
Fターム[4E001DF04]の内容
Fターム[4E001DF04]に分類される特許
21 - 40 / 44
TIG溶接装置
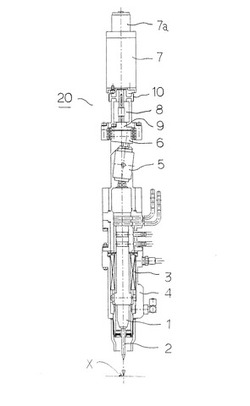
【課題】アークの発生方向にタングステン電極が振動することにり、アーク圧が制御できて高溶着、高速溶接可能な安定したTIG溶接装置である。
【解決手段】ホットワイヤTIGアーク溶接において、タングステン電極(1)の先端を、10Hz以上の周波数でアーク発生方向に振動させて溶接することを特徴とし、また、タングステン電極(2)を先端に取り付けたトーチボディー(1)の外側をブッシュ(3)で支えたトーチボディー(1)全体をアーク発生方向に振動させて溶接するものであり、トーチボディー(1)をカム軸(6)と連結させ、モータ(7)でカム軸(6)を回転させることにより、10Hz以上の周波数でアーク発生方向に、タングステン電極(2)を振動させることを特徴とするTIG溶接装置である。
(もっと読む)
狭開先MAG溶接装置

【課題】大型圧力容器など厚肉の大型構造物の溶接に対して、開先を狭くするとともに、開先の片側に障害物があっても溶接可能な狭開先MAG溶接装置を開発・提供することにある。
【解決手段】溶接装置において、溶接ワイヤ(6)に曲げ癖を付けるベンディングユニット(1)を、狭開先(K)の中心線に対して非同一線状に配置して溶接することを特徴とする狭開先MAG溶接装置であり、狭開先(K)に挿入する直線形状の狭開先トーチ(2)と、ベンディングユニット(1)との間に、円弧状のブロック(3a)、あるいはS字状のブロック(3b)を介して設け、さらに、ベンディングユニット(1)において、送給ローラ(1b)の手前に、該送給ローラ(1b)の中心であって、レバー(1d)に溶接ワイヤ(6)を円弧状に、かつ、左右に振るローラ(1c)を設け、該レバーを左右に振ることを特徴とする狭開先MAG溶接装置である。
(もっと読む)
低温用鋼板の溶接方法
【課題】溶接部の溶存酸素量を低減することができ、深い溶け込みを得ることができる低温用鋼板の溶接方法を提供する。
【解決手段】本発明の低温用鋼板の溶接方法は、開先形状がルート面及び開先角度を有する低温用鋼板の突合せ継手の溶接方法であって、レーザトーチを先行させて、プラズマミグ溶接トーチを後行させて溶接を行う。レーザトーチから被溶接物の溶接継手のルート部にレーザ光を照射してプラズマミグ溶接を行って溶接ビードの第一層を形成し、次に、レーザ光を少なくとも開先側面を溶かす幅で、かつ、開先側面を隙間無く溶かす周波数でウィービングさせて照射してプラズマミグ溶接を行って第一層の上に第二層を形成する。この結果、小さい歪みで深い溶け込みが確保され、開先側面部も充分な溶け込みが得られた溶着率の高く溶存酸素量の少ない溶接ビードを形成することができる。
(もっと読む)
タンデム揺動溶接方法
【課題】溶接能率を向上させるとともに、揺動端部での溶接欠陥を抑制し、良好なビード形状で安定した積層溶接が可能なタンデム揺動溶接方法を提供する。
【解決手段】先行電極と後行電極による溶融池が1プールとなるように、電極間の溶接方向の前後極間距離及び開先幅方向の左右極間距離を保持し、先行電極と後行電極を、同じ位相かつ同じ振幅で、開先幅方向に揺動させるとともに、開先幅または前層ビード幅に応じて、揺動幅と左右極間距離を制御して多層盛溶接を行う。
(もっと読む)
狭開先溶接方法及び狭開先溶接装置
【課題】立向き溶接等に適用されて反復オシレートを行う狭開先ガスシールドアーク溶接において、円弧状運動によるスパッタや融合不良を防止または抑制する。
【解決手段】狭開先の幅方向中心位置を起点に一方の開先端部近傍まで上向きにオシレートする上進第1工程Paと、一方の開先端部近傍で所定時間だけオシレートを停止する上昇第1工程Pbと、一方の開先端部近傍を起点に狭開先の幅方向中心位置まで下向きにオシレートする下進第1工程Pcと、狭開先の幅方向中心位置を起点に他方の開先端部近傍まで上向きにオシレートする上進第2工程Pdと、他方の開先端部近傍で所定時間だけオシレートを停止する上昇第2工程Peと、他方の開先端部近傍を起点に狭開先の幅方向中心位置まで下向きにオシレートする下進第2工程Pfとで1サイクルとされ、オシレートの速度は、鉛直方向下向きのオシレート速度が鉛直方向上向きのオシレート速度より増速される。
