
Fターム[4E002AC11]の内容
Fターム[4E002AC11]に分類される特許
1 - 20 / 60
曲げ加工の異方性が少なく耐応力緩和特性に優れた異形断面銅合金板及びその製造方法
【課題】曲げ加工性の異方性が少なく耐応力緩和特性が良好な寸法精度に優れたCu−Cr−Zr系の異形断面銅合金板及びその製造方法を提供する。
【解決手段】厚肉部と薄肉部とが幅方向に並んだ異形断面銅合金板であって、質量%でZr;0.05〜0.2%、Cr:0.2〜0.4%、残部はCu及び不可避的不純物からなる組成を有し、JIS H3110に準拠した90°W曲げ試験において割れが発生しない最小曲げ半径Rと板厚tとの比(R/t)である曲げ加工性について、BadWay方向の曲げ加工性(R/t)をR2、GoodWay方向の曲げ加工性(R/t)をR1とした場合に、R2/R1が0.8〜1.7であり、後方散乱電子回折像システム付の走査型電子顕微鏡によるEBSD法にて観察した、(薄肉部のGOS1)/(厚肉部のGOS2)が0.9〜1.4である。
(もっと読む)
異形断面条の仕上げ圧延方法及び仕上げ圧延装置

【課題】仕上げ圧延時に厚板部と薄板部との段差を接続する斜面の押し込み不良を防止し、歩留まり悪化による製造コストの増加や納期遅延を防止することができる異形断面条の仕上げ圧延方法及び仕上げ圧延装置を提供する。
【解決手段】長手方向に沿って凸部33が形成された異形断面条32を溝が形成された圧延ロール42で仕上げ圧延する異形断面条32の仕上げ圧延方法において、曲げにより異形断面条32の凸部33の幅を調整して圧延ロール42の溝の幅に対応させた後、圧延ロール42で仕上げ圧延するものである。
(もっと読む)
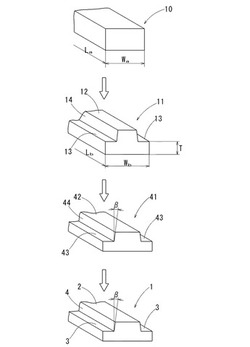
平角線の製造方法
【課題】幅及び厚さが長さ方向に沿って変化する平角線の製造において、長さ方向に沿って断面積を均一化させるための圧延条件の設定を短時間で行えるようにする。
【解決手段】平角線10の断面積が同一となる第1圧延ロール21の通過前後の第1圧下寸法と第2圧延ロール22の通過前後の第2圧下寸法との関係を予め求めておき、その関係に基づいて、平角線10が所定の断面積となる第1及び第2圧下寸法の組合せとなるように第1及び第2圧延ロール21,22のロール間隔を接近-離間制御する。
(もっと読む)
曲げ加工の異方性の少ない異形断面銅合金板及びその製造方法
【課題】曲げ加工性の異方性の少ない、寸法精度に優れたCu−Cr−Zr系の異形断面銅合金板及びその製造方法を提供する。
【解決手段】厚肉部と薄肉部とが幅方向に並んだ異形断面銅合金板であって、質量%でZr;0.05〜0.2%、Cr:0.2〜0.4%、残部はCu及び不可避的不純物からなる組成を有し、JIS H3110に準拠した90°W曲げ試験において割れが発生しない最小曲げ半径Rと板厚tとの比(R/t)である曲げ加工性について、BadWay方向の曲げ加工性(R/t)をR2、GoodWay方向の曲げ加工性(R/t)をR1とした場合に、R2/R1が0.8〜1.7である。
(もっと読む)
銅合金板条およびその製造方法
【課題】高強度と良好な曲げ加工性をあわせ持つコルソン系銅合金を提供する。
【解決手段】質量%で、Ni:1.00〜5.00%、Si:0.25〜1.20%、さらに、Sn、Ag、Mn、Fe、Cr、Co、Zn、Mg、Zr、P、B、及びTiからなる群から選ばれる少なくとも1種を総量で0.05〜2.0%含有し、残部がCuおよび不可避不純物からなる銅合金であり、下記式(1)を満たすことを特徴とする銅合金板条。(Brass方位:{011}<2−11>方位の方位密度)+(S方位:{123}<634>方位の方位密度)+(Copper方位:{112}<111>方位の方位密度)≦23式(1)
(もっと読む)
帯鋼又は鋼板の製造方法
【課題】
