
Fターム[3J046BC13]の内容
圧力容器、圧力容器の蓋 (2,430) | 蓋、封止部材の取付け、密封構造 (375) | 溶接、カシメ等の取外し不能な取付け (18)
Fターム[3J046BC13]に分類される特許
1 - 18 / 18
円筒容器の製造方法および密閉型圧縮機
【課題】密閉容器の溶接接合部のピンホールによる洩れ品質の低減、及び密閉容器内に飛散する溶接スパッタを低減させる。
【解決手段】一方の円筒の一方の端部に形成した拡径部の内面、又はこの拡径部に挿入される他方の円筒の外面の一方に、嵌め合い方向の軸線に沿って直線状に延びる凸条を周方向複数箇所に設け、拡径部に他方の円筒を挿入して、凸条と他方の円筒の外面、又は凸条と拡径部の内面とを当接させて、拡径部の端部と他方の円筒の外面とをアーク溶接によって接合する。
(もっと読む)
気密性耐圧容器およびその製造方法

【課題】超音波溶着法により、外観上の問題を伴うことなく、十分な耐圧強度を有する気密性に優れた気密性耐圧容器およびその製造方法の提供を目的とする。特に超音波溶着を適用し難い樹脂として知られているポリプロピレン樹脂を用いた気密性耐圧容器およびその製造方法の提供を目的とする。
【解決手段】気密性耐圧容器1の筒状蓋体3は、超音波溶着後の筒状ハウジング2の開口部端面2aと超音波溶着時の溶着ホーン当接面3eとの距離より筒状蓋体3の天板厚さを差し引いた距離となる長さの立上り部3dが形成されている。
(もっと読む)
非鉄金属構造物加工孔の栓封止構造及び栓封止方法、非鉄金属構造物加工孔の栓封止方法における工程管理装置
【課題】非鉄金属構造物の加工孔をプラグ栓で封止する際、非鉄金属構造物に熱などによる変形が生じた場合でもプラグ栓の全周で気密性又は液密性を維持する。
【解決手段】加工孔11の開口部11aには加工孔11より大径で、加工孔11と同心のプラグ栓圧入孔12が設けられ、プラグ栓圧入孔12の内面12aと加工孔11の内面11aとの間に段差面13を有し、プラグ栓20は、プラグ栓圧入孔12の内面12aに締め嵌めされる側面20aと側面20aに連続した頂部20bを形成する湾曲面20cを有し、内面12aと段差面13との角部14全周と、プラグ栓20の湾曲面20cとの間に、接着剤30を封入する接着剤溜まり31が形成され、接着剤溜まり31は、側面20aを内面12aに締め嵌めすることで形成した第1の圧接部32と湾曲面20cを段差面13に圧接することで段差面13を塑性変形させて形成した第2の圧接部33との間で密封されている。
(もっと読む)
流体圧機器に用いられるキャップ及びその固定方法
【課題】流体圧機器に用いられるキャップにおいて、圧力流体の漏出を確実に防止しつつ、製造コスト、部品点数及び組付工数の削減を図る。
【解決手段】流体圧シリンダ10を構成するシリンダ本体12の内部には、長手方向に沿って貫通した一対の貫通孔30a、30bが形成され、その一端部側は、プレート状に形成された一対のキャップ46によって閉塞される。このキャップ46は、例えば、アルミニウム等の金属製材料からなるプレート体56をプレス成形することによって形成され、その外縁部に所定角度だけ半径外方向に向かって傾斜した折曲部60を有する。そして、キャップ46は、その折曲部60が貫通孔30a、30bの内周面に対して食い込むように装着される。
(もっと読む)
生物薬剤学用のプラスチック圧力容器及びその方法