(もっと読む)
溶接ロボットの制御装置および制御方法
【課題】 溶接の状況に応じて、先行行溶接トーチのウィービングの振幅の大きさと、後行溶接トーチのウィービングの振幅の大きさを任意に調整することができるようにする。
【解決手段】 先行溶接トーチおよび後行溶接トーチのトーチ姿勢が一定の状態で両溶接トーチ先端がウィービングするとともに、先行溶接トーチと後行溶接トーチの間の中間点を回転中心にして両溶接トーチがウィービング振幅方向Ywに揺動するように、各軸を駆動制御することで、先行溶接トーチのウィービング振幅の大きさと後行溶接トーチのウィービング振幅の大きさを調整する。この場合、先行溶接トーチがウィービングする方向と、当該先行溶接トーチが揺動する方向とが同一方向となり、後行溶接トーチがウィービングする方向と、当該後行溶接トーチ27が揺動する方向とが逆方向となるように制御することで、後行溶接トーチのウィービング振幅の大きさよりも先行溶接トーチのウィービング振幅の大きさを大きくする調整を行うことができる。
(もっと読む)
鋼鋳片の表層改質方法
【課題】銅を含有する鋼鋳片の表層を確実に改質し、熱間加工時のわれの発生を防止できる鋼鋳片の表層改質方法を提供する。
【解決手段】ワイヤー7のオシレーション幅を±Lo、オシレーション速度をFo、プラズマトーチ3の間隔をPL、鋼鋳片1の溶融処理速度をV、鋼鋳片1の表層部分が溶融して形成された溶融プール8の長さをLpとするとき、これらが4Lo/Fo<Lp/V,Lo≧0.9PL/2の関係を満たすように、ワイヤー7のオシレーション中心位置をプラズマトーチ3間の中心に合わせてオシレーションすることで溶融プール8を攪拌しながらワイヤー7を連続して溶融プール8に供給することを特徴とする。
(もっと読む)
アーク溶接方法
【課題】レ形開先内の溶接を行う際に、溶接欠陥の発生を抑制すると共にスパッタを大幅に低減させるアーク溶接方法を提供する。
【解決手段】レ形開先20内のウィービング中心位置に溶接トーチ17を所定の傾斜角θ1で配置し、ウィービング中心位置を中心として溶接トーチ17を略円弧状にウィービング振り角θ2でウィービングさせながらアーク倣いを実施するアーク溶接方法である。レ形開先20の開先角度をθ3(°)としたときに、(a)5°≦θ1≦25°、(b)1°≦θ2≦20°、(c)25°≦θ3≦35°、(d)θ1−5°≦θ3/2≦θ1+5°、(e)θ2/2−θ1+θ3≧15°、(f)θ1+θ2/2≧15°の条件が満たされた状態で、アーク溶接を行う。
(もっと読む)
エレクトロガスアーク溶接方法
【課題】開先の開先深さ方向の全幅の範囲でアークを発生させることができるために、開先の開先深さ方向の全幅の範囲にわたって溶接ワイヤの充分な溶け込みを確保することができるエレクトロガスアーク溶接方法を提供する。
【解決手段】被溶接材である鋼板の突き合わせ継手に開先を形成し、前記開先の一面側に上方に摺動する水冷銅板を当てるとともに他面側に裏当材を当て、前記水冷銅板、裏当材及び被溶接材で囲まれた開先内で溶接トーチから送給された溶接ワイヤをアークによって溶融させながら、前記水冷銅板と溶接トーチを同行して上進させることで、前記溶融した溶融ワイヤが下方から順次凝固して溶接継手を形成していくエレクトロガスアーク溶接方法において、前記溶接トーチを前記開先内で前記鋼板の板厚方向に沿って円弧状の往復運動をさせ、前記開先内手前及び奥の両端部においても、溶接ワイヤのアークによる溶融を行うことができるようにした。
(もっと読む)
ガスシールドアーク溶接方法
【課題】先行電極をストリンガ運棒とし、後行電極を高速回転または高速揺動とすることによって、狭開先継手に対して高温割れおよび開先ルート部の溶込み不足を生じることなく完全溶込みの溶接が可能となり、かつアークセンサによる倣い制御を可能とするガスシールドアーク溶接方法を提供する。
【解決手段】溶接進行方向の前後に所定間隔で配置された先行電極11と後行電極12とにより1つの溶融池15を形成しながら狭開先継手の初層溶接を行うガスシールドアーク溶接方法であって、前記先行電極は、トーチ運棒をストリンガ運棒とするとともに、狙い位置を開先ルートとし、前記後行電極は、トーチ運棒を高速回転または高速揺動とするとともに、前記先行電極および前記後行電極のアークセンサ信号により溶接線倣い制御を行う。
