
Fターム[4E001EA03]の内容
Fターム[4E001EA03]に分類される特許
61 - 80 / 105
スパイラル鋼管の製造方法およびスパイラル鋼管
【課題】高い生産性が得られる内外面連続溶接を用いて効率よく製造でき、十分な靭性を有する溶接金属部を備えたスパイラル鋼管を提供する。
【解決手段】鋼帯1をスパイラル状に巻きながら鋼帯の幅方向端面同士を内外面のうち一方の面に対する溶接により先行溶接金属部4を形成した後、連続して他方の面に対する溶接により後続溶接金属部を形成し、所定の化学組成である溶接金属部を有する管状体5を形成する工程と、溶接金属部を1000℃以上1150℃以下に5秒以上20分以下の間加熱する加熱工程と、加熱工程の後、900℃から500℃の間の前記溶接金属部を平均冷却速度10℃/秒以上で冷却する工程と、溶接金属部を300℃以上600℃以下の温度で板厚25.4mm当たり5分以上90分以下の時間加熱保持して焼き戻し処理する工程とを備えるスパイラル鋼管の製造方法とする。
(もっと読む)
鋼材の多電極サブマージアーク溶接方法
【課題】板厚25mm以上のUOE鋼管、スパイラル鋼管などの大径鋼管の造管溶接に用いて好適な多電極サブマージアーク溶接方法を提供する。
【解決手段】板厚25mm以上の鋼材を2電極以上のサブマージアーク溶接で内外面一層盛り溶接する際に、内面溶接と外面溶接の両方について、第1電極の電流密度を220A/mm2以上とし、鋼材表面位置における第1電極と第2電極のワイヤ中心間距離を25mm以上とし、第1電極と第2電極との電流比を0.8以下とし、さらに内面溶接、外面溶接のそれぞれにおける溶込み深さに対する開先形状、溶接速度、電流の影響を、これらをパラメータとするパラメータ式で求まる値(内面溶接金属の溶込み深さはLIW、外面溶接金属の溶込み深さはLOW)で代表させ、これらの値と板厚からなるパラメータ式を満足するように開先寸法と溶接条件を選択する。
(もっと読む)
鋼材のサブマージアーク溶接方法
【課題】高溶接速度かつ低入熱で十分な溶け込みを得ながら美麗なビード外観を得ることが可能なサブマージアーク溶接方法を提供する。
【解決手段】内面溶接と外面溶接の少なくとも一方を、第1電極および第2電極の電流密度は(1)式を満足し、第1電極と溶接速度は(2)式を満足し、さらに鋼材の板厚と内面と外面の開先断面積の合計は(3)式を満足する条件で溶接速度180cm/min以上で一層溶接する。95≦D1≦3.3×D2(1)、v+0.1×I1≦310(2)、3.9×t−Stotal≦20(3)、D1:第1電極の電流密度(A/mm2)、D2:第2電極の電流密度(A/mm2)、v:溶接速度(cm/min)、I1:第1電極電流(A)、t:板厚(mm)、Stotal:内面と外面の開先断面積の合計(mm2)。好ましくは鋼板表層位置で測定した第1電極と第2電極のワイヤ中心間の距離を15mm以上、45mm以下とする。
(もっと読む)
アルミナイズ金属工作物をレーザー−アークハイブリッド溶接する方法

【課題】表面にAl−Si皮膜を有する工作物を溶接するのに有効な方法を提供し、特に良好な特性をもつ溶接継手を得る。
【解決手段】少なくとも1つの金属工作物1をレーザービーム3によってレーザー溶接する方法に関し、前記工作物1はアルミニウムを含む表面皮膜2を有し、レーザービームを少なくとも1つの電気アーク4と組み合わせて、金属を溶融し、前記工作物1を溶接する。
(もっと読む)
亜鉛系めっき鋼板の重ねすみ肉アーク溶接方法及び重ねすみ肉アーク溶接継手
【課題】亜鉛系めっき鋼板である薄い下板と、厚い上板を溶接する際に発生するピット、溶落ち等の溶接欠陥の発生を防止し、良好な溶接部形状を得ることができる、重ねすみ肉アーク溶接方法を提供する。
【解決手段】重ねすみ肉アーク溶接の方法であって、アーク溶接電源として、溶接ワイヤの送給を前進及び後退させる機能を有するアーク溶接電源を用い、下板は亜鉛めっき鋼板であり、上板は前記亜鉛めっき鋼板よりも板厚が厚い鋼板であり、溶接する前に前記上板の一部を削り、溶接トーチから送出される溶接ワイヤと前記下板との交点から前記上板までの距離をW[mm]、ワイヤ供給速度をWFR[m/min]、溶接速度をV[m/min]としたとき、0.5mm≦W≦1.5mm、−0.2WFR/V+2.333≦W≦0.15WFR/Vであり、シールドガスを炭酸ガスとすることを特徴とする重ねすみ肉アーク溶接方法。
