
Fターム[4B031CD07]の内容
生地の製造装置又は加工装置 (1,802) | 圧延、押し延ばし (146) | 回転ローラを使用するもの (121) | ローラの連設 (17)
Fターム[4B031CD07]に分類される特許
1 - 17 / 17
麺帯製造装置
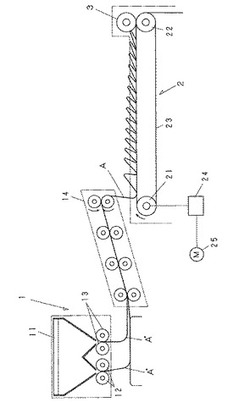
【課題】 麺帯製造機からの麺帯を受け取って移送するベルトコンベアの送り速度に工夫を加えるだけの簡潔な構造で、多重層の麺帯を簡単に製造することができる新規な麺帯製造装置を提供する。
【解決手段】 小麦粉に水や添加物を混合攪拌して、順次圧延し押し出すことにより帯状の粗麺帯A’を製造する麺帯製造機1と、この麺帯製造機1から送り出されてきた粗麺帯A’を下方で受け取って一定方向に移送するベルトコンベア2と、該ベルトコンベア2の終端で送られてきた麺帯を圧延する圧延ローラー3とからなり、前記ベルトコンベア2の送り速度を、麺帯製造機からの麺帯送り出し速度より遅く設定し、ベルトコンベア2上に落下した粗麺帯を波形にたるませながら移行するようにして、これを圧延機3で圧延することにより多重層の麺帯を製造する。
(もっと読む)
麺帯生成装置

【課題】凹凸が設けられる粗製ロールは、短時間で凹部位に剥離かすが詰まってグリップ力を喪失する。
【解決手段】粗製ロール20は、本体を構成する円筒体20Aの外周面20Bに窪穴部位7または突起部位8が均等に分散して配設されて凹凸が設けられる。窪穴部位7または突起部位8を含む外周面20Bの全面にフッ素樹脂のコーティングが施される。粗製ロール20の外周面20Bにおける凸部位におけるフッ素樹脂コーティング層の下地として金属溶射層が形成される。一方、凹部位におけるフッ素樹脂コーティング層の下地は、金属溶射層のない円筒体の素材金属の研磨面、または凸部位の下地の金属溶射層より表面荒れが小さい金属溶射層である。
(もっと読む)
麺帯圧延装置
【課題】麺帯ガイドとメスロールのフランジとの間にカスが溜まって麺帯に混入する。
【解決手段】圧延ロールユニットは、メスロール20に従動するオスロール10とオスロール10に所定の間隙をもって配置されモータ30で駆動するメスロール20でなる圧延ロール1と一対の麺帯ガイド2を含む。メスロール20は、ローラ21の両端にフランジ23を有する。麺帯ガイド2は、フランジ23に密接するように設置される。麺帯ガイド2は、麺帯送込み側の麺帯案内面40Tが内側に傾斜するテーパ面に形成され、圧延ロール側の麺帯案内面40Fが麺帯案内面40Tのテーパ面に連続するフラット面に形成される。右麺帯ガイド2Rと左麺帯ガイド2Lとの一対の麺帯ガイド2は、圧延ロール側の麺帯案内面40Fが対向する麺帯案内面40Fとの間の距離が両端のフランジ23の間の距離よりも短くなるように対向配置される。
(もっと読む)
麺帯圧延機および麺帯圧延方法
【課題】一対の圧延ロール間を通過して圧延された麺帯の品質を向上させ、且つ麺帯を圧延するのに必要な一対の圧延ロール数を低減させる麺帯圧延機および麺帯圧延方法の提供を図る。
【解決手段】一対の圧延ロール間に麺帯Bを通過させて圧延する麺帯圧延機1が、圧延ロール11、13を正回転と逆回転で切換可能に回転させる圧延ロール駆動部10と、圧延ロール11、13の一方を他方に対して近接離間する往復動をさせて、圧延ロール11,13の間隔Gを調整するロール間隔調整部20と、圧延ロール駆動部10とロール間隔調整部20を制御するロール制御部30とを備え、麺帯Bを正回転により第1のピッチだけ送り出し、逆回転により第1のピッチよりも短い第2のピッチだけ送り戻し、以後、これを繰り返すように、圧延ロール駆動部10を制御し、間隔Gを麺帯Bが通過するたびに所定の麺帯厚みに圧延するように、圧延ロール間隔調整部20を制御する。
