
Fターム[3J103EA02]の内容
ロール及びその他の回転体 (32,702) | ロールの製造方法 (1,730) | 型成形加工によるもの (424)
Fターム[3J103EA02]に分類される特許
241 - 260 / 424
加圧ロール、定着装置及び画像形成装置
【課題】高い圧力で使用し、機械的耐久性に優れた定着用の加圧ロールを提供すること。
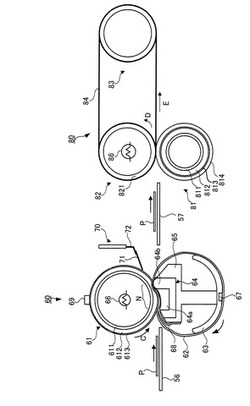
【解決手段】定着ベルト84と圧接して形成するニップ部Nによりトナーの定着を行う定着装置に使用する加圧ロール81であって、円筒状の芯金811の外周面に加硫成型したエチレン−プロピレン−非共役ジエンゴムを含む弾性層812とプライマー層813を介して接着強度が1N/mm以上になるように被覆接着したフッ素樹脂チューブ814とを有する。
(もっと読む)
定着ロール、定着装置及び画像形成装置

【課題】芯金との接着耐久性に優れ、ニップ状態での放置に対しても凹みが生じにくい定着ロールを提供すること。
【解決手段】円筒状の芯金611の周囲に(A)1分子中に2個以上のケイ素原子結合アルケニル基を有するポリオルガノシロキサンと(B)1分子中に2個以上のケイ素原子結合水素原子を有するオルガノハイドロジェンシロキサンとを含む付加反応型シリコーンゴムの硬化物からなる弾性層612を有し、230℃×168時間の加熱老化試験での硬度変化±5°以内、180℃×22時間の圧縮永久ひずみ試験でのひずみ率10%以内且つ反発弾性率70%以上である定着ロール61。
(もっと読む)
導電性ローラーおよびその製造方法
【課題】生産性に優れた導電性ローラーの製造方法および寸法精度の高い導電性ローラーを提供する。
【解決手段】導電性の軸芯体114aと、該軸芯体の外周面上に形成した少なくとも一層の導電性弾性層114bと、該導電性弾性層の外周面上に形成した少なくとも一層の被覆層を有する導電性ローラー114であって、前記導電性弾性層が、オルガノポリシロキサン100質量部に対し、硬化反応遅延剤を0.01〜1質量部含む導電性液状シリコーンゴムを用いて形成したものであることを特徴とする導電性ローラー。
(もっと読む)
弾性体ローラの製造方法
【課題】 弾性体の端部における芯金からの剥がれなどのない外径精度の良いローラを安定して製造する。
【解決手段】 導電性ローラの製造方法であって、所定の長さの芯金を、該導電性弾性層の原料組成物の押出し機に接続されたクロスヘッドに連続的に供給して、該クロスヘッドを通過させると共に該導電性芯金の周囲に該原料組成物の被膜を形成し、次いで該クロスヘッドを通過した導電性芯金の周囲を被覆している該被膜を所定の長さに切断する工程を有し、被覆膜を切断する際に、原料組成物の被膜が周囲に形成された芯金の中心軸周りに回転させる。
(もっと読む)
ロール部材用注型ウレタンエラストマー形成性組成物
【課題】本発明は、ロール部材として使用される、耐摩耗性に優れかつ、低硬度の注型ウレタンエラストマー形成性組成物を提供する。
【解決手段】注型熱硬化ウレタンエラストマーにおいて、イソシアネート成分から成る主剤が、ポリメチレンポリフェニレンポリイソシアネート及び又は、ウレトンイミン変成ジフェニルメタンジイソシアネートから成り、活性水素成分から成る硬化剤が、2種類以上のグリコール類と、アジピン酸をエステル化することによって得られるアジペート系共エステルポチオールから成る。
(もっと読む)
ローラ成形用金型、現像ローラ、電子写真装置用プロセスカートリッジ及び画像形成装置
【課題】熱硬化性弾性樹脂の金型成形において、硬化終了後、金型から弾性体を脱型する際に、冷却することなく、さらには離型剤を使用することなく、形状精度の良い弾性体を得ることができる金型を提供する。
【解決手段】軸芯体、弾性層及び表面層からなる現像ローラを製造する際の、軸芯体上に弾性層を形成して中間の弾性ローラを製造するのに使用するローラ成形用金型が、内壁面が窒化物層であり、かつその表面粗さRa(算術平均粗さ)が0.1μm以上0.7μm以下であること。
(もっと読む)
ゴムローラ、ゴムローラの製造方法、電子写真プロセスカートリッジ、画像形成装置
【課題】 高精度の端部形状を有する非直円筒状ゴムローラの製造方法を提供する。
【解決手段】 導電性軸体と前記軸体の外周に形成された非直円筒状を有する弾性層から成るゴムローラの製造方法において、常温で液状のゴム材料を前記導電性軸体上にリング形状の塗工ヘッドを用いて被覆することにより形成し、かつゴム材料を導電性軸体上に塗布量を長手方向に制御した後、前記ゴム材料を硬化させることにより非直円筒状を有することを特徴とするゴムローラを製造する。
