
Fターム[3J056GA05]の内容
機械的に作動されるクラッチ (12,772) | 用途 (2,305) | クラッチの役割 (1,187) | 変速切替クラッチ (414)
Fターム[3J056GA05]に分類される特許
1 - 20 / 414
変速機の同期装置
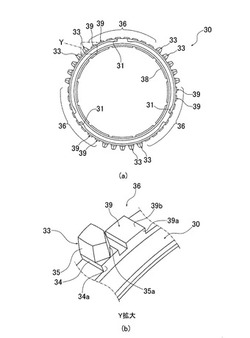
【課題】シンクロスリーブのスプライン歯に先行歯を設け、かつ、ブロッキングリングのドグ歯の一部を間引いた構成の同期装置において、部品の加工が簡単な構成で、軸方向へ移動するシンクロスプリングの動きを規制できるようにする。
【解決手段】ブロッキングリング30の外周には、周方向に沿って等間隔に配列された複数のドグ歯33のうちの一部が間引かれた部分である欠歯部36が設けられている。この欠歯部36に、シンクロスプリング40の内周縁40aよりも外径側に突出した突起状の座部39が形成されていることで、シンクロスリーブ10のスプライン歯11で押圧されて軸方向へ移動するシンクロスプリング40を座部39で受け止めることが可能となる。したがって、欠歯部36に対応する位置のシンクロスプリング40がドグ歯33の配列位置を乗り越えて変速ギヤ20側に飛び出すことを規制できる。
(もっと読む)
変速機の同期装置

【課題】ブロッキングリングの摩擦面からの潤滑油の排出性を確保しつつ、該摩擦面への潤滑油の導入量が少ない場合でも、摩擦面を適切な潤滑状態に保つことができる同期装置の潤滑構造を提供する。
【解決手段】アウターリング21は、内径側へ延びるフランジ部21bと、シンクロコーン35に摺接するテーパ状の摩擦面23と、環状溝からなる潤滑油案内路22とを有している。また、アウターリング21の係合片21cと、インナーリング33の切欠部33cとの間には、回転軸2側を向いて開口する隙間部Sが形成されている。そして、摩擦面23には、潤滑油案内路22からの潤滑油を排出する排出溝25と、摩擦面23の潤滑を行うための潤滑溝27との2種類の溝が設けられている。潤滑溝27は、隙間部Sに対向する位置でその幅寸法の範囲内に配置されて、その容積が排出溝25の容積よりも少なく設定されている。
(もっと読む)
湿式摩擦材用コアプレート
【課題】コアプレートの全体の平均厚さが薄くでき、かつ、パッククリアランスの低減が可能なこと。
【解決手段】セグメントピース12a,12bを貼り付ける部分の湿式摩擦材プレートの貼着面13a,13bの両面若しくは片面を所定の厚みまで薄くすることで、スプライン内歯11aの厚みに左右されることなく、湿式多板摩擦材構造100の総厚を低減させることができる。逆に、現状の寸法を維持するとなれば、湿式摩擦材プレートの厚みを厚くでき、耐熱性を向上し、熱容量が大きくすることができる。また、通常では、セグメントピース12a,12bの削減、即ち、コアプレート11の摩擦材の枚数削減による軽量化、高効率化を図ることができる。
(もっと読む)
嵌め合いを安定化したドッグクラッチ歯
【課題】チャンファの高さ或いはチャンファの角度を変えた非正規歯を配設することによって、相手側のスリーブ歯との噛合い始めるきっかけ作りを促進し、シフトフィーリング性を改善するとともに、延いては安定した回転を得るようにした変速機用歯車を提供することを目的とする。
【解決手段】ドッグクラッチ歯列において、等ピッチ間隔で非正規歯を配設し、具体的には、歯根元からチャンファの先端までの高さを低くし、或いは、チャンファの角度を小さくした非正規歯を配設することを特徴とする変速機用歯車である。
(もっと読む)
ドッグクラッチ歯近傍にストッパ機能を有する凸部を設けた変速機用歯車
【課題】ドッグクラッチ歯の歯底面から僅かに突出した凸部を設けることによって、シフト操作時に相手側のスリーブ歯をこの凸部に当接させるようにしたマニュアルトランスミッションの変速機用歯車を提供することを目的とする。
【解決手段】内側から外周側へコーン、フランジ、ドッグクラッチ歯列、これらの歯元面及びヘリカル歯列が、熱間鍛造及び冷間鍛造によって同心円状に一体成形され、前記ドッグクラッチ歯列の歯底面における前記フランジ寄りに、前記歯底面から突出して凸部を設けることを特徴とする変速機用歯車である。
(もっと読む)
係合装置