(もっと読む)
麺帯圧延機、および麺帯圧延方法
【課題】一対の圧延ロール間を通過して圧延された麺帯に、材料密度の密な部分と疎な部分を不均一に形成し、圧延された麺帯にいわゆる手揉みで圧延されたような食感を与える麺帯圧延機、および麺帯圧延方法の提供を図る。
【解決手段】一対の圧延ロール間に麺帯Bを通過させて圧延する麺帯圧延機1が、一対の圧延ロール11、13を回転させて、この圧延ロール間に麺帯Bを通過させるロール駆動部10と、一対の圧延ロール11、13の少なくとも一方を他方に対して近接離間する往復動をさせて、この一対の圧延ロール11,13の間隔Gを調整するロール間隔調整部20と、この間隔Gが麺帯Bの通過中にランダムに拡縮するように、ロール間隔調整部20を一対の圧延ロール11、13の回転に対して非同期に制御するロール制御部30とを備える。
(もっと読む)
麺帯圧延装置
【課題】麺帯を切ることなく圧延を行うとともに、麺帯を横方向と縦方向とに均一に延ばすことができる麺帯圧延装置を提供する。
【解決手段】麺帯圧延装置5は、コンベヤ10と、縦延ばし部30、70と、横延ばし部40、80と、滞留部100等を有し、第1モードと第2モードとを交互に繰り返して圧延を行い、第1モードにおいては、コンベヤ10と縦延ばし部30、70が動作するとともに、横延ばし部40、80は動作を停止して、麺帯を縦方向に圧延し、一方、第2モードにおいては、横延ばし部40、80が動作するとともに、コンベヤ10と縦延ばし部30、70が動作を停止して、麺帯を横方向に圧延していく。
(もっと読む)
麺紐延ばしローラ装置
【課題】 素麺、ひやむぎ、うどん、中華麺等の麺類の製造に用いる麺紐を所望の太さに正確に延ばすことができるようにした麺紐の延ばしローラ装置を提供する。
【解決手段】 円板状をなし、外周部に半円凹形状の部分を有し、半円凹形状の部分が相互に重ね合わされることにより楕円形状の隙間(13Q)を構成し、楕円形状の隙間に麺紐(11)を引き込んで加圧することにより麺紐を隙間に応じた太さに延ばす一対の円板状の延ばしローラ(13B,13C)と、一対の延ばしローラの背後に設けられ、延ばされた麺紐を受けて後方に送り出す受けローラ(13P)と、一対の延ばしローラの回転軸を回転自在に支持する一方、受けローラの回転軸を上下位置調整可能に支持する取付けフレーム(13A)と、延ばしローラ及び受けローラを駆動する駆動機構と、を備える。
(もっと読む)
シート状パン生地の圧延装置
【課題】 縦横方向に圧延する場合でも人がパン生地の向きを変えて入れ直す必要がなく均等な圧延作用が行なえるシート状パン生地の圧延装置を提供する。
【解決手段】 シート状パン生地の圧延装置1は、シート状のパン生地2を当初載置して圧延手段3方向に搬送する上流側の搬送手段4と、圧延手段3を挟んで配設する下流側搬送手段5と、この下流側搬送手段5に対しその取付位置を移動可能に配設するクロスローラユニット6を備える。クロスローラユニット6は、パン生地2の移送方向と平行に軸線を配設するクロスローラ7と、このクロスローラ7を生地移送方向に対して直交する方向に移動するローラ送り手段8と、コンベアベルト5aとクロスローラ7との間隔を調整するローラ上下動手段9と、クロスローラユニット6を支持しながら下流側搬送手段5への配設位置を変更し得るユニット移動手段10を備える。
(もっと読む)
麺帯の製造方法とその装置
【課題】粗整機などのロール上で生地の塊を圧延する際に、生地の巻き込み現象を発生することがなく、また、前段の混合工程で捏ねられて良好なグルテン形成が行われた生地が、麺帯状に成型される過程でグルテンの網目構造を損傷し難くした麺帯の製造方法とその装置を提供すること。