本明細書に記述されるのは、生物学的薬剤用途のための成形されたプラスチック圧力容器、及びその方法である。この成形されたプラスチック圧力容器は、少なくとも500インチ2(3226cm2)の表面積を有し、ポリフェニレンオキサイドポリマーと、少なくとも1つの酸化防止剤と、を含む。 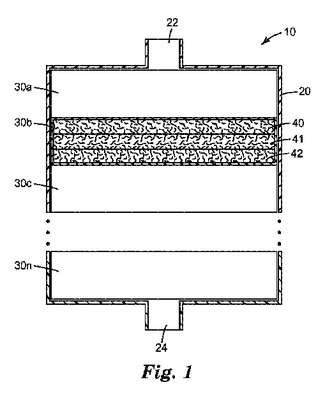 (もっと読む)
(もっと読む)
ボンベの製造方法およびこのボンベを用いた噴出装置
【課題】材料に比較的強固で軽量なステンレス鋼材を用いることによって、軽量で耐圧性を高めたボンベの製造方法を提供する。
【解決手段】成形体形成工程の深絞り加工(b−2)の後に鋭敏化熱処理工程(c)を施すことにより、深絞り加工により形成されたボンベ本体に生じる残留応力を緩和してボンベ本体の応力割れを抑制することができる。製造されたボンベ本体11に固溶化熱処理工程(g)を施してマルテンサイト相をオーステナイト相に逆変態させることにより、当該ボンベ本体11の磁性除去・腐食性抑制・残留応力除去を図る。
(もっと読む)
圧力容器の密閉扉
【課題】耐久性に優れた圧力容器の密閉扉を得る。
【解決手段】可撓性を有する薄板部材9の片面に多数の梁部材10が薄板部材9を横切る向きで隣接して並設されている圧力容器の密閉扉5において、薄板部材9に梁部材10を中間部材を介すことなく固定して取り付けることにより、薄板部材9が減圧荷重を受けたとき、薄板部材9と梁部材10との固定部分20を挟んで生じる薄板部材9の変形を対称とさせ、薄板部材9と梁部材10との固定部分20の耐久性の向上を図れるようにした。
(もっと読む)
圧力容器アクセス穴栓としてのドーム形ダイアフラム/インサート・プレート
アクセス穴を囲む封止面と、封止面に着座する周縁フランジを有してアクセス穴を覆うダイアフラムまたはインサートと有する、圧力容器のアクセス穴の蓋。インサートまたはダイアフラムはアクセス穴内にまで達する連続的丸み部分を有し、蓋体はインサートまたはダイアフラムを覆うように広がっている。インサートのフランジと封止面との間にガスケットを介在させるか、または隅肉溶接によってダイアフラムのフランジを封止面に固定する。ロック装置によって蓋体を圧力容器の壁に固定し、フランジを封止面に圧接させる。  (もっと読む)
(もっと読む)
圧力容器
【課題】 圧力上昇に起因する閉塞部材の接合部への応力集中を回避して耐圧性を向上できる圧力容器の提供。
【解決手段】 有底筒状の本体2と、この本体2の開口端部2aを閉塞する閉塞部材3を備えるアキュムレータ1において、本体2の開口端部2aと閉塞部材3との衝き合わせ部7が一体的に接合された第1接合部8と、本体2の開口端部2aの内側に挿入された閉塞部材3の一部と該本体2の内壁(雌螺子溝2b)とが一体的に接合された第2接合部9を備えることとした。
(もっと読む)
圧力容器及びその製造方法
【課題】複数の板部材が摩擦攪拌接合法によって接合されてなる圧力容器において、容器の寸法精度を大幅に低下させることなく、高い気密性を実現することができる構成を得る。
【解決手段】複数の板部材11,11には、それぞれ、板部材同士が接合された状態で壁部12の側面外方側に凹溝部1aを構成する切り欠き溝部11aを形成する。この切り欠き溝部11aにおいて、横断面視で少なくとも一つの角部分にR部11bを形成する。上記凹溝部11a内に該凹溝部11aの内壁面に密着するように形成された柱状のスペーサ部材12,13を配置した状態で、上記板部材11,11同士の境界部分と該板部材11及びスペーサ部材12,13の境界部分とを、該板部材11の側面外方側及び上下面側で上記摩擦攪拌接合法によって接合する。
