
Fターム[3J033BA15]の内容
軸・クランク・連接棒及び関連の軸受 (5,640) | 軸の構造 (1,026) | 表面処理されたもの (87)
Fターム[3J033BA15]に分類される特許
1 - 20 / 87
中空状動力伝達シャフト
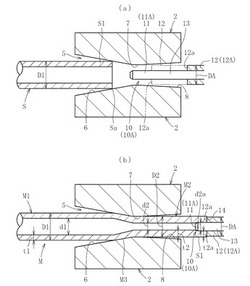
【課題】絞り加工において、絞り加工部の増肉を図りつつ、製品の振れを抑制する中空状動力伝達シャフト、ドライブシャフトアッセンブリー、プロペラシャフトアッセンブリーを提供する。
【解決手段】中空素材をダイスに送り込むことによる塑性加工の縮径によって成形された中空状動力伝達シャフトである。中空素材の送り込み開始端部に拘束治具の挿入軸部を挿入して送り込み開始端部内径を拘束しつつ素材を縮径させる。
(もっと読む)
クランクシャフトの高周波焼入方法及び高周波誘導加熱コイル

【課題】クランクシャフトの軸部とフィレット部とを均一な焼入深さで高周波焼入することができ、且つ、高周波誘導加熱コイルの製造コストを削減することが可能なクランクシャフトの高周波焼入方法及びその高周波誘導加熱コイルを提供する。
【解決手段】断面形状が長方形の加熱導体4を採用して、ギャップ比G2/G1が1.5〜3.0になるように第1コイルギャップG1及び第2コイルギャップG2を設定した。これにより、高周波誘導加熱コイル1の製作及び調整が容易であり、高周波誘導加熱コイル1の製造コストを大幅に削減することができる。さらに、ピン部2とフィレット部3とを均一に昇温させることが可能であり、その結果、クランクシャフトの被焼入部を均一な焼入深さで効率的に高周波焼入することができる。
(もっと読む)
車両
【課題】車軸の移動を規制できる車両を提供する。
【解決手段】駆動モータと、駆動モータの回転動力が伝達されるリングギア211と、リングギア211に回転可能に支持される中間ピニオン213と、中間ピニオン213と噛み合うサイドギア214をと含むデファレンシャルギア21と、一端が前記サイドギア214に結合されるとともに軸線方向の中間には半径方向外側に延出する鍔部221が形成される車軸22と、デファレンシャルギア21が内部に収容されるとともに車軸22に形成される鍔部221が収容される凹状の収容部243が外部に形成されるギアケース24と、内部に車軸22が収容されるとともに一端がギアケース24に形成される収容部243を覆うように設けられる車軸ケース25とを有し、車軸22に設けられる鍔部221の外径は、ギアケース24に形成される収容部243の内径より小さく、車軸ケース25の内径より大きい。
(もっと読む)
クランクシャフトの製造方法
【課題】クランクシャフトの複数の偏心部に熱処理を施し耐摩耗性を向上させた場合、フロント軸に対するリア軸の振れのないクランクシャフトの製造方法を提供する。
【解決手段】第1、第2偏心部に高周波の焼き入れ処理を施す(工程S11)。そして、フロント軸を研磨加工してから(工程S12)、第1偏心部を研磨加工し(工程S13)、続いて、第2偏心部を研磨加工し(工程S14)、最後に、リア軸を研磨加工する(工程S15)。
(もっと読む)
動力伝達軸の製造方法および車両用操舵装置
【課題】摺動部分に樹脂被膜を設けた動力伝達軸の製造時に、樹脂の表面をより滑らかにする。
【解決手段】外スプライン37が設けられた内軸35と、内スプライン38が内周に設けられた筒状の外軸36と、外スプライン37に設けられた樹脂被膜139と、を含む中間軸5の製造方法において、加熱なじみ工程(図4(h))では、内軸製造用中間体147の中心軸線と、外軸製造用中間体46の中心軸線とを一致させつつ、各製造用中間体46,147を調芯可能に保持する。この状態で、各製造用中間体46,147を軸方向X1に相対摺動する。これにより、樹脂被膜139の表面を均す。加熱なじみ工程では、各製造用中間体46,147の間にグリース48を介在させている。
(もっと読む)
耐ねじり疲労特性に優れた電縫鋼管及びその製造方法
【課題】ドライブシャフトとして必要とされる耐疲労特性を保証された、耐ねじり疲労特性に優れた電縫鋼管の製造方法を提供する。
【解決手段】母材部の組成が、C:0.25〜0.55%、Si:0.01〜1.0%、Mn:0.2〜3.0%、Al:0.1%以下、N:0.0010〜0.0100%を含み残部Fe及び不可避的不純物である電縫鋼管であって、電縫溶接部への溶接欠陥の投影面積である溶接欠陥面積が40000μm2未満であることを特徴とする耐ねじり疲労特性に優れた電縫鋼管。
