
Fターム[4E001CA06]の内容
Fターム[4E001CA06]に分類される特許
1 - 12 / 12
溶接棒
【課題】球状黒鉛鋳鉄製の部材同士の溶接接合、および、球状黒鉛鋳鉄製の部材の補修溶接に適用でき、溶接部が母材と同等の機械的特性を有し、溶接作業性および外観にも優れた溶接棒を提供することを目的とする。
【解決手段】球状黒鉛鋳鉄からなる心線と、心線の外周に形成した接種剤と、接種剤の外周に形成した被覆剤とを備えた。
(もっと読む)
ダクタイル鋳鉄用被覆アーク溶接棒
【課題】FCDの溶接棒は従来心線Fe−Ni系で黒鉛系フラックスの溶接棒であり強度もmax440N/mm2が限界であり補修程度にしか使用できず、色調も母材と異なり補修痕が浮き上がるなどの問題があり製品の美観や信頼性を損ねていた。また、FCD450〜800同士を溶接接合できる溶接棒はなかった。
【解決手段】溶接棒の心線をダクタイル鋳鉄としてフラックスを二層構造に被覆して、外側フラックスからは炭酸ガスを、内側フラックスからはフッ素ガスを発生させるようにした。内側フラックスは液体フラックスに接種剤を混合したゲル状フラックスであり、接合部の強度向上に必要な元素を取り込むようにした。
(もっと読む)
鋳片の表面手入れ装置及び方法

【課題】溶削開始部の深掘れや、溶削後の鋳片表面に発生する鋳片幅方向の凹凸を低減し、ガススカーファの代替としても実用可能な鋳片の表面手入れ装置及び方法を提供する。
【解決手段】プラズマトーチ群14からプラズマアークを発生させることによって、移送される鋳片12の表面を溶削する。プラズマトーチ群14を平面図で見て、複数のプラズマトーチ14を平行に配列する。隣接する一対のプラズマトーチ14のうち、鋳片12の幅方向の一方側に位置するプラズマトーチ14の火口部14aを幅方向の他方側に位置するプラズマトーチ14の火口部14aよりも鋳片12の移動方向Dの前方に位置させる。そして、各プラズマトーチ14の火口部14aを鋳片12の移動方向Dの前方から幅方向の一方側に所定角度θ2傾ける。
(もっと読む)
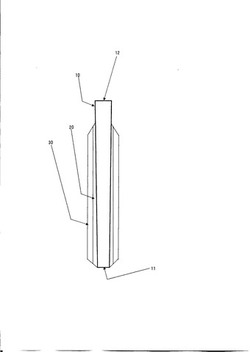
管外周突部の形成方法及び管外周突部を有する金属管
【課題】少ない作業手順で管の外周突部を形成することができて、また薄肉管に対しても貫通孔を開けることなく安定して製造を行うことのできる、生産性の高い金属管の外周突部の形成方法及び挿入力が低く管接合が容易な管外周突部を有する金属管を提供することを目的とする。
【解決手段】軸方向の一端側に厚肉部11を有し、軸方向の他端側に薄肉部12が形成されたリング10を、金属管の先端から距離を空けた位置の外周に装着し、前記薄肉部12に溶接を行うことにより、前記薄肉部12と前記金属管とが融解した溶接部15を前記厚肉部11上面19から傾斜してかつ金属管の挿口先端から距離を空けた位置の外周表面31aに至る形状に形成する。
(もっと読む)
鋼鋳片の表層改質方法
【課題】銅を含有する鋼鋳片の表層を確実に改質し、熱間加工時のわれの発生を防止できる鋼鋳片の表層改質方法を提供する。
【解決手段】ワイヤー7のオシレーション幅を±Lo、オシレーション速度をFo、プラズマトーチ3の間隔をPL、鋼鋳片1の溶融処理速度をV、鋼鋳片1の表層部分が溶融して形成された溶融プール8の長さをLpとするとき、これらが4Lo/Fo<Lp/V,Lo≧0.9PL/2の関係を満たすように、ワイヤー7のオシレーション中心位置をプラズマトーチ3間の中心に合わせてオシレーションすることで溶融プール8を攪拌しながらワイヤー7を連続して溶融プール8に供給することを特徴とする。
(もっと読む)
T型継手の製造方法
【課題】 溶接設備として一般的でコストが安いアーク溶接やプラズマ溶接法を用いて安価で高品質なT字継手を形成することができる製造方法を提供する。
【解決手段】 このT型継手の製造方法は、第1板材12の裏面側に所定の角度で第2板材14の端面を当接させ、第1板材の表面側からアーク又はプラズマ溶接を行う。これにより、アーク又はプラズマ溶接熱が第1板材12を貫通して第2板材の端面部分を溶融させ、これらを溶着させることによってT型溶接継手が形成される。アーク又はプラズマ溶接では、第1板材の板厚に応じて場合により深溶け込みの手法を採用する。また、板厚が溶け込み深さを超える場合には表面に減厚加工を行う。
(もっと読む)
歪みを最小化する鋳造物のレーザ溶接
【課題】沸騰水型原子炉の燃料デブリフィルタの組み立てにおいて、レーザ溶接を使用する工程が開示される。