(もっと読む)
ガスタンク及びガスタンクの製造方法
【課題】口金及びエンドボスの強度を確保しつつ、ガスタンクの軽量化を図る。
【解決手段】高圧ガスタンク2は、樹脂ライナ20と当該樹脂ライナ20を覆うFRP層21を有するタンク本体10と、タンク本体10のタンク軸方向の一方の端部に設けられた口金11と、タンク本体10の他方の端部に設けられた樹脂製のエンドボス12と、を有する。樹脂ライナ20の他方側の端部は、閉鎖されており、エンドボス12は、樹脂ライナ20の他方側の端部の外側に設けられている。
(もっと読む)
圧力容器の製造方法、自動車用アキュムレータの製造方法及び自動車用アキュムレータ
【課題】引張残留応力を低減することが可能な圧力容器の製造方法、自動車用アキュムレータ及びその製造方法を提供する。
【解決手段】有底筒状に形成されるとともに、径方向外側に延びるフランジ45を開口端側に有する形状の外殻部材である鋼管40を形成し、開口端の内壁部に蓋体50の側壁部を嵌合させることで、鋼管40の開口部を閉塞するとともに、フランジ45及び蓋体50の一方を他方に押し付けながら鋼管40と蓋体50との接合部に電流を印加することでこれらを溶接する。この溶接後、フランジ45の先端側を除去し、フランジ45の先端側の引張残留応力を低減させる残留応力低減工程を行う。
(もっと読む)
危険物質を運搬し貯蔵するためのコンテナ及びそのコンテナを製造するための方法
塩素などの危険物を運搬し、貯蔵するためのコンテナは、エンド・キャップをもつ円筒形の本体を含む。エンド・キャップは、圧力容器を形成するために、本体に溶接される。エンド・キャップは、衝突による損傷から溶接を保護するために、本体の端部に対して窪んだ周辺エッジをもつ。並置した構成要素の構造は、隅肉溶接で共に取り付けることができる重ね接合を形成する。 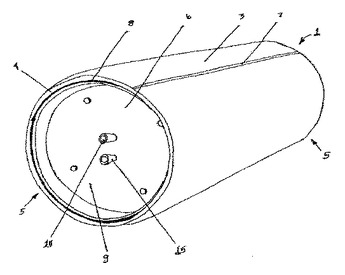 (もっと読む)
(もっと読む)
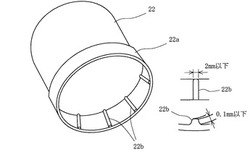
高ラジアル衝突速度の磁気パルスを使用する高圧容器の封止方法;この方法によって製造される容器
容器(20)を封止するパルス磁気方法を提供する。当該方法は、少なくとも1の開放端を具える容器本体部(21)を提供するステップと、溶接部(24)を具えるカバー(23)を提供するステップとを具える。前記カバー(25)の前記溶接部(24)を前記容器本体部(21)の開放端に配置して、前記容器本体部(21)の少なくとも一部を覆うようにし、これにより、前記容器本体部(21)の前記部分と前記カバー(23)の前記溶接部(24)の間にエアギャップ(26)を規定する。溶接用誘導コイル(22)を前記容器本体部(21)の周囲の前記カバー(25)の前記溶接部(24)が配置された位置に提供する。溶接用誘導コイル(22)を励磁して、前記カバー(21)の前記溶接部(24)を前記エアギャップ(26)内へ前記容器本体部(21)の前記部分周囲で半径方向内側へ曲げるために十分なパルス磁力を生成する。パルス磁力は、前記容器本体部(21)と衝突したときに150m/秒乃至600m/秒の範囲で前記カバーの溶接部分(24)の実効半径速度値を提供し、これにより、これらの衝突で前記容器本体部(21)と前記カバー(23)の原子の相互拡散を提供する値を有する。 (もっと読む)
圧力容器のシール構造