(もっと読む)
エンジン用シャフト及びその製造方法
【課題】エンジン用シャフトを組立式として一体型の転がり軸受の使用を可能とし、内輪や外輪のずれを懸念することなく、低フリクションで、耐久性が高い、エンジン用シャフトを提供するものである。
【解決手段】組立式のエンジン用シャフトのジャーナル軸5の外径面に配置された転がり軸受4および他の軸受の内輪4a、8a、外輪4c、8c及び転動体4b、8bを鋼製とし、外輪4c、8cと転動体4b、8bは、窒素富化層を有し、表面硬度がHRC58(Hv653)以上であり、内輪4a、8aは、窒素富化層を有し、かつ残留オーステナイト結晶粒度の粒度番号が11番を超え、残留オーステナイト量が10体積%以上50体積%以下で、表面硬度がHRC58(Hv653)以上であることを特徴とする。
(もっと読む)
エンジン用シャフト
【課題】エンジン用シャフトを組立式として一体型の転がり軸受の使用を可能とし、内輪や外輪のずれを懸念することなく、低フリクションで、耐久性が高い、エンジン用シャフトを提供するものである。
【解決手段】組立式のエンジン用シャフトのジャーナル軸5の外径面に配置された転がり軸受4を、一体型の内輪4a、8aと外輪4c、8cの間に、保持器4d、8d付きのころ4b、8bを収容した一体型転がり軸受によって構成し、内輪4a、8a、外輪4c、8c、ころ4b、8bのうちの少なくとも一つの部材を、窒素富化層を有する部材で構成し、耐久性を向上させた。
(もっと読む)
後輪用ドライブシャフト
【課題】軽量で高効率、かつ低コストな後輪用ドライブシャフトを提供すること。
【解決手段】中空シャフト2の両端に等速自在継手3、4を取り付けた後輪用ドライブシャフト1において、中空シャフト2が、軸方向の全長にわたって外径5および肉厚Tがほぼ同一であることを特徴とする。
(もっと読む)
高周波焼入れ用鋼及びそれを用いて製造されるクランクシャフト
【課題】高周波焼入れ後の焼戻しを省略しても、割れが発生しにくく、かつ、優れた硬度及び耐焼き付き性を有する、高周波焼入れ用鋼を提供する。
【解決手段】
本実施の形態による高周波焼入れ用鋼は、質量%で、C:0.20〜0.34%、Si:0.20%以下、Mn:0.75〜2.0%、P:0.03%以下、S:0.20%以下、Cr:0.05〜1.2%、Ti:0.002%以上0.030%未満、Al:0.005〜0.04%、N:0.0040〜0.020%を含有し、残部はFe及び不純物からなり、式(1)を満たす。
1.20≦Mn+Cr≦2.10 (1)
ここで、式(1)中の各元素記号には、各元素の含有量(質量%)が代入される。
(もっと読む)
被膜の成膜方法
【課題】被成膜体の非成膜部位を除く部位に被膜を成膜するとともに、成膜部位における硬度の低下を抑制することが可能な被膜の成膜方法を提供する。
【解決手段】真空蒸着室30内に円柱状のプラズマ3aを発生させると共に真空蒸着室30内に材料ガスを供給し、被成膜体である第1シャフト10にパルス電圧を印加して第1シャフト10の表面にDLC膜121を形成する。第1シャフト10のDLC膜121を形成しない非成膜部位であるヨーク11には、DLC膜121を形成すべき成膜部位であるスプライン嵌合部12との間に、スプライン嵌合部12におけるDLC膜121の硬度の低下を抑制するための隔離間隔をおいて、ヨーク11を遮蔽する治具41を装着する。
(もっと読む)
皮膜を有さないクラッシュリリーフを備えた軸受
内燃機関におけるクランクシャフトの製造方法及びクランクシャフト
【課題】変形が少なく、焼入れ時間が短く、コストを安くできる内燃機関におけるクランクシャフトの製造方法及びクランクシャフトを提供する。
【解決手段】ジャーナル部2とクランクピン3とが、バランスウェイト5を有するクランクアーム4を介して交互に接続されるクランクシャフト1の製造方法において、ジャーナル部2の周面20及びクランクピン3の周面30に高周波焼入れを施すと共に、ジャーナル部2の周面20のクランクアーム4との境界点に形成されるR部分6及びクランクピン3の周面30のクランクアーム4との境界点に形成されるR部分7のそれぞれにレーザー焼入れを施す。
(もっと読む)
車両用ドライブシャフト
【課題】外周スプライン歯へのコーティング処理効率が高められつつもそのコーティングの品質が損なわれない車両用ドライブシャフトを提供する。