【課題】係合状態への切り替えを迅速に行うことができるとともに歯の衝突時のショックを低減でき、かつ小型化に有利な係合装置を提供する。
【解決手段】第1歯列14を有する第1係合部材11と、第1歯列14と噛み合わせることが可能な第2歯列16を有する第2係合部材12とを共通の軸線Axの回りに相対回転可能に配置したクラッチ10を備え、駆動装置20にてクラッチ10を第1歯列14と第2歯列16とが噛み合う係合状態と第1歯列14と第2歯列16とが離間する解放状態とに切り替える係合装置1において、駆動装置20は第1係合部材11を軸線Axの方向に駆動するための油圧シリンダ21を備え、油圧シリンダ11及び第1係合部材11には、一端が第1歯列14を形成する複数の歯15の先端に開口し、かつ他端が油圧シリンダ11の第1作動室24と繋がっているオイル通路27が設けられている。
(もっと読む)
内周凹凸部を有するカップ状部品及びその製造方法及び製造装置
【課題】必要な強度を確保すると共に安価な内周凹凸部を有するカップ状部品を提供すること。
【解決手段】内周凹凸部210を有するカップ状部品1は、底部11と、底部11の外周から立設した円筒部2と、内周凹凸部210とを有している。内周凹凸部210は、円筒部2の内周面21において円筒部2の軸線方向に沿うと共に円筒部2の径方向内側に向かって突出して形成された複数の内周凸部211と隣り合う内周凸部211の間に形成された内周凹部212とを有している。円筒部2の外周面22における底部11が配された基端部231側には、内周凸部211と対応する位置において外周面22を円筒部2の径方向内側に向かって窪ませた外周凹部221が設けられている。円筒部2の外周面22における底部11が配された側と反対の開口端部232側には外周凹部221を形成していない平滑外周部224が形成されている。
(もっと読む)
ダブルコーンシンクロ用の同期クラッチ歯車
【課題】ドッグクラッチ歯の歯形状或いは歯形精度を向上させたダブルコーンシンクロ用の同期クラッチ歯車を提供する。
【解決手段】鍛造成形の後に浸炭熱処理を施した外歯ブロック体W01に、同様に鍛造成形の後に浸炭熱処理を施した内歯ブロック体W02を合体したダブルコーンシンクロ用の同期クラッチ歯車Wにおいて、前記外歯ブロック体W01は、内側から外周側へ軸孔3、コーン5、フランジ8及び外歯1が夫々同軸上に構成され、一方、前記内歯ブロック体W02は、内側から外周側へ単体孔、フランジ及びドッグクラッチ歯が夫々同軸上に構成されるとともに、前記単体孔の内周面に沿ってクローズドポケット型の窓溝63を複数箇所備え、次に、前記窓溝63を経て前記内周面にオープンポケット型の欠け溝を複数箇所形成し、前記外歯ブロック体W01の前記コーン5の外周面に、前記内歯ブロック体W02の前記内周面を固着したことを特徴とする。
(もっと読む)
ベアリングギア変速機
【課題】インボリュート歯車を使用せずに安価な変速機を提供する。
【解決手段】入力軸17、出力軸40が同軸でカウンター軸18と平行に存在するタイプであり、1〜5速、バックの変速機の一般的な機構であるが、従来のインボリュート型歯車、シンクロメッシュ機構を断面が富士山型断面のギアと、インサート機能を持つコロをシンクロスリーブの回転有効直径に嵌装し挿入式ミッションに全て変更する。出力軸40に外接した、シンクロスリーブ25に、少なくとも1個以上のコロ21を、更に後部に後ろ向きにコロ22を装備し、遊星ギアとカウンター歯車を挿入式のコロで接続する。
(もっと読む)
安全増力電動アクチュエータ
【課題】ワークに到達するまでは小さな駆動力で進み、ワーク到達後は大きな駆動力に自動的に切り換わる増力電動アクチュエータにおいて、ワークに到達する前に手などワーク以外の物に当たった時には安全のため大きな駆動力に切り換ることを防止した安全増力電動アクチュエータ。
【解決手段】電動モータ1の回転軸11と、ボールねじにより電動モータ1の回転を直進運動する直進運動体53との間に減速歯車機構2を配設し、直進中に直進運動体53の先端ねじ54がワークWに当たると高速用クラッチ板31から低速用クラッチ板32に自動的に切り換わるクラッチ機能と、ワークWに到達する前に手などワーク以外の物に当たった時はロックガイド63とリンクベース押え65の凹部に包蔵されたロックベアリング66によりロックされ、高速用クラッチ板31から低速用クラッチ板32に切り換わらないロック機能を有するクラッチ機構3が配設された。