(もっと読む)
高強度薄鋼板の溶接方法
【課題】引張強さ980MPa以上,板厚6.0mm以下Pcm値0.250〜0.305の高強度薄鋼板を溶接するにあたって、溶接部の低温割れを抑制する溶接方法を提供する。
【解決手段】溶込み深さを板厚の40%以上とし、溶接金属のビッカース硬さを350以下とする。
(もっと読む)
溶接部靱性に優れた高強度厚肉溶接ベンド鋼管用の素管およびその製造方法
【課題】溶接まま、高周波加熱焼き入れまま、高周波加熱焼き入れ−焼き戻しおよび焼き戻しの各熱処理を受ける溶接金属の全ての部分について、優れた低温靱性を有する高強度厚肉溶接ベンド鋼管用の素管を提供する。
【解決手段】溶接金属の成分中、特にTi,V, Al,O,N,BおよびNi量について以下の成分組成範囲および(1), (2)式の関係を満足させる。
Ti:30〜400 ppm、V:20〜500 ppm、Al:20〜500 ppm、O:500 ppm以下、N:80 ppm以下、B:3〜60 ppmおよびNi:3.0 mass%以下。
〔N〕−0.087〔Ti〕−0.03〔V〕−9≦0 --- (1)
0.17 ≦〔B〕/G≦ 2.5 --- (2)
ただし、G=0.15〔O〕− 0.113〔Al〕−0.0345〔Ti〕+1
(もっと読む)
異材溶接用フラックス入りワイヤ並びに異材レーザ溶接方法及び異材MIG溶接方法
【課題】アルミニウム又はアルミニウム合金材と亜鉛メッキ鋼材とを溶接する場合に、溶接継手部の引張剪断強度及び溶接部界面の剥離強度を向上させることができる異材溶接用フラックス入りワイヤ並びに異材レーザ溶接方法及び異材MIG溶接方法を提供する。
【解決手段】フラックス入りワイヤ1は、アルミニウム又はアルミニウム合金材2と亜鉛メッキ鋼材3との異材レーザ溶接に使用される。フラックス入りワイヤ1は、Siを0.8乃至1.9質量%含有し、残部がアルミニウム及び不可避的不純物であるアルミニウム合金からなる筒状の皮材と、この皮材内に充填されフッ化セシウムを20乃至60質量%含有するフラックスとを有する。皮材中の不可避的不純物としては、Mn、Mg又はFeがあり、その含有量は夫々皮材の全質量あたり0.1質量%以下である。フラックスの充填率は、ワイヤの全質量あたり5乃至20質量%である。
(もっと読む)
固定鋼管の円周溶接方法
【課題】ビード外観が良好で融合不良やスラグ巻き込みなどの溶接欠陥のない健全な溶接部を得ることができる固定鋼管の円周溶接方法を提供する。
【解決手段】1層1パスの準備溶接とこれに続けて1層複数パスの本溶接を行なうものであり、前記本溶接はフラックス入りワイヤを用いて、溶接電流150〜280A、溶接速度15〜25cm/minで上進姿勢多層盛溶接として、開先壁面側のビードの積層は溶接トーチを開先壁面に対向する方向に板厚方向から15〜25°傾斜して前層ビードの止端部をワイヤ狙い位置として溶接し、開先内のビード積層は溶接トーチを板厚方向として前パスのビード止端部をワイヤ狙い位置として溶接し、同一層の最終パスは前パスのビードの止端部と他方のビードの止端部との間をワイヤ狙い位置として溶接する。
(もっと読む)
耐ギャップ性に優れた異厚鋼板プラズマテーラードブランク材の製造方法
【課題】板厚の異なる鋼板同士をプラズマ溶接する際、溶接継手における溶落ちが生じることなく良好に接合できる、耐ギャップ性に優れた異厚鋼板プラズマテーラードブランク材の製造方法を提供する。
【解決手段】板厚が0.6〜1.0mmである一方の鋼板1と、該一方の鋼板1との板厚比が1.3〜2.7の範囲である他方の鋼板2とを突き合わせ、一方の鋼板1及び他方の鋼板2の各々の突合せ端部11、21の間のギャップを0.10〜0.35mmの範囲とし、各々の突合せ端部11、21の溶接線上において、溶接始端部に溶融池を形成するとともに、該溶融池のプール幅が0.5mmに達するまでの溶接速度を0.4〜0.6m/分の範囲とし、溶融池のプール幅が0.5mmを超えた後、溶接線上の溶接終端部までの間における最終溶接速度を2.0〜3.0m/分の範囲として溶接速度を漸増させながらプラズマ溶接する。