【解決手段】内側シャフト部34の一端部の内周面には、内周側に突設されて内側シャフト部34と第2ヨーク部36との摩擦圧接時に生じる熱を放熱するための放熱フィン54が形成されていることから、上記摩擦圧接時に生じる熱が内側シャフト部34の他端部側に形成された外周スプライン歯32に伝わり難いので、その熱に起因して外周スプライン歯32に形成されたダイヤモンドライクカーボンコーティングの密着力が低下するのを抑制することができる。そのため、第2軸38の一部である内側シャフト部34に対してコーティング処理を施すことでコーティング処理効率を高めつつも、その後の摩擦圧接時に外周スプライン歯32のコーティングの品質が損なわれるのを抑制することができる。
(もっと読む)
クランクシャフトの製造方法
【課題】 従来に比較して、高い疲労強度でありながら且つ曲げ矯正性にも優れたクランクシャフト部材を与えるための製造方法を提供する。
【解決手段】曲げ矯正ステップを経て供与されるクランクシャフトの製造方法である。所定成分組成の鋼を1100℃以上の温度で粗鍛造する熱間鍛造ステップと、機械加工によりクランクシャフト形状を与える機械加工ステップと、クランクシャフト形状のR角部の表面に冷間圧延加工を与える表面圧延ステップと、軟窒化処理を施す軟窒化処理ステップと、を含むことを特徴とする。
(もっと読む)
クランクシャフトの製造方法及びクランクシャフト
【課題】高強度鋼材を用いながら、加工精度を向上させた高強度クランクシャフトの製造方法を提供する。また、高強度鋼材を用いながら、鍛造荷重を低減することにより生産コストの増加を抑えた高強度クランクシャフトを提供する。
【解決手段】少なくともMo及びVを含み、Mo+V≧0.2wt%以上を含有する高強度鋼材を用いた高強度クランクシャフトの製造方法において、高強度鋼材を鍛造する鍛造工程と、鍛造工程の後、高強度鋼材を加工し、第1の温度においてN2ガスまたは大気中で高強度鋼材の加工歪を開放する歪開放処理工程と、歪開放処理工程後、第2の温度においてNH3ガス中で窒化処理を行い炭窒化物を析出させる窒化処理工程とを行う。
(もっと読む)
中空シャフトおよび等速自在継手
【課題】端部のスプライン近傍の小径部(外周面が平滑面とされた小径部)の静捩り強度や捩り疲労強度を向上させることができ、しかも低コスト化を図ることが可能な中空シャフトおよびこのような中空シャフトを用いた等速自在継手を提供する。
【解決手段】中空シャフト1は、管状素材から塑性加工により成形され、焼入硬化処理されたものである。焼入硬化処理が浸炭焼入処理であって、浸炭焼入処理後において、その一部に局部加熱処理による軟化部を形成した。
(もっと読む)
鋳鉄鋳造部品およびその製造方法
【課題】製造コストを上げることなく、高い強度、強靭性および耐摩耗性を有する鋳鉄のクランクシャフトを提供する。
【解決手段】本発明は、鋳鉄鋳造部品、特に、オースフェライトからできている第一層(3)、およびオースフェライトとトルースタイトからできている内部(5)に隣接する第二層(4)を有するクランクシャフト(1)に関する。
(もっと読む)
調質型軟窒化部品
【課題】優れた曲げ矯正性と高い疲労強度を有する調質型軟窒化部品の提供。
【解決手段】生地の鋼材が、質量%でC:0.25〜0.40%、Si:0.10〜0.35%、Mn:0.60〜1.0%、P:0.08%以下、S:0.10%以下、Al:0.05%以下、Cr:0.30〜1.10%およびN:0.0030〜0.0250%を含有し、残部がFeおよび不純物からなる調質型軟窒化部品であって、表面から0.05mm位置のビッカース硬さが400〜600であり、かつ応力集中部の化合物層深さが5μm以下である調質型軟窒化部品。Feの一部に代えて、Cu≦1.0%、Mo≦0.3%、V≦0.3%、Ni≦0.5%、Ti≦0.020%、Ca≦0.010%のうちの1種以上を含んでもよい。
(もっと読む)
クランクシャフト
【課題】クランクシャフトに形成されるR部おける応力集中を緩和してクランクシャフトの耐久性を高める。
【解決手段】クランクシャフト14には、コネクティングロッドの端部側面が突き当てられる突き当て段部41,42が設けられており、突き当て段部41,42とピン33の端部との間には突き当てR部43,44が設けられている。それぞれのクランクアーム34,35とバランスウエイト36,37の内側対向面45,46には傾斜面45a,46aが形成され、傾斜面45a,46aと突き当てR部43,44との間には、突き当てR部43,44よりも曲率半径が大きな内側R部47,48が設けられている。
(もっと読む)
1 - 20 / 87
[ Back to top ]