
Fターム[4E001EA03]の内容
Fターム[4E001EA03]に分類される特許
21 - 40 / 105
低合金鋼のサブマージアーク溶接方法
【課題】 濃厚硫酸及び濃厚塩酸環境下で優れた耐食性等を発揮し、溶接欠陥の無い溶接金属が得られるサブマージアーク溶接方法を提供する。
【解決手段】 質量%で、SiO2:5〜21%、Al2O3:15〜44%、MgO:7〜32%、CaO:0.5〜10%、CaF2:5〜35%、TiO2:5〜33%、Si:0.2〜5.0%、Mn:0.1〜5.0%、金属炭酸塩のCO2分:0.5〜9.0%を含有し、フラックスの粒径が850μm超の粒子が20〜55%、150〜850μmの粒子が40〜75%、150μm未満の粒子が6%以下で、見掛密度が0.70〜1.30g/cm3であるボンドフラックスとC:0.005〜0.2%、Si:0.01〜1.5%、Mn:0.4〜2.5%、Cu:0.03〜1.0%、Ni:0.05〜1.0%、Mo:0.01〜1.0%、Sb:0.01〜0.25%を含有するソリッドワイヤとを組合せて溶接する。
(もっと読む)
2電極溶接法
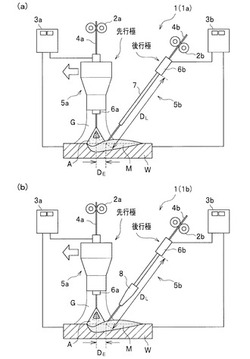
【課題】2電極溶極式による高溶着速度化、アーク干渉軽減による総スパッタ量の抑制、使い勝手の改善、確実なワイヤ溶融、高靭性な溶接金属の生成、低入熱かつ高溶着等の事項を全てかなえる革新的な溶接法を提供する。
【解決手段】
2電極溶極法において、先行極はガスシールドアーク溶接を行なうものであり、後行極は通電フィラーであり、後行極ワイヤ4bは、通電機能が無く溶融池Mへの挿入位置を決める機能のみを有するガイドリード7あるいはガイドチップ8から突き出され、かつ、通電は通電チップ6bからなされ、通電チップ6bと被溶接面上との距離DLが100mm以上1500mm以下、極間距離DEが10mm以下、先行極の電流が250A以上、後行極の電流が、10A以上、かつ先行極の電流に対して50%以下、後行極ワイヤ4bの送給速度が先行極ワイヤ4aの送給速度の20%以上50%以下であることを特徴とする。
(もっと読む)
裏置きビード溶接法

【課題】立て板側においても滑らかな止端部で脚長を有すると共に寸法の大きい裏ビードを形成し、溶接歪みが小さく、特性の良好なT字継ぎ手を形成できる裏置きビード溶接法を提供する。
【解決手段】裏置きビードを付けた第一溶接母材と、これと溶接する第二溶接母材とを裏置きビード溶接法によってT字継ぎ手状に接合するに際し、前記裏置きビードの幅をW(mm)、高さをH(mm)としたとき、これらの比(W/H)が3.0以下となるように裏置きビードを形成して操業を行う。
(もっと読む)
開先加工用プログラム、制御システム及びプラズマ切断装置
【課題】二次旋回流を付与したプラズマにより裏開先切断をする場合に、作動ガス流量、切断電流値、トーチ高さ等、被加工材の板厚に基づいて設定する条件を調整せずに裏開先基準角度よりも大きい開先角度で裏開先切断することが可能な開先加工用プログラム、制御システム及びプラズマ切断装置を提供すること。
【解決手段】プラズマガスの周囲に二次ガスを供給してプラズマガス周りの旋回流を調整することによりノズル孔から噴射するプラズマアークを屈折可能に構成されたプラズマトーチ2を備えたプラズマ切断装置により裏開先切断をする開先加工用プログラムであって、入力された開先角度が、予め設定した裏開先基準角度より大きくなる場合に、前記二次ガスの流量と前記プラズマトーチの移動速度を調整して、前記裏開先基準角度よりも大きい開先角度で裏開先切断することを特徴とする。
(もっと読む)
サブマージアーク溶接用材料及びサブマージアーク溶接方法
【課題】50kJ/cm以上の大入熱溶接において、−20℃程度の低温においても良好な靭性を有する溶接金属を得ることができる。