(もっと読む)
駆動力伝達装置
【課題】相対回転差が高いクラッチ開放時、クラッチプレート間での引き摺りトルクの低減を図ること。
【解決手段】駆動力の伝達を断接する乾式多板クラッチ7を備える。このハイブリッド駆動力伝達装置において、乾式多板クラッチ7は、クラッチハブ3にスプライン嵌合されるドライブプレート71と、クラッチドラム6にスプライン嵌合されるドリブンプレート72と、気流変向放射溝791と、を備える。気流変向放射溝791は、ドリブンプレート72のプレート面に設けられ、プレート回転により外径方向に発生する遠心気流Eの向きを、隣接するクラッチプレート間の位置にて軸方向(軸方向気流H)に変える。
(もっと読む)
湿式摩擦材及びその仕上げ処理方法
【課題】短時間の処理でμ−V特性が正勾配となる湿式摩擦材とする。
【解決手段】 400℃〜 700℃に加熱された相手材の平滑表面に摩擦材を圧接させながら摺動させる。繊維成分に含浸し硬化されたバインダー成分が熱によって軟化するとともに、摺動による剪断力と加圧力によって押し潰されると考えられ、繊維成分周囲が平滑化されるとともに平面部分が多くなる一方、空孔も十分に残存するため、摩擦係数が安定するとともに、少なくとも摩擦係合初期のμ−V特性が正勾配となる。
(もっと読む)
変速機の同期噛合い機構
【課題】
変速機の同期噛合い機構を提供する。
【解決手段】
前記変速機の同期噛合い機構は、回転軸上にスプライン結合するクラッチハブと、前記クラッチハブの外周側にブロッキングキーを介在して軸方向に移動が可能に結合するスリーブと、コーン面を含んで、前記スリーブの両側で回転軸と回転干渉なく配置されるクラッチギヤと、前記クラッチギヤのコーン面との摩擦力によって結合するブロッカーリングとを含む。
前記ブロッカーリングは、互いに交互に配置されて、各々キー接触面を有するサーボ荷重作用部及びキー荷重作用部を含み、前記サーボ荷重作用部のキー接触面は、前記キー荷重作用部のキー接触面に対して軸方向に一定の距離で離隔していることを特徴とする。
(もっと読む)
自動変速機の変速衝撃低減装置
【課題】、変速時に発生する衝撃を減少させ、クラッチの接合特性を緩やかにする自動変速機の変速衝撃低減装置を提供する。
【解決手段】
本発明は、制御圧力により作動するピストン、前記ピストンの作動により接合作動するクラッチで構成され、前記ピストンと前記クラッチとの間に、前記ピストンの作動位置に応じて段階的にスプリング弾性力を増加させるクッションスプリングが設けられ、前記クラッチ接合による変速衝撃が緩和されることを特徴とし、前記クッションスプリングは、前記クラッチの作動方向に屈曲した複数の曲面スプリングが互いに連結され、少なくとも屈曲高さの異なる2種類以上の曲面スプリングからなることを特徴とする。
(もっと読む)
シンクロナイザ組立方法およびシンクロナイザ組立用ジグ
【課題】シンクロナイザハブとシンクロナイザスリーブとの間に、シンクロナイザキー及びスプリングを組立てるシンクロナイザ組立方法、並びにシンクロナイザの組立に用いる組立用ジグを提供する。
【解決手段】本発明のシンクロナイザ組立用ジグは、シンクロナイザハブに設けられた溝の内周部に結合する一対の内側部と、溝の外周部の開口部に位置する一対の外側部と、一対の内側部の間に位置しするキー収容部と、一対の外側部の間に位置するギヤ山収容部と、を有し、シンクロナイザ組立方法は、シンクロナイザハブに設けられた溝にシンクロナイザキー及びスプリングを位置させる段階と、ジグを軸方向に挿入しシンクロナイザハブにジグを結合する段階と、シンクロナイザハブにシンクロナイザスリーブを結合する段階と、シンクロナイザハブからジグを除去する段階と、を有することを特徴とする。
(もっと読む)
手動変速機の同期噛合機構
【課題】ブロッキングキーの摩耗を防止した手動変速機の同期噛合機構を提供することを目的とする。
