したバネ部4を有する歯車2を製造でき、スリップ機構7でのスリップトルクを安定させることができる。
(もっと読む)
時計用部品、時計用組立部品、および時計
【課題】 強度があって寸法精度の高い時計用部品、時計用組立部品、およびそれを用いた時計を提供すること。
【解決手段】時計1の番車102〜106の歯車においては、寸法精度の高いフォトマスクのパターンに基づいて、直接電鋳によって製造した。したがって、いくつかの工程を経て製造される従来と比較して、歯車の寸法精度を向上させることができる。また、従来のシリコンウェハにより製造する場合に比して大きな強度を得ることができる。そして、寸法精度が高いことで歯車での中心穴の偏心を小さくできるので、歯車にて増速輪列110を構成した場合には、秒針9の指示ずれを確実に抑制でき、時刻表示精度を向上させることができる。
(もっと読む)
歯車駆動装置
【課題】オイル潤滑性能の良い歯車駆動装置を提供する。
【解決手段】 第1の歯車12と、第1の歯車12に係合する第2の歯車13と、第2の歯車13が油だめにたまったオイル15の中に一部分沈むように第2の歯車13の下に配置された油だめ24と、油だめ24から歯車12,13によって運ばれた油を収集するために、油だめより高い高さに置かれた油収集部20とを有する、自動車用の歯車駆動装置において、第1の歯車12には、少なくともその一方の側に、第2の歯車13との係合区域を越えて第2の歯車13の側まで延在し、油を上方に導くことにより油収集部20に油を収集しやすくする油案内部材18が取り付けられる。
(もっと読む)
1 - 18 / 18
[ Back to top ]