【解決手段】C:0.01〜0.18%、Si:0〜0.15%、Mn:1.7〜2.8%、Al:0.02〜0.1%を含有し、Nを0.01%以下に規制し、残部がFe及び不可避的不純物である組成のソリッドワイヤと、全フラックスに対し、SiO2:4〜22%、Al2O3:2〜12%、TiO2:5〜26%、MgO:8〜42%、CaF2:2〜11%、CaO:2〜9%、金属炭酸塩(CO2換算値):1〜7%、B2O3:0.2〜0.9%、Mo:0.1〜0.7%、Fe:5〜25%、Al:0〜1.2%を含有するボンドフラックスとを使用してサブマージアーク溶接する。
(もっと読む)
溶接材料および溶接継手の製造方法
【課題】溶接作業性に優れ、836N/mm2以上の引張強さを有しながら良好な耐水素脆性を兼ね備えた溶接継手が安定的に得られる溶接材料および溶接継手の製造方法を提供する。
【解決手段】質量%で、C:0.01〜0.03%、Si:0.3〜1.2%、Mn:1.5〜2.5%、P:0.02%以下、S:0.005〜0.02%、Cu:0.1〜0.5%、Ni:2.0〜3.0%、Cr:0.05〜1.0%、Mo:0.05〜1.0%、Ti:0.005〜0.3%、Nb:0.005〜0.1%、Al:0.004〜0.014%、O:0.05%以下、N:0.05%以下を含有し、残部はFeおよび不純物からなり、かつCeq:0.650以上、Pcm:0.250以上、0.00007≦C×Al≦0.00020を満たす化学組成を有する溶接材料。
(もっと読む)
耐水素脆化感受性に優れた溶接金属
【課題】高強度であっても、耐水素脆化感受性に優れたものとし、低温割れの生じないようにした溶接金属を提供する。
【解決手段】フラックス入りワイヤを用い、ガスシールドアーク溶接によって形成される溶接金属であって、所定の化学成分組成を有し、酸化物粒子全質量当たり20質量%以上のTiを含有する酸化物粒子で、円相当直径:0.15〜1.0μmのものが5000個/mm2以上存在すると共に、溶接金属中に化合物として存在する溶接金属全質量当たりのV量が0.002%以上であり、更に、溶接金属中に存在するV含有炭化物の平均円相当直径が15nm以下である。
(もっと読む)
ガスシールドアーク溶接方法
【課題】溶接止端部の疲労強度を向上させるガスシールドアーク溶接方法を提供する。
【解決手段】質量%でSi:0.01〜0.10%、Ti:0.05〜0.30%、Al:0.005〜0.30%、C:0.01〜0.3%、Mn:0.1〜3.0%、P:0.05%以下、S:0.0005〜0.01%、Cr:0.05〜0.5%およびN:0.005〜0.02%を含み、残部は鉄および不可避的不純物からなる鋼板に対して、溶接ワイヤを用い、不活性ガスと酸化性ガスとからなるシールドガスを供給してガスシールドアーク溶接を行う方法であって、シールドガス中に含まれる酸化性ガスは、体積%で3〜12%のCO2または1.5〜5.0%のO2もしくはこれらの両方からなり、該酸化性ガスは下記式(A)を満足するようにする。
記
3≦2X+Y≦15 (A)
ただし、X:O2量〔体積%〕、Y:CO2量〔体積%〕である。
(もっと読む)
ガスシールドアーク溶接方法
【課題】耐食性に優れたガスシールドアーク溶接方法を提供する。
【解決手段】質量%でSi:0.01〜0.10%、Ti:0.05〜0.30%、Al:0.005〜0.3%、C:0.01〜0.3%、Mn:0.1〜3.0%、P:0.05%以下、S:0.01%以下、Cr:0.05〜0.5%およびN:0.001〜0.02%を含み、残部はFeおよび不可避的不純物からなる鋼板に対して、溶接ワイヤを用い、主体ガスと酸化性ガスとからなるシールドガスを供給してガスシールドアーク溶接を行う方法であって、シールドガス中に含まれる酸化性ガスは体積%で3〜12%のCO2または1〜3%のO2もしくはその両方からなり、該酸化性ガスは下記式(A)を満足するようにする。
記
3≦3X+Y≦12 (A)
ただし、X:O2量〔体積%〕、Y:CO2量〔体積%〕である。
(もっと読む)
二重ワイヤ溶接トーチおよびそれに関連する方法
【課題】二重ワイヤ溶接トーチおよびそれに関連する方法を提供する。