(もっと読む)
耐ギャップ性に優れた異厚鋼板プラズマテーラードブランク材の製造方法
【課題】板厚の異なる鋼板同士をプラズマ溶接する際、溶接継手における溶落ちが生じるのを防止して良好に接合できる、耐ギャップ性に優れた異厚鋼板プラズマテーラードブランク材の製造方法を提供する。
【解決手段】板厚が0.6〜1.0mmである一方の鋼板1と、該一方の鋼板1との板厚比が1.3〜2.7の範囲である他方の鋼板2とを突き合わせてプラズマ溶接を行なう方法であり、一方の鋼板1及び他方の鋼板2の各々の突合せ端部11、21の間のギャップを、溶接始端部で0.05mm以下とするとともに、該溶接始端部を除く溶接終端部までの溶接線上において0.10〜0.35mmの範囲とし、各々の突合せ端部11、21の溶接始端部に溶融池を形成した後、1.0〜3.0m/分の溶接速度で各々の突合せ端部11、21間をプラズマ溶接する。
(もっと読む)
高強度薄鋼板の溶接方法
【課題】引張強さ980MPa以上かつ板厚6.0mm以下の高強度薄鋼板を溶接するにあたって、溶接部の低温割れを抑制する溶接方法を提供する。
【解決手段】引張強さ980MPa以上かつ板厚6.0mm以下の高強度薄鋼板の溶接方法において、溶込み深さを板厚の20%以上とし、溶接金属のビッカース硬さを270以下とする。
(もっと読む)
タングステン−不活性ガス溶接法によって2つの金属部分を結合するための方法ならびに該方法を実施するための装置
【課題】全自動的な溶接に基づいて高い経済性が達成されるような、極めて高い品質の、容積の少ないシームを形成するための溶接方法を提供する。
【解決手段】結合させたい両金属部分1,2を、第1のステップでまずセンタリングオフセット7によって、両金属部分の間にナロウギャップ4が形成されかつシームベース範囲に負荷軽減範囲8が生じるように互いに対して位置決めし、第2のステップで目標溶融個所9の形成下に、両金属部分の、ナロウギャップを画定する側縁5,6を、ナロウギャップを満たす溶接ビード10により互いに結合する形式の方法において、ナロウギャップ4が、一貫して一定の幅aを有しており、しかも該幅aを、重なり合って位置する溶接ビード10がそれぞれナロウギャップ4の全幅aにわたって延びるように設定しておき、ナロウギャップ4全体を全自動的に溶接ビード10で満たす。
(もっと読む)
アルゴンと水素とを含有する中心流、およびアルゴンと二酸化炭素または酸素の何れかとを含有する被覆流のデュアルガスフローを用いるアーク溶接方法
本発明は、電極を備えたアーク溶接トーチを実装し、中心ガス流を電極と接触させるように供給し、環状ガス流を前記第1のガス流の周囲に供給する電気アーク溶接方法に関する。中心ガス流はアルゴンおよび水素(H2)のみを含み、水素含有量は2ないし8体積%である。被覆ガス流は、アルゴンおよび1.8ないし3体積%の二酸化炭素(CO2)または0.9ないし1.5体積%の酸素(O2)のみを含む。この方法は、鋼、特にステンレス鋼または炭素鋼、ならびに亜鉛もしくはアルミニウムまたは前記鋼の腐食を防ぐための任意の他の材料でコーティングされた鋼から作られた部品を溶接するのに使用される。 (もっと読む)
鋼管矢板の2電極ガスシールドアーク溶接方法
【課題】 鋼管矢板の本管と各種連結継手用鋼の2電極ガスシールドアーク溶接方法において、目標とする溶接金属のビード幅、ビード厚およびすみ肉溶接金属の脚長が得られる健全な溶接部を安易に高能率に溶接することができる鋼管矢板の2電極ガスシールドアーク溶接方法を提供する。
【解決手段】 鋼管矢板の本管とP−P形またはP−T形連結継手用の鋼管とを溶接する2電極ガスシールドアーク溶接方法において、本管と鋼管のフレア継手部に鋼粒または鉄粉をフレア開先幅10〜12mmの高さまで充填し、電極トーチを鋼管方向に先行電極:0〜25°、後行電極:0〜10°傾斜させ、電極間距離を先行電極および後行電極のワイヤ間で15〜40mm、ワイヤ径1.6mmで溶接電流を先行電極:490〜580A、後行電極:460〜560Aとし、ワイヤ狙い位置をフレア開先のほぼ中央にして溶接速度を1m/min以上で溶接することを特徴とする。