従来、比較的厚さが薄く、幅が狭い帯鋼又は鋼板を製造するためには、通常の熱延鋼板又は冷延鋼板を所定の厚さまで圧延し、スリットして更に圧延するか、予めスリットしてから所定の厚さまで圧延する。スリット工程の省略、スタート材から製品までの歩留まり向上、薄帯鋼板から製品までの歩留まり向上、小規模な設備による製造の可能性、少量で多品種の製品から大量で特定の品種の製造までに利用可能な帯鋼又は鋼板の製造方法を提案する。
【解決手段】
市販されている炭素鋼又はフェライト系ステンレス鋼若しくはオーステナイト系ステンレス鋼からなる鋼線材若しくは鋼線又は棒鋼をスタート材とし、冷間温度域において最終厚さまで平ロールで圧延する方法、又は、先ず孔型ロールで冷間温度域で圧延した後、冷間温度域で平ロールで最終厚さまで圧延するか若しくは先ず孔型ロールで温間温度域で圧延した後、冷間温度域で平ロールで最終厚さまで圧延するか、のいずれかとし、スタート材から中間材及び最終材の所定の段階までに、大ひずみを導入する。
(もっと読む)
異形断面条及びその製造方法
【課題】表面粗さの低減による品質向上を図り、且つ、表面粗さ不良を防止して製造コストを低減することができる異形断面条及びその製造方法を提供する。
【解決手段】平板状条材23を圧延加工してなり、表面に薄板部31と厚板部30とからなる段差部33を備えた異形断面条32において、裏面であって薄板部31と厚板部30との境界部34に、他の部分とは表面粗さの異なる5mm以上の幅を有する領域61が長手方向に亘って形成されたものである。
(もっと読む)
Niめっき特性に優れた異形断面銅合金板およびその製造方法
【課題】厚肉部と薄肉部とで均質な厚みの変動が少ないNiめっき特性を有する異形断面銅合金板及びその製造方法を提供する。
【解決手段】厚肉部と薄肉部とが幅方向に並んだ異形断面銅合金板であり、Fe;0.05〜0.15質量%、P;0.015〜0.050質量%およびZn;0.01〜0.20質量%を各々含有し、残部Cuおよび不可避的不純物からなる組成を有し、後方散乱電子回折像システム付の走査型電子顕微鏡によるEBSD法にて測定したときの前記厚肉部の測定値をT1、前記薄肉部の測定値をT2とするとき、Brass方位密度の比(T1/T2)が0.8〜2.0であり、Copper方位密度の比(T1/T2)が0.5〜1.2であり、Goss方位密度の比(T1/T2)が1.0〜2.5である。
(もっと読む)
圧延方法および圧延装置
【課題】材料の送り方向と直交する方向に圧延して異形断面材を生成することによって、一回の圧延工程における材料の圧下率を大きくすることを可能にした圧延方法を提供するとともに、この圧延方法を採用することによってコンパクトな構成を可能にした圧延装置を提供する。
【解決手段】鋼材20の送り方向(X軸方向)と直交する方向(Y軸方向)に圧延ローラを転動させて、圧延ローラにより鋼材20を圧延するものであって、圧延ローラの一連の転動動作により圧延される部位の、鋼材20の送り方向における両端部に、圧延により生じた歪みを集約させる(即ち、歪み領域30bおよびくびれ部30cを形成する)。
(もっと読む)
異形断面材及びその製造方法
【課題】複雑な断面形状であっても、通常の安価な塑性加工法により、製品形状の自由度を高くして、複雑な形状の異形断面材を製造する異形断面材の製造方法、およびこのような製造方法により得られた異形断面材を提供する。
【解決手段】ポーラス金属を素材1として、塑性加工法により異形断面材3を製造することを特徴とする異形断面材3の製造方法および前記製造方法により製造された異形断面材3。塑性加工法が、少なくとも一方のロールに溝ロール11を用いた圧延加工法である。薄部を形成する圧延部分に対する圧下率が、ポーラス金属の気孔率以下の圧下率である。
(もっと読む)
プレス加工性に優れた異形断面銅合金板およびその製造方法
【課題】Cu−Fe−P系の異形断面銅合金板であり、プレス加工性の良好な異形断面銅合金板及びその製造方法を提供する。