(もっと読む)
2電極アーク溶接方法
【課題】 先行電極11及び後行電極12によって消耗電極アーク溶接を行う2電極アーク溶接方法において、安定条件範囲の拡大、ビード外観の改善及びスパッタの削減を図ることを目的とする。
【解決手段】 先行電極11は、第1溶接電源PS1から電力が供給されると共に、第1送給機WF1によって先行トーチ41を通って送給されて、母材2との間に先行アーク31が発生する。後行電極12は、第2溶接電源PS2から電力が供給されると共に、第2送給機WF2によって後行トーチ42を通って送給されて、母材2との間に後行アーク32が発生する。後行電極12は、先行電極11から所定距離だけ離れた位置を中心として回転運動によるオしれートが行われる。この回転運動の周波数は、溶接速度に応じて適正値に変化する。
(もっと読む)
1電極エレクトロガスアーク溶接方法
【課題】板厚が50mmを超え70mmまでの被溶接鋼板であっても、融合不良が発生することなく、健全な溶接継手が得られると共に、アーク安定性が優れており、高電流条件にする必要がなく、立向1パスの溶接が可能である1電極エレクトロガスアーク溶接方法を提供する。
【解決手段】開先が垂直に延び、表面側が裏面側より幅広となる開先形状を有し、被溶接板の表面側に摺動銅板を当て、裏面側に固定された裏当材を当てる。1本の溶接ワイヤを被溶接板の板厚方向にオシレートさせる。オシレート速度が10乃至55mm/秒、表面側での停止時間が1.5乃至2.5秒、裏面側での停止時間が0.5乃至1.5秒、オシレート幅は(板厚(両被溶接板に板厚差がある場合は厚い方の板厚)−25mm)以上(板厚−10mm)以下、電極の折り返し位置は、被溶接板の表面及び裏面から5乃至15mmの位置である。
(もっと読む)
ガスシールドアーク溶接方法
【課題】厚鋼板を狭開先(すなわち開先角度50°以下)で突合せ溶接する際に安定した溶け込みが得られ、初層の高温割れを防止し、かつ溶接ビードの外観が良好なガスシールドアーク溶接方法を提供する。
【解決手段】溶接トーチをオシレートさせながら溶接を行なうガスシールドアーク溶接方法において、オシレートの溶接線に平行な成分が10〜45mmの範囲内で毎分30〜150回オシレートさせながら開先角度50°以下のガスシールドアーク溶接を行なう。
(もっと読む)
開始同期アーク溶接方法
【課題】2つの溶接個所を2つの溶接トーチを使用して溶接開始の同期を取って溶接する開始同期アーク溶接方法において、先行してアークが発生した側の溶接開始位置前方部分の溶け込みが不足する現象を抑制する。
【解決手段】第1溶接トーチ及び第2溶接トーチを各々予め教示された溶接開始位置に移動させ(t1)、第1アークが先行して発生したとき(t2)はその状態で待機させ、遅れて第2アークが発生したとき(t3)は前記待機状態を終了して両溶接トーチを各々予め教示された溶接線に沿って移動させて溶接する開始同期アーク溶接方法において、第1アークの溶接開始位置から溶接方向に対して後ろ又は斜め後ろ側に終端位置を予め教示し、前記待機期間Tdの一部又は全部の期間中は第1アークを前記溶接開始位置と前記終端位置との間でウィービングSuさせる。
(もっと読む)
タンデムアーク溶接システムを制御するロボット制御装置およびそれを用いたアーク倣い制御方法
【課題】アーク倣いの精度に優れ、溶接欠陥が生じることのないアーク溶接が可能となるタンデムアーク溶接システムを制御するロボット制御装置およびそれを用いたアーク倣い制御方法を提供する。
【解決手段】溶接トーチと、溶接トーチをウィービングさせるロボットと、先行極電源および後行極電源と、ウィービング中の溶接状態量を検出する先行極検出部および後行極検出部とを備えるタンデムアーク溶接システムを制御するロボット制御装置8であって、電気的変化量を算出する先行極処理部11aと、その電気的変化量に基づいてウィービング中心軌跡の溶接線からの左右方向および上下方向の位置ずれを補正するための補正量を算出する先行極補正部14aと、電気的変化量を算出する後行極処理部11bと、その電気的変化量に基づいて、ウィービング中心軌跡の溶接線からの回転方向の位置ずれを補正するための補正量を算出する後行極補正部14bとを備える。
(もっと読む)
アーク溶接方法