【解決手段】溶接トーチは、第1の溶接ワイヤ方向に第1の溶接ワイヤを配向するように構成された第1の溶接ワイヤガイドと、第1の溶接ワイヤ方向に対して同一平面にない逸脱する第2の溶接ワイヤ方向に、第2の溶接ワイヤを配向するように構成された第2の溶接ワイヤガイドとを有するノズルを含む。溶接方法は、溶接すべきワークピース継手に対して溶接トーチを移動させるステップを含む。溶接トーチの移動中に、第1の溶接ワイヤは、第1の溶接ワイヤ方向を定める第1の溶接ワイヤガイドを通して供給され、また第2の溶接ワイヤは、第1の溶接ワイヤ方向に対して同一平面にない逸脱する第2の溶接ワイヤ方向を定める第2の溶接ワイヤガイドを通して供給される。
(もっと読む)
耐焼戻し脆化特性に優れた溶接金属
【課題】入熱量が比較的大きい溶接条件においても、優れた耐焼戻し脆化特性を発揮すると共に、靭性、耐SR割れ性、強度等の特性においても優れた溶接金属を提供する。
【解決手段】所定の化学成分組成を有し、大きさに応じた酸化物の個数を制御すると共に、下記式で規定されるA値が5.0以下である。A値=(100×[C]−6×[insol.Cr]−2×[insol.Mo]−24×[insol.V]−13×[insol.Nb])×([Mo]−[insol.Mo])但し、[insol.Cr],[insol.Mo],[insol.Nb]および[insol.V]は、応力除去焼鈍後において化合物として存在するCr,Mo,NbおよびVの夫々の含有量(質量%)を示し、[C]および[Mo]は、溶接金属中のCおよびMoの夫々の含有量(質量%)を示す。
(もっと読む)
鋼板の隅肉アーク溶接方法
【課題】本発明は、鋼板の重ね隅肉溶接継手において、ルート部起因の疲労破壊強度を高めることを課題とし、それを解決し得る溶接方法、およびその成果としての溶接継手を提供することを目的とする。
【解決手段】上板と下板を重ね合わせ、当該重ね合わせ部分が溶接金属に溶け込むように溶接し、上板端面と下板の上板側表面が溶接金属を介して接続され、また下板端面と上板の下板側表面も前記溶接金属を介して接続される鋼板の重ね隅肉溶接方法であって、上板と下板の重ね合わせ部の鋼板長手方向の長さである重ね代(重ね合わせ長さ)が以下の式を満足することにより得られる。
−0.26×t12+2×t1−2.4 ≦ 重ね代 ≦ 0.1×t13−1.1×t12+4.3×t1−2.7
ここでt1:上板の板厚
(もっと読む)
異材接合方法
【課題】アルミニウム合金材と鋼材との異材接合にTIG溶接を適用するに際して、「湯別れ」を防止して、高い接合強度を有する異材溶接継手(異材接合部)が得られる異材接合方法を提供することにある。
【解決手段】アルミニウム合金材11と鋼材12とをTIG溶接にて異材接合するに際し、先端部が電極中心軸6に対して斜め切りされた先端面2を有するタングステン電極1を用い、このタングステン電極の前記先端面2の側をアルミニウム合金材11側に向かわせるとともに、その先端2aが鋼材側に尖るように、アルミニウム合金材11の上方側から溶接線に向かわせ、このタングステン電極先端2aからのアーク3が鋼材12側に指向するようにする。
(もっと読む)
ガスメタルアーク溶接方法
【課題】ガウジング工程を要することなく、かつ、開先面内に継手拘束のための仮付け溶接が必要な長尺継手に対しても、高温ワレのない完全溶込みの両面溶接継手を得ることができるガウジングレス完全溶込み溶接を図るガスメタルアーク溶接方法を提供する。
【解決手段】先行溶接と後行溶接とにより両面開先継手をガウジングなしで完全溶込み溶接するガスメタルアーク溶接において、継手拘束のために初層溶接の先行側の開先面内に仮付け溶接を行い、先行溶接側の溶接アークが開先ルートフェイスを貫通せず、かつ、開先ルート部が溶融するような溶接条件で先行側初層を溶接する。
(もっと読む)
サブマージアーク溶接用ボンドフラックス及びソリッドワイヤ並びに低温用鋼のサブマージアーク溶接方法
【課題】低温破壊靭性が優れた溶接部(溶接金属)を、優れた溶接作業性で得ることができるサブマージアーク溶接用ボンドフラックス及びソリッドワイヤ並びに低温用鋼のサブマージアーク溶接方法を提供する。