【解決手段】回転軸に結合されるクラッチハブと、クラッチハブの外周側に設けられ回転軸方向への移動が可能にクラッチハブに結合されるスリーブと、クラッチハブとスリーブとの間に設けられるブロッキングキーと、クラッチハブの両側に配置されブロッキングキーに係止されてクラッチハブと連結されるブロッカーリングと、スリーブの両側に設けられるクラッチギヤと、を含む手動変速機の同期噛合機構において、スリーブの内周面にクラッチハブと連結する一般ギヤとグルーブギヤとが設けられ、グルーブギヤは、中央部の幅が一般ギヤの幅より大きく形成され、グルーブギヤの中央部にキー支持部が形成され、キー支持部にブロッキングキーが挿入されるロッキング溝が刻設されることを特徴とする。
(もっと読む)
湿式摩擦プレート
【課題】摩擦材の総面積の減少を抑えつつ更なる引き摺りトルクの低減を実現可能な湿式摩擦プレートを提供する。
【解決手段】クラッチ摩擦板200は、平板環状の芯金201上に摩擦材210および油溝220を備えて構成されている。芯金201におけるクラッチプレート103に対向する側面には、複数の小片状の摩擦材210が芯金201の周方向に沿って油溝220を介してそれぞれ設けられている。摩擦材210は、連続的に並んで配置される5つの摩擦材210を一組とする摩擦材群211ごとに配置される。摩擦材群211を構成する摩擦材210は、各外側周縁部213および各内側周縁部214が芯金201の回転中心Oからの距離L213,L214が連続的に変化する円弧状の連続変化形状213a,214aにそれぞれ形成されている。
(もっと読む)
湿式摩擦材
【課題】湿式多板構造としてもATFの潤滑状態の影響が受け難く、引き摺りトルク低減が可能なこと。
【解決手段】従来の摩擦材の表面のみに樹脂を添加し、硬化することで摩擦材表面のみに存在する樹脂を多くなるようにしたものに相当し、成形時の表層のつぶれを抑制することで潤滑油の吸収性と内部の気孔率を同等にしたまま、必要以上に柔軟性が高くなることを防ぎ、引き摺りトルクの低減を図ったものである。特に、摩擦材の少なくとも摩擦面の表面の10μm以下を熱可塑性樹脂によって摩擦材全体の柔軟性よりも硬くしたものであるから、潤滑油の吸収性と内部の気孔率に影響を与えず、ATFを取り込み、取り込まれたATFは、従来と同様、摩擦面に有効に供給され、係合時に生ずる摩擦熱を効率よく排出できる。そして、前記摩擦材の摩擦面の表面の10μm以下を摩擦材全体の柔軟性よりも硬くしている。
(もっと読む)
湿式多板摩擦材構造
【課題】潤滑油供給口から供給される潤滑油の供給位置及び供給量に左右されることなく、吸排出特性の良好な摩擦材の耐熱性を劣化させることがなく、引き摺りトルク低減が可能なこと。
【解決手段】回転軸となるハブ4の周囲に配設された芯金1とクラッチケース7等のケース体側に配設されたセパレータプレート3間に配設され、単数枚または複数枚を環状に配置した摩擦材2B及び摩擦材2Aを交互に複数回繰り返して組み付けられ、複数の前記摩擦材2Bと摩擦材2Aは、ハブ4に配設された潤滑油供給口5から供給されるATFの供給位置及び供給量に応じて、ATFの供給の少ない個所に接触トルク低減特性の良好な摩擦材2Bを配設し、また、前記潤滑油の供給の多い個所に接触トルク低減特性の良好な摩擦材2Bに比して吸排出特性の良好な摩擦材2Aを配設したものである。
(もっと読む)
摩擦板の製造方法及び製造装置
【課題】生産効率を向上させ、短時間で多くの摩擦板を製造するには、打抜き、押圧接着、及びインデックスの動作を高速で行う必要がある。従って、これら一連の動作による押圧接着では押圧時間が短くなり、充分な接着力を得るのは難しいという問題点がある。また押圧接着後は直ちにインデックスされるため、摩擦材セグメントの位置ずれが生じ易い。
【解決手段】本願の摩擦板の製造方法は、ほぼ環状のコアプレート(21)に複数の摩擦材セグメント(32)を貼着する摩擦板の製造方法であって、前記摩擦材セグメントを貼着位置に予め位置決めしておき、接着剤(26)を塗布した前記コアプレートと前記摩擦材セグメントを押圧して仮接着を行うことを特徴としている。また、本願の摩擦板の製造装置は、ほぼ環状のコアプレート(21)に複数の摩擦材セグメント(32)を貼着する摩擦板の製造装置であって、貼着位置に配列した状態で保持することによって前記摩擦材セグメントの位置決めを行う治具(40)を備えたことを特徴としている。
(もっと読む)
1 - 20 / 414
[ Back to top ]