(もっと読む)
電子写真用帯電ローラ
【課題】セット性や表面への付着性を抑えつつなおかつ帯電音も抑制された、好適な帯電ローラを提供することにある。
【解決手段】導電性芯金の外周に少なくとも導電性弾性層が設けられた電子写真用帯電ローラにおいて、ローラの各物性を下記のような記号で置いたとき、芯金片側あたりの加重がW(gf)である条件下にて使用する場合に以下の関係式を満たすようにローラを設計する。
〔{2(38-A)/2Wm10r(1−cosθ)(1+tan2θ)}/
{lA(k+100)}〕×10-12≧300
(但し、該導電性弾性層の形状に関してローラ中央部の半径をr(mm)、全長をl(mm)、クラウン量をk(μm)とし、Asker−C硬度をA、マイクロゴム硬度をmとする。さらにローラ端部の半径に関しては、絞り込み量を角度θで表している。)
(もっと読む)
半導電性ベルト、半導電性ロール及びこれらを用いる画像形成装置
【課題】加工ストレスによる抵抗不均一を意識しない使い方が可能な半導電性ベルト/半導電性ロールを提供すること。
【解決手段】部分的に表面抵抗値が周囲と比較して高い異抵抗部が回動方向と垂直な方向に対して所定の角度を有する半導電性ベルト/半導電性ロールであって、異抵抗部の幅0.5mm〜50mm、角度30度〜60度であり、異抵抗部の個数1個〜10個である。
(もっと読む)
導電性弾性ローラ及びそれを備えた画像形成装置
【課題】大量の熱エネルギーを必要とせず、短時間で製造することが可能で、多額の設備費用を要せず、更には、弾性層の隣接部材に対する汚染性が改良された導電性弾性ローラを提供する。
【解決手段】シャフト部材2と、該シャフト部材2の半径方向外側に配設された一層以上の弾性層3とを備える導電性弾性ローラ1において、前記弾性層3の少なくとも一層を、ポリテトラメチレングリコール由来のポリマー鎖を含むウレタンアクリレートオリゴマー(A)、光重合開始剤(B)及び導電剤(C)を含む弾性層用原料を紫外線照射で硬化させた紫外線硬化型樹脂から構成する。
(もっと読む)
導電性弾性ローラ及びそれを備えた画像形成装置
【課題】生産コストを高める事無く、寸法の環境依存性が小さい弾性層を備えた導電性弾性ローラを提供する。
【解決手段】シャフト部材とシャフト部材の半径方向外側に配設された一層以上の弾性層とを備える導電性弾性ローラにおいて、弾性層の少なくとも一層をウレタンアクリレートオリゴマー(A)光重合開始剤(B)導電剤(C)及びアクリレートモノマー(D)を含み、アクリレートモノマー(D)の少なくとも一部が下記一般式(I):[R;アルキル基、シクロアルキル基、アリール基又はアラルキル基]で表されるアクリレートモノマー(E)である弾性層用原料を紫外線照射で硬化させた紫外線硬化型樹脂から構成する。 (もっと読む)
(もっと読む)
マグネットローラ
【課題】 従来のマグネットローラでは、高温高湿下で吸湿し、該吸湿が原因でマグネットローラが撓みやすくなり、特に磁性ブレードが近接している場合は、磁性ブレードの方向に撓みが発生する。
【解決手段】 マグネットローラの表面に、シラン化合物を含む層を有することを特徴とするマグネットローラ、とする。一態様としては、「前記のシラン化合物が、フッ素原子を含む1価の有機基 及び/または 炭素数8以上の1価のアルキル基 を含むことを特徴とする前記のマグネットローラ」とする。また、一態様としては、「前記のシラン化合物を含む層の厚さが、最低1μm以上、最大30μm以下である」ことが好ましい。
(もっと読む)
ローラ、定着装置及び画像形成装置
【課題】 注型工法のみによって弾性層の肉厚が薄いローラを製造することで、ローラの製造コストを低減する。
【解決手段】 定着ローラ11、加圧ローラ14は、回転軸21の軸方向(x方向)の中央部22から軸方向の最端部23まで漸次外径サイズが拡大する。また、回転軸21の方向変位量に対する外径サイズの変化量は回転軸21の軸方向の中央部22から最端部23に向かって漸次拡大する。
(もっと読む)
OAローラの製造方法
【課題】第1のキャップ5に嵌合された芯金1の他端のふらつきを防ぎ、金型21内周面を傷つけることなく芯金1をスムーズに金型21内へ挿入することが可能なOAローラの製造方法を提供することにある。
【解決手段】第1のキャップ5に嵌合された芯金1の他端を金型21の一方の開口部側に待機させ、金型21の他方の開口部から支持棒7を金型21内に挿入し、支持棒7の先端で芯金1の他端の端面を金型軸方向に押し付けたあと、次いで、支持棒7の先端を芯金1の他端の端面に押し付けたまま芯金1を、その一端側を他端側に向けて押しながら金型21内へ挿入し、第1のキャップ5によって金型21の一方の開口部を閉塞したあと支持棒7を芯金1から離し、その後芯金1の他端に第2のキャップ9の中心穴を嵌合させると共に第2のキャップ9によって金型21の他方の開口部を閉塞する。