【課題】十分なビード幅及び高さを得るとともに母材に対する深い溶け込みを得て、高品質の溶接を行う。
【解決手段】溶接トーチ14をウィービングにより周回させて、上板の第1部材30と第2部材32との境界34に沿って+Z方向に向かって溶接を行う。1周期のウィービングは、教示点P1、P2、P3及びP4で指定される一巡経路である。ウィービングの1周期の間で、最初の第1移動区間40aでは直流、次の第2移動区間40bでは交流、第3移動区間40cでは交流、及び最後の第4移動区間40dでは交流となるように電流を切り替えながら溶接を行う。
(もっと読む)
疲労強度に優れた鋼アーク溶接継手、その溶接方法及び鋼構造物
【課題】設計・施工面で特別な配慮を必要とせず、高い疲労強度を安定して得ることが可能な疲労強度に優れた鋼アーク溶接継手、その溶接方法及び鋼構造物を得る。
【解決手段】鋼を、質量%で、C:0.0001〜0.0600%、Si:0.01〜0.36%、Mn:0.01〜1.20%、P:0.030%以下、S:0.009%以下及びAl:0.001〜0.100%を含有し、残部がFe及び不可避的不純物からなる組成とすると共に、溶接金属を、質量%で、C:0.0001〜0.0200%、Si:0.01〜0.12%、Mn:0.01〜0.40%、P:0.030%以下、S:0.003%以下及びAl:0.001〜0.100%を含有し、残部がFe及び不可避的不純物からなる組成とし、更に、溶接金属における少なくとも溶接止端から0.1mmまでの範囲を、平滑界面成長した凝固組織にする。
(もっと読む)
継手靭性に優れた高張力溶接継手およびその製造方法
【課題】高価な合金元素を添加せずに、HAZ部において高い破壊安全性を有する高張力溶接継手とその製造方法を提供する。
【解決手段】質量%で、C:0.03〜0.15%、Si:0.01〜1.0%、Mn:0.1〜2.0%、P:0.015%以下、S:0.01%以下及びAl:0.005〜0.1%を含有し、残部Feおよび不純物からなる鋼を母材としてアーク溶接した溶接継手であって、板厚方向平均層密度が0.22pass/mm以上であるとともに、溶接部を断面からみた時の各層の溶け込み深さdの平均値daveと各層の幅wの平均値waveが(1)式を満足することを特徴とする、780MPa以上の引張強さを有する高張力溶接継手。
dave<wave・・・・・・・・・・・・・・・・(1)式
ここで、板厚方向平均層密度とは、靭性の評価対象としている溶融線に関して、溶接接合されている板厚方向の領域の長さ(mm)に対する溶接層数の比の平均値をいう。
(もっと読む)
レーザー回転アークハイブリッド溶接装置およびその方法
本発明は、レーザー回転アークハイブリッド溶接装置およびこれを用いた溶接方法に関する。本発明のレーザー回転アークハイブリッド溶接装置は、溶接部位に対してアークを放電するアーク放電部(2)と、溶接部位に対してレーザーを照射するレーザー発生部(4)と、前記アーク放電部(2)を回転させる回転装置(24)とを含んでなる。このレーザー回転アークハイブリッド溶接装置を用いた溶接方法では、複数の母材を溶接位置に整列させ、溶接部位に対してレーザーアークハイブリッド溶接装置を位置させた後、アーク放電部を所定の回転半径で回転させながらアーク放電を行い、これに連続してレーザー発生部によってレーザーを照射する。 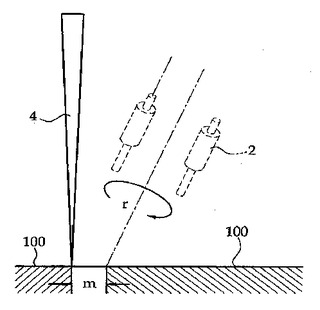 (もっと読む)
(もっと読む)
溶接装置
【課題】 厚板鋼材の突合せ溶接において、従来に比べて低入熱溶接を行うことで、より高品質且つ高効率な溶接を実現することを目的とする。
【解決手段】 略垂直姿勢で対向配置されると共にI形開先を形成する一対の材料を突合せ溶接する溶接装置であって、溶接トーチと、該溶接トーチに所定の送給速度で溶接ワイヤを送給するワイヤ送給手段と、I形開先に沿って溶接トーチを昇降させる昇降手段と、溶接トーチに所定の溶接電流を給電する溶接電源と、ワイヤ送給手段、昇降手段及び溶接電源を同期制御することによりI形開先を下から上に向けて順次積層溶接させる制御手段とを備え、制御手段は、溶接ワイヤをI形開先の側方からI形開先内に差し込んで溶接ワイヤの先端を前記I形開先の奥端と手前端との間で往復移動させる、という手段を採用する。
(もっと読む)
21 - 40 / 44
[ Back to top ]