【解決手段】混合工程で小麦粉と水とをよく混ぜ合わせて塊状の生地を得、これを粗整機において定量送り出す際に、前記粗整機内の生地の塊を、主体となる円形のまな板ロールと、このまな板ロールに対向する前記まな板ロールと同径またはそれより小径の4〜8角形の案内送り出しロールと、同じく前記まな板ロールに対向するとともに前記案内送り出しロールの下流側に位置する前記まな板ロールと同径またはそれより小径の円形の圧延ロールとから構成されるロールユニットにより定量送り出すように構成した。
(もっと読む)
食品生地の延展方法及び装置
【課題】団塊状の食品生地を偏平状に延展するとき、食品生地と延展ローラとの間に滑りを生じることがなく、また食品生地に縮みを生じることなく均一に延展する方法及び装置を提供する。
【解決手段】載置台27上に載置された団塊状の食品生地25を偏平状に延展する方法であって、前記載置台27に対して相対的に上下動可能な支持架枠11に、前記載置台27に対して相対的に公転可能かつ自転可能な円錐形状の延展ローラ15を備え、前記延展ローラ15を前記食品生地25に対して相対的に押圧して前記食品生地25の延展を行うとき、前記延展ローラ15が公転されて従動的に自転される場合よりも高速に前記延展ローラ15を駆動自転して食品生地25の延展を行うために、前記延展ローラ15に備えた回転部材21をリング部材23に相対的に転動可能に係合して備え、前記支持架枠11を回転して前記延展ローラ15を自転するものである。
(もっと読む)
麺線の細径化装置
【課題】 対となっている加工ロールに形成されている加工溝の間隔を、所望のタイミングで簡単にしかも精度よく適切な間隔に調整できるようにすること。
【解決手段】 外周に加工溝が形成された2組の上下一対の第1及び第2加工ロール27、・・・を備え、対となっている加工溝の間に麺線を通して所定の断面形状に成形する麺線の細径化装置9において、対となっている上下の加工ロール27、・・・のそれぞれの周速が略同一となるように上下の加工ロール27、・・・を互いに連結する動力伝達機構と、対となっている上下の加工溝の間隔を調整するための溝間隔調整機構38とを備え、溝間隔調整機構38は、上側の加工ロール27を回動自在に支持する軸受部40と、軸受部40を下側の加工ロールに対して接近及び離隔する方向に案内する案内部50、50と、軸受部40を案内部50、50に沿って移動させる送り機構部51とを備える。
(もっと読む)
麺帯形成装置
【課題】麺帯の形成前の準備段階において、一対の荒麺帯圧延ロールの間からドウのこぼれ落ちを防止する。
【解決手段】一対の荒麺帯圧延ロール2の間に上からドウ3を供給すると共に、一対の荒麺帯圧延ロール2の回転によりドウ3を圧延して、荒麺帯4を形成し、この荒麺帯4を下方の搬送コンベア11によって送り出し、さらに荒麺帯4を一対の麺帯圧延ロール5の回転により圧延して、麺帯6を形成する麺帯形成装置1において、一対の荒麺帯圧延ロール2の下方に、ドウストッパ8を一対の荒麺帯圧延ロール2の間を閉塞する位置から後退した待機位置へと移動自在に設け、一対の荒麺帯圧延ロール2の回転の起動前に、ドウストッパ8で一対の荒麺帯圧延ロール2の隙間を閉塞する。
(もっと読む)
混捏製品の製造装置、製造方法、混捏製品および加工品
【課題】 液が均一に分散した混和物および粘弾性が高い混捏物を簡便に短時間で調製し、風味、食感などが優れ、弱い生地の場合でも過度の剪断力によるオーバーミキシングを防止して、粘弾性大の混捏製品を製造する。