【解決手段】ボンドフラックスは、MgO:23乃至43%、Al2O3:11乃至31%、CaF2:6乃至16%、SiO2:7乃至20%、金属炭酸塩:CO2換算で1.0乃至8.0%、CaO及びBaOの1種又は2種:合計で2乃至16%を含有すると共に、金属Si:0.4乃至1.5%、金属Ti及びTi酸化物(total Ti):Ti換算値の合計で1.0乃至7.0%、金属B及びB酸化物の1種又は2種:B換算値の両者の合計で0.01乃至0.20%、アルカリ金属Na、K及びLiの酸化物:各元素への換算値の合計で1.0乃至6.0%を含有しており、(Ti換算値+B換算値)/SiO2:0.05乃至0.55を満足する。
(もっと読む)
エレクトロガスアーク溶接用水冷摺動銅当金
【課題】 溶接時に溶融プール上に生成する溶融スラグを効率的に溶融プールから排出する。
【解決手段】 エレクトロガスアーク溶接の開先部の被溶接材表面に当接して溶接進行方向に摺動するエレクトロガスアーク溶接用摺動銅当金において、該水冷摺動銅当金の被溶接材開先部に対する面に、上方から下方に順に、溶接ビード形成のための、被溶接材表面に平行な第1の溝16と、溶融スラグを排出するための、第1の溝の下部に連続し被溶接材表面に対して傾斜した第2の溝17とを設け、第2の溝17は、溝幅が上方から下方に順に広く(θ1)、かつ溝深さが上方から下方に順に深い(θ2)ことを特徴とする。
(もっと読む)
高張力鋼板のレーザ・アークハイブリッド溶接方法及びこれにより得られる高張力鋼板溶接金属
【課題】引張強度が780乃至980MPa級の中厚の高張力鋼板をレーザ・アークハイブリッド溶接する際に、鋼板の組成により最適な溶接材料を選択して溶接し、高い引張強度及び高い靱性を有する溶接金属が得られる高張力鋼板のレーザ・アークハイブリッド溶接方法及びこれにより得られる高張力鋼板溶接金属を提供する。
【解決手段】高張力鋼板のレーザ・アークハイブリッド溶接において、Tiの含有量が0.03質量%以下の高張力鋼板をTiの含有量が0.06質量%以下の溶接材料を使用してレーザ・アークハイブリッド溶接する。溶接材料は、その組成から算出される炭素当量CeqYが、高張力鋼板の炭素当量CeqXに対して所定の範囲を満足するものを選択することにより、高い引張強度及び靱性を両立させた溶接金属が得られる。
(もっと読む)
クリープ特性に優れた溶接金属
【課題】優れたクリープ特性を発揮すると共に、靭性、耐SR割れ性、強度等の特性において優れた溶接金属、およびこのような溶接金属を備えた溶接構造体を提供する。
【解決手段】所定の化学成分組成を有し、下記(1)式によって規定されるA値が200以上であり、且つ円相当直径で0.40μm以上の炭化物の平均円相当直径が0.85μm未満であると共に、溶接金属中に存在する粒界のうち炭化物が存在する長さの割合が25%以上である。
A値=([V]/51+[Nb]/93)/{[V]×([Cr]/5+[Mo]/2)}×104 …(1)
但し、[V],[Nb],[Cr]および[Mo]は、夫々溶接金属中のV,Nb,CrおよびMoの含有量(質量%)を示す。
(もっと読む)
鋼製部材の化成処理方法、電着塗装を施した鋼製塗装部材の製造方法、および鋼製塗装部材
【課題】溶接部の耐食性に優れた鋼製塗装部材を提供する。
【解決手段】鋼板同士を溶接接合してなる鋼製部材を化成処理と電着塗装を施して鋼製塗装部材とするに際し、前記化成処理を、リン酸亜鉛コロイドを含有する表面調整剤を用いた表面調整処理を施したのち、フッ素濃度が100質量ppm以上であるリン酸亜鉛処理剤を用いたリン酸亜鉛処理を施す処理とする。
(もっと読む)
サブマージアーク溶接方法
【課題】 高速度の溶接条件においても溶接作業性が良好で、優れた機械性能の溶接金属が得られるサブマージアーク溶接方法を提供する。
【解決手段】 質量%で、SiO2:8〜25%、Al2O3:30〜50%、MgO:0.5〜8.0%、MnO:5.5〜11.0%、CaO:5〜20%、CaF2:25〜48%、K2O:0.10〜3.0%を含有し、その他は酸化鉄および不可避不純物からなる溶融型フラックスとC:0.03〜0.25%、Si:0.004〜1.20%、Mn:0.25〜2.80%を含有し、残部がFeおよび不可避不純物からなるソリッドワイヤとを組合せて溶接することを特徴とするサブマージアーク溶接方法。
(もっと読む)
21 - 40 / 105
[ Back to top ]