(もっと読む)
OAローラの製造方法
【課題】同一の金型でOAローラの製造を繰り返すことによるOAローラと金型との離型性の低下を遅らせることが可能なOAローラの製造方法を提供することにある。
【解決手段】金型21内にシャフト1を配置し、金型21の両端の開口部にそれぞれキャップ5を挿入した後、金型21内に弾性層2の材料を注入し、シャフト1の周囲に弾性層2を形成し、得られたOAローラ10を金型21から脱型するOAローラ10の製造方法において、OAローラ10を1回以上製造した後に、キャップ5と弾性層2との界面Pの位置を金型長手方向に移動させてから新たなOAローラを製造する。
(もっと読む)
ゴムローラの成形金型、ゴムローラの製造方法
【課題】金型のオーバーフロー部におけるゴムバリの残留を抑制し、ゴムバリの除去が容易となるゴムローラの成形金型、ゴムローラの製造方法を提供する。
【解決手段】円筒状金型の両端部の開口において篏合する第一及び第二の駒型と、第一及び第二の駒型によって円筒状金型内で保持可能とされた軸体とを有し、
いずれか一方の駒型の側から前記円筒状金型内にゴム材料を注入し、前記軸体の外周にゴムローラを成型するゴムローラの成型金型において、
ゴム材料の非注入側の駒型が、前記円筒状金型の開口と嵌合する前記円筒状金型の長手方向中心軸に対して傾斜角θ1のテーパ形状の嵌合部を有し、
前記テーパ形状の嵌合部に、材料の注入量のバラツキを逃がすための液溜まりとなる円周状の溝1bと、オーバーフローした材料を前記円周状の溝まで導く円筒状金型の長手方向の溝1cとが設けらた構成とする。
(もっと読む)
導電性弾性体ローラの製造方法
【課題】 弾性体ローラの外周表面に凹みがなく均一な平滑表面を形成でき、かつ帯電ローラに用いれば長期使用しても均一帯電性の低下が起きない導電性弾性体ローラの製造方法を提供する。
【解決手段】 芯金と、その外側に非直円筒状あるいは円筒状弾性体で構成され、自由状態の弾性体の中空部に芯金を嵌挿後に弾性体と芯金を一体化する導電性弾性体ローラにおいて、自由状態の弾性体の中空部内径が芯金外径の70%〜95%の大きさでありかつ予め自由状態の弾性体の中空部形状をスラスト方向において中空部の中央部から両端部にかけて順次中空部内径が大きくなるように成形・加硫する導電性ローラの製造法。
(もっと読む)
導電性ローラ用成形型
【課題】弾性層の外径寸法の振れが小さい上、外径が9mm以下の導電性ローラを製造することが可能な導電性ローラ用成形型を提供する。
【解決手段】両端にそれぞれ開口部2A,2Bを有する内径9mm以下の円筒状のモールド本体3と、該モールド本体3の開口部2A,2Bにそれぞれ嵌合されたキャップ部4A,4Bとを備える導電性ローラ用成形型において、キャップ部4A,4Bが、中央に円筒状の開口部を有するキャップ本体5A,5Bと、該キャップ本体5A,5Bの開口部の中に配置されローラの軸1の端部を支持する支持部6A,6Bとをそれぞれ有し、前記キャップ本体5A,5Bと前記支持部6A,6Bとが、支持部6A,6Bの外周上に配設されたローラの軸方向に延びるリブ7A,7Bにより連結された構造とする。
(もっと読む)
画像形成装置用高分子部材及びその製造方法
【課題】画像形成装置中の他の部材の汚染が少なく劣化が生じにくい画像形成装置用高分子部材及び画像形成装置用高分子部材の製造方法を提供する。
【解決手段】5質量%以上のエチレンオキシドを末端に有するポリエーテルポリオールを含有する、質量平均分子量2000以上10000以下のポリオール(A)と、ジフェニルメタンジイソシアネート又はその誘導体を一種類以上含有するポリイソシアネート(B)と、発泡剤と、130℃以下の沸点を有するアミン触媒(C)とを反応させてポリウレタンフォームを得る工程を有する画像形成装置用高分子部材の製造方法であって、該ポリウレタンフォームは、該アミン触媒(C)の沸点以上140℃以下で乾燥処理されることを特徴とする。
(もっと読む)
現像ローラの製造方法
【課題】画像性能に関わる重要な特性である現像ローラの表面粗さや抵抗値について実際に測定することなく、製造条件等をコントロールするにより、表面粗さ、抵抗値について安定した現像ローラの製造方法を提供すること。
【解決手段】表面層形成に、平板上に形成した薄膜が光沢度(入射角85°で測定)2.0以上30.0以下である表面層形成用塗工液を使用し、現像ローラの表面粗さRaが0.9μm以上2.1μm以下である。
(もっと読む)
241 - 260 / 424
[ Back to top ]