【課題】圧力容器の開口部とこの開口部に取り付ける配管接続部材または封止材といった他部材との間のシール構造に関して、従来のパッキン方式のシール構造では不可能な非常に高い内圧でも漏れを発生させず、かつ長期間使用しても密封性が低下しにくいシール構造を提供する。
【解決手段】圧力容器1の開口部2内面が雌ねじ部4およびシール面3を有し、他部材11の外周面が前記雌ねじ部4に螺合する雄ねじ部14および前記シール面3に相対する形状のシール面13を有し、シール面3、13はねじ込み軸を回転軸とし、ねじ込み方向に径が小さくなる円錐体面もしくは曲率回転体面、または円筒面であり、かつ圧力容器に他部材を螺合締結すると、シール面3および13が嵌め合いしろにより互いに全周にわたって密着するように構成されている。好ましくは、ねじ込みストッパとして機能するトルクショルダ5、15を備える。
(もっと読む)
単一型過圧力ベントパネル構造物
単一、一体、フレームレス型の過圧力ベントパネル組立物(10)は、堅固で中央に解放口(26)を持つ通常は平らな1次支持部品、堅固で中央に開口窓(46)を持つ通常は平らな2次支持部品、および支持部品の間にあって解放口と開口窓に完全に密接した壊れやすいベントパネル(30)を含む。密封部材(48)をベントパネルと少なくとも1つの支持部品との間に解放口あるいは開口窓を囲むように設けることができる。ベントパネルには少なくとも1つの脆弱線(34)を設けてもよい。2次支持部品に固定された柔軟なガスケット(58)によりベントパネル組立物と保護領域の範囲を規定する構造物との間が確実に流体密封となる。一方、ナイフの刃や同様のものをベントパネルに近接して設け、所定の過圧力になった場合にパネルの脆弱線の代わりにこれを破断してもよい。  (もっと読む)
(もっと読む)
押棒付逆止弁を備えた空気ポンプ式座布団、便座用クッション或いは空気ポンプ式座布団を備えた椅子
【課題】従来用いている逆止弁は、外部から指で押圧するのに大きな力を必要とし、押圧部の位置も明確でないため操作性が悪く、又シール面の面積が十分でないことと、外圧が掛かったときシール面が変形し易いためリークの原因となる。
【解決手段】逆止弁はハウジングと弁体より構成され、該弁体は中央に弁が形成され、該弁の外周に切欠部が形成され、該切欠部の外周は外縁部、該弁と該外縁部の一部は連結部で一体に連結され、更に外縁部はハウジングへの嵌め込み、融着或いは接着構造とする。該ハウジングは該弁と密接するシール面を有し、該シール面の中央は通気孔、該シール面の外縁部は弁体を嵌め込み、融着或いは接着する構造とする。該通気孔でつながる該シール面の反対側は円筒形の小部屋で、円筒部にノズルを有し、該通気孔に対向する円筒上面には該通気孔側に突出した押棒を有する。該押棒の外部は波付きの押圧部からなる。
(もっと読む)
圧力容器及び蓄圧・緩衝装置
【課題】抵抗溶接において大きな溶接荷重と均一な接触を得ることにより、十分な溶接部強度を有する接合部を形成すること。
【解決手段】鋼管40と、鋼管40の開口端のテーパ面41cにテーパ面51dを当接させて接合部Qを形成して閉塞する鏡板50とを備え、鋼管40は開口端側に切除可能なフランジ部45を有し、接合部Qは、フランジ部45に当接されるとともに、フランジ部45を軸方向Cに沿って開口端側に押圧し、鏡板50に当接されるとともに、鏡板50を軸方向Cに沿って鋼管40側に押圧しながら、電流を印加することで溶接されることで形成されている。
(もっと読む)
1 - 18 / 18
[ Back to top ]