【解決手段】厚肉部と薄肉部とが幅方向に並んだ異形断面銅合金板であり、Fe;0.05〜0.15質量%、P;0.015〜0.050質量%およびZn;0.01〜0.20質量%を各々含有し、残部Cuおよび不可避的不純物からなる組成を有し、後方散乱電子回折像システム付の走査型電子顕微鏡によるEBSD法にて測定したときの前記厚肉部の測定値をT1、前記薄肉部の測定値をT2とするとき、Brass方位密度の比(T1/T2)が0.2〜0.8であり、Copper方位密度の比(T1/T2)が1.2〜5.0であり、GOSの比(T1/T2)が0.8〜1.5である。
(もっと読む)
異形条の加工方法
【課題】板幅両側の厚板部を安定して成形することを可能とする異形条の加工方法を提供する。
【解決手段】断面形状が板厚の厚い厚板部3,3aと板厚の薄い薄板部4がある異形条5で、且つ厚板部3,3aの板厚が0.7mm以下、板幅両側に厚板部3a,3aがある異形条5の加工方法において、平条1から塑性変形で異形加工する際、平条1の両端部板厚が中央部板厚より厚い膨らみ部31,31を有する異形加工用平条30を用いて異形加工する。
(もっと読む)
平板状条材の溶接方法
【課題】コイル溶接部が異形断面加工される際の破断を防ぎ、異形断面条材の生産性を向上させて製造コストを低減することができる平板状条材の溶接方法を提供する。
【解決手段】圧延加工面が先端側からV字状に末広がりとなっている突起部41a,41bを有する平盤状V型ダイス40と、平盤状V型ダイス40の圧延加工面に対向して設けられた遊星圧延ロール51とを備えた異形断面条材製造装置50を用い、平盤状V型ダイス40と遊星圧延ロール51との間に、所定長さの平板状条材53が巻かれたコイル54から平板状条材53を導入して平板状条材53を異形断面条材62へ連続的に圧延加工するに際し、コイル交換時に交換前の前コイル54と交換後の次コイル11の平板状条材53の条材端面を互いに嵌合する嵌め合い形状に切断し、嵌め合い形状に切断した条材端面同士を嵌め合わせた後溶接する方法である。
(もっと読む)
圧延装置および圧延ロール
【課題】圧延ロールの組み替えが容易であり、かつ、製作コストが安い圧延装置および圧延ロールを提供する。
【解決手段】複数のスタンドS3,S5に対応する複数のカリバー23,25が成形された圧延ロール10cを備え、複数のスタンドS3,S5は共通の圧延ロール10cを取り付け可能であり、圧延ロール10cを取り付けたときに対応するカリバー23,25がパスラインPと同位置となるように設置されている。圧延ロール10cの組み替えの際には、圧延ロール10cを他のスタンドS5,S3に取り付け直すだけでよく作業が容易である。圧延ロール10cを反転させる必要がなく、片方のロールネック11の端部に連結部14を設ければよいので、製作コストが安い。
(もっと読む)
異形断面銅合金条の製造方法
【課題】材料ロスにより歩留まりを低下させることがなく、設備費の増大等を招くことがなく、仕上げ圧延工程を必要とせず、厚み方向の異形断面条の寸法精度を±0.005mm以下に成形する。
【解決手段】段付きロール1と平ロール2との間で平板状銅材を圧延するに際し、平板状銅合金板の幅方向の両端部に、段付きロール1の小径部4により厚肉部7を形成しつつ、小径部4から突出する凸条部12により、厚肉部7の端縁部の少なくとも一部を幅方向の内方に向けて押圧加工を施し、当該厚肉部7の厚さをTとするとき、厚肉部7の端縁部を押圧加工して形成される端縁溝部により残る厚さT1が、T1=0.3×T〜0.9×Tの範囲に設定され、厚肉部7に隣接する薄肉部6の厚さT2が、T2=0.20×T〜0.85×Tの範囲に設定され、端縁溝部を有する厚肉部7の側面と半径方向に沿う垂線とのなす角度θが、θ=0〜60°の範囲に設定されている。
(もっと読む)
異形断面条の製造方法及びその製造方法により製造されたLEDチップ搭載用異形断面条