【解決手段】このレーザ溶接工程は、溶接中に最小限の熱を加えることによって、デブリフィルタの下部タイプレート14の歪みを最小化する。固定具52は、溶接中に一定に制御されたレーザ光源75の下で、4自由度の動作を通して鋳造下部タイプレート14を保持する。溶接工程は、また、レーザ溶接工程中に起こり得る部分溶け込み溶接44および46中の裂け目41および43から結果として起こる応力腐食割れの可能性を減少させる。
(もっと読む)
油およびガス工業におけるスチール構造物を接合するための溶接金属組成物
油、ガス、および/または石油化学の用途で用いるための金属構造物、およびこれらの構造物を形成するための方法が提供される。これは、非鉄または高合金溶接金属組成物、若しくは高合金溶接金属組成物と接合される。溶接された金属構造物には、鉄または非鉄部材の二種以上の部分、および融接物、摩擦撹拌溶接物、またはそれらの組み合わせが含まれる。得られる溶接された構造物は、従来の鉄ベースの溶接組成物に比較して、疲労耐性、靭性、変形性能、強度、応力腐食割れ耐性、および水素脆性耐性の向上を示す。構造物、およびこれらの構造物を形成する方法は、天然ガスの輸送および貯蔵、油およびガスの坑井仕上げおよび生産、並びに油およびガスの精製所および石油化学プラントの用途において、金属部材を接合するのに有利である。溶接金属としては、Inconel 625、Ti64、ステンレス鋼、マルエージング鋼、析出硬化鋼が挙げられる。 (もっと読む)
トルク伝達部材の接合構造及びトルク伝達部材の接合方法及びこれらを用いた動力伝達装置
【課題】ディファレンシャル装置ではピニオンシャフトの脱落を防止するために、ピニオンシャフトとデフケースに凹部を加工する上に、係止部材が必要であり、それだけコスト高になっている。部材と部材を固定するためのに、従来接合困難であったトルク伝達部材を接合する。
【解決手段】 鉄系材料からなる第1のトルク伝達部材3とアルミニューム合金で鋳造された第2のトルク伝達部材5を、それぞれに緊密な親和性を持つアルミ系の溶接材料である他の部材7を介して溶接により接合する。
(もっと読む)
溶接補修箇所を備えた鋳鋼品及び鋳鋼品の溶接補修方法
【課題】 応力除去焼鈍を行わないで、補修後の耐き裂発生特性を向上させる。
【解決手段】 鋳鋼品中の欠陥部を除去して、開先加工する工程と、前記開先加工した部分3に被覆アーク溶接によりバタリング溶接を行う工程と、前記バタリング溶接による溶接金属の一部を表面から厚さ方向に切削除去するハーフビード法を行い、初層バタリング溶接部12を形成する工程と、TIG溶接による第2層以降の本溶接部14を形成する工程とを備える。
(もっと読む)
パイプなどの金属板部材を特に排気システム用のハウジングポートなどの金属鋳物部材に接合する方法
金属板部材(3)を金属鋳物部材(5)に接合するための方法が開示されている。本発明の方法によれば、金属板部材(3)と他の部材(5)はパルス溶接プロセスで互いに溶接される。前記方法は特に金属板のパイプ(3)が金属鋳物ハウジング(13)のポート(12)に溶接されることを可能にする。前記利点は排気マニホールド(3)及び、ターボチャージャ(5)などの排気ユニットを備えた排気システムのために用いることができる。 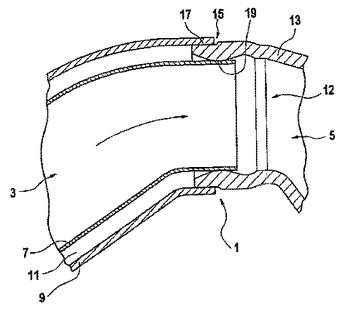 (もっと読む)
(もっと読む)
過度の硬化を起こす傾向のある同じ材料どうしをあるいは互いに異なる材料をフィラー材料として銅または銅合金を使用することによってプラズマやレーザーや電子ビームにより溶接するための方法
本発明は、過度の硬化を起こす傾向を有しているような例えば鋳鉄や鋳鋼や可鍛鉄や焼結材料や表面焼入鋼や高C含有鋼や焼鈍鋼や高張力鋼などといったような同じ材料(1,2)どうしをあるいは互いに異なる材料(1,2)を高エネルギービームを使用して溶接するための方法に関するものである。本発明の目的は、精密なかつ脆弱なかつ仕上げ加工済みの部材(1,2)を、溶接によって組み立て可能とすることであり、これにより、コスト的な有利さをもたらすことである。この目的のため、銅、または、銅を大きな含有量で含有している銅合金と;互いに溶接すべき複数の基本材料でありかつ溶接シームを形成している複数の基本材料と;を、高エネルギービームを使用して、溶接シーム内において溶融させ、その溶融によって形成された溶融物を固化させることによって、複数の基本材料を溶接する。 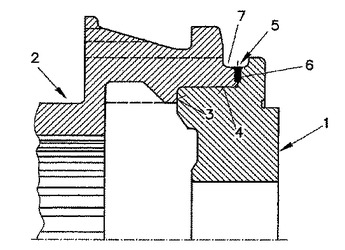 (もっと読む)
(もっと読む)
1 - 12 / 12
[ Back to top ]