(もっと読む)
CrMoV鋼のサブマージアーク溶接用のフラックスおよびワイヤ
本発明は凝集溶接フラックスであって、フラックスの重量%で表された0.1〜0.6%の炭素(C)、0.3〜3%のマンガン(Mn)、0.006%未満の硫黄(S)、0.015%未満の鉛(Pb)、0.025%未満のリン(P)、0.1〜0.8%のチタン(Ti)および0.02%未満のアンチモン(Sb)を(%S)+(%Sb)+(%P)+(%Pb)<0.040%で有し、ここで(%S)、(%Sb)、(%P)および(%Pb)は前記フラックス中の元素S、Sb、PおよびPdのそれぞれの重量の量(フラックスの重量%で表される)であるフラックスに関する。本発明はこのフラックスと共に使用できる溶接ワイヤと、このフラックスおよびワイヤを使用するCrMoV鋼のサブマージアーク溶接方法であって溶接後応力除去処理中の再加熱におけるこれにより得られる溶接部の割れのリスクを減らすまたは最小にするための方法とにも関する。 (もっと読む)
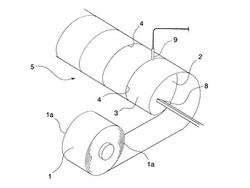
酸化防止剤を塗布した鋼板のアーク溶接方法
【課題】高い生産性で、溶接欠陥がなく、安定して高い継手強度が得られるホットプレス鋼板のアーク溶接方法を提供する。
【解決手段】酸化防止剤を、少なくとも片面に塗布した焼入用鋼板同士を、または、前記酸化防止剤を少なくとも片面に塗布した焼入用鋼板と被覆層を有しない金属板とを重ね隅肉接合する際に、溶接開始から3秒以上、下記式1および式2の両方を満足するように接合することを特徴とする鋼板のアーク溶接方法。
 (もっと読む)
(もっと読む)
複合溶接方法と複合溶接装置
【課題】 レーザと第1ワイヤによるアーク溶接で形成した溶融池に第2ワイヤを供給する溶接において、レーザ出力と前記第1ワイヤの送給速度と前記第2ワイヤの送給速度との何れも溶接速度に比例して調整する複合溶接方法と複合溶接装置に関する。
【解決手段】 演算手段20は、前記レーザ発生手段9のレーザ出力と前記アーク発生手段13から制御される前記第1ワイヤ3の送給速度と前記第2ワイヤ7の送給速度の何れも前記溶接速度に比例するよう演算処理を行うことによって良好な溶接を行うと共に、溶接パラメータの設定を容易にすることができる。
(もっと読む)
鋼鋳片の表層改質方法
【課題】銅を含有する鋼鋳片の表層を確実に改質し、熱間加工時のわれの発生を防止できる鋼鋳片の表層改質方法を提供する。
【解決手段】ワイヤー7のオシレーション幅を±Lo、オシレーション速度をFo、プラズマトーチ3の間隔をPL、鋼鋳片1の溶融処理速度をV、鋼鋳片1の表層部分が溶融して形成された溶融プール8の長さをLpとするとき、これらが4Lo/Fo<Lp/V,Lo≧0.9PL/2の関係を満たすように、ワイヤー7のオシレーション中心位置をプラズマトーチ3間の中心に合わせてオシレーションすることで溶融プール8を攪拌しながらワイヤー7を連続して溶融プール8に供給することを特徴とする。
(もっと読む)
GMA溶接方法
【課題】 溶接部の特性をさらに向上させた溶接を行なうことが可能なGMA溶接方法を提供する。
【解決手段】 GMA溶接装置10は、ノズル11、コンタクトチップ12、溶接ワイヤ13、ワイヤ送給ローラ14、ワイヤ送給制御装置15、及びアーク溶接電源17を備えている。GMA溶接装置10では、シールドガス16に含まれるO2及びCO2のいずれかの酸化性ガスを従来より少なくすることにより、母材20の溶融池21の酸素濃度を従来より低い50〜310重量ppmに低下させ、溶接速度を0.4m/min以下とする。このため、溶融池21中の対流の方向を溶融池21の中心から溶融池21の底部に向かう方向にすることができ、より深い溶け込み形状の溶融池21を得ることが可能となる。
(もっと読む)
61 - 80 / 105
[ Back to top ]