【課題】材料ロスにより歩留まり低下させることがなく、設備費の増大等を招くことがなく、ハーフエッチング或いはプレス加工等の加工に頼ることなしに、LEDチップ等がチップオンボードできる薄型で寸法精度の良好な異形断面条を提供する。
【解決手段】複数の大径部3と小径部4とが交互に並んだ段付きロール1と、段付きロール1と平行に配置した平ロール2との間で平板状素材5を圧延するに際し、平板状素材5の幅方向の両端部に、段付きロール1の小径部4により厚肉部7を形成しつつ、小径部4から突出する凸条部12により厚肉部7の端縁部の少なくとも一部を幅方向の内方に向けて押圧加工し、厚肉部の端縁部を押圧加工して形成される端縁溝部により残る厚さが、厚肉部の厚さをTとするとき、0.3×T〜0.95×Tの範囲内に設定され、薄肉部の厚さが0.20mm以下、寸法精度が±0.010mm以下とする。
(もっと読む)
異形断面条材の製造方法
【課題】コイル交換後の作業開始時に生じる板厚変動を低減することにより、仕上げ圧延時の不良発生を防ぎ、歩留を向上させ製造コストを低減することができる異形断面条材の製造方法を提供する。
【解決手段】圧延加工面が先端側からV字状に末広がりとなっている突起部61a,61bを有する平盤状V型ダイス60と、平盤状V型ダイス60の圧延加工面に対向して設けられた遊星圧延ロール71とを備えた異形断面条材製造装置70を用い、平盤状V型ダイス60と遊星圧延ロール71との間に平板状条材73を導入して平板状条材73を異形断面条材82へ圧延加工する異形断面条材の製造方法において、平盤状V型ダイス60に温度調整機構1を設け、異形断面条材製造装置70の停止時に平盤状V型ダイス60の温度低下を防止する方法である。
(もっと読む)
凹凸模様付き異形断面条およびその製造方法
【課題】軽量化と強度確保が実現できる両端部にフランジを有し、好ましくは板幅方向で段差形状となっている低コストの異形断面条とその製造方法を提供する。
【解決手段】両端部にフランジを有する異形断面条の外表面および/又は内表面の全体あるいは部分領域に凹凸形状を付与する。凹凸形状を成形および付与する方法としては、所定の断面形状に応じたプロフィールを持つロールと表面に凹凸模様を有したロールを四方ロール圧延機に配置して、圧延によって実施する。
(もっと読む)
異形断面銅条材の製造方法
【課題】スリット工程を省略することのできる異形断面銅条材の製造方法を提供する。
【解決手段】本発明に係る異形断面銅条材の製造方法は、平盤状V型ダイス1に、平板状銅条材6を供給する条材供給工程と、V字状突起部が設けられた基面に、平板状銅条材6を押圧する押圧プレス加工工程と、押圧した平板状銅条材6を、一方の端から他方の端に向けて引き抜き、溝部16を通過した平板状銅条材6の部分に形成される厚板部7aと、V字状突起部を経由した部分に形成される薄板部7bとを有する異形断面銅条材7を形成する圧延工程と、異形断面銅条材7の全幅を計測し、計測結果に基づいて製造される異形断面銅条材7の全幅の変動を所定の範囲内に制御する全幅制御工程とを備える。
(もっと読む)
マグネシウム長尺材の製造方法
【課題】塑性加工性に優れるマグネシウム長尺材の製造方法、及びこの製造方法により得られるマグネシウム長尺材を提供する。
【解決手段】純マグネシウム又はマグネシウム合金を鋳造して鋳造材を作製し、この鋳造材に塑性加工を施して長尺な加工材を得る。この塑性加工には、断面減少を伴う加工で250℃以上の温度で行う熱間加工を含む。熱間加工を行うことで、加工中に被加工材の表面近傍において酸化物が生成されて、加工材の表面近傍には、酸化物が存在し、この酸化物が、加工材に伸線や鍛造などの塑性加工(2次加工)を行う際、割れや断線の起点となる恐れがある。そこで、本発明では、加工材の表面層を除去して、割れや断線の起点となる酸化物を効果的に除去し、2次加工性を向上する。
(もっと読む)
1 - 20 / 60
[ Back to top ]