【解決手段】 混捏原料10を混捏装置2の容器11に収容し、容器11の下部で混和混捏部材12のロータ15を回転させ、ロータ15の上側周辺部から上向きかつ容器の内周壁方向に伸びる攪拌棒16により、混捏原料10を容器11の内周壁との間で回転させ上方に移送して混和物小塊60を形成し、ロータ15の下側の混和物小塊を掻揚部17上側に掻き揚げ、これらと同時にまたは前後して、空間部22で、混捏物20の外周部にさらなる混和物小塊60を付着させて混捏物20を肥厚させ、ロータの上側中央部と中蓋27に挟まれた空間部22で混捏物20の外周部に攪拌棒16の内周部で応力を加えて混捏することにより、粘性の高い混捏物20を得る。
(もっと読む)
麺及びその製造方法及び製造装置
【課題】 短い茹で時間でも、伸び難く粘弾性を有する麺を得る。
【解決手段】 所定の加水率で混捏された麺帯4は、形状を平坦にする仕上ロール1a、1b、両表面から押圧して薄肉部、厚肉部を形成する凹凸ロール2a、2b、麺帯4を断裁する切刃ロール3a、3bの順で通過する。仕上ロール1a、1bを経て凹凸ロール2a、2bの間に挿入された麺帯4は、凹凸ロール2a、2bの凸条部2cと凹条部2dにより、凸条部2c同士によって押圧された薄肉部、凹条部2d同士によって押圧された肉厚部が交互に蛇腹状に同期して押し出される。このように形成された麺帯4を切刃を有する切刃ロール3a、3bを通すことにより、等間隔の線状に切り出され、麺線5が製造される。
(もっと読む)
麺帯圧延方法及び麺帯圧延装置
【課題】機械圧延する麺帯の品質向上を図る。
【解決手段】圧延ロールL1,L2を逆転させて麺帯Vを逆方向に圧延する工程を含む。具体的には、圧延ロールL1,L2の回転方向を正逆交互に切り替えて、同一の圧延ロールL1,L2で麺帯を正方向、逆方向、正方向の計三回圧延する。又、麺帯を正方向に一定長さ圧延した後に圧延ロールを逆転させて麺帯を逆方向に戻しながら前記正方向の一定長さより短い長さ圧延する往復圧延を繰り返して、麺帯を連続圧延する。
(もっと読む)
積層食品生地の成形方法および装置
【課題】複数種の食品生地を積層・延展して帯状の積層生地を成形する装置において、簡単な構造で、コンパクトな、かつ、安定して帯状の積層生地を成形できる積層食品生地の成形方法および装置を提供する。
【解決手段】複数種の食品生地の大きな塊をホッパ内に備えられた仕切板で区切られた収納室に各々収納可能なホッパ部と、このホッパの下側開口部において、上記食品生地を所定長さでほぼ一定量の分割食品生地に分割切断する生地切断部と、分割食品生地を順次積み重ねて後続する生地延展部へ搬送する生地搬入部と、積層された前記分割食品生地をほぼ一定厚さの帯状の積層食品生地に成形する生地延展部と、前記積層食品生地を次工程へ搬送する搬送コンベアと、前記各部の駆動を制御する制御部を備えた。
(もっと読む)
麺生地圧延装置
【課題】粘着力の少ない麺生地でも切れることなく圧延できる麺生地圧延装置を提供すること。
【解決手段】麺生地圧延装置10は、第1のローラ11と、第1のローラと所定の間隔を空けて配置された第2のローラと、第1のローラと間隔を空け、かつ第2のローラとわずかな間隔を空けて配置された、第1および第2のローラより大きな直径を有する第3のローラとを備える。更に、第3のローラの回転数を手動調整する調整手段とを備える。同じ大きさの従来の麺生地圧延装置と比較してより麺生地20の取り込みが強力となり、麺帯21の切れや孔の発生が減少する。また、装置の小型化が可能である。更に、装置全体を大型化した場合と比較すると、3本のローラに囲まれた空間の体積が減少するので、最後に加圧されずに出力される麺帯の量が減少する。
(もっと読む)
1 - 17 / 17
[ Back to top ]