
Fターム[4E002BB01]の内容
Fターム[4E002BB01]の下位に属するFターム
Fターム[4E002BB01]に分類される特許
1 - 20 / 94
H形鋼矢板及びその製造方法
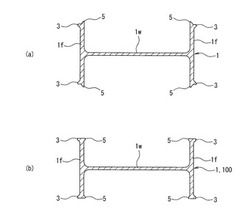
【課題】フランジ先端に突起を有し、このフランジ先端で嵌合させるH形鋼矢板について、嵌合部が離脱する危険性を小さくしたH形鋼矢板およびその製造方法を提供する。
【解決手段】H形鋼素材1のフランジ部1fの外面からフランジの厚さ方向に突出する第1の突起3およびフランジ部1fの先端からフランジ幅方向に突出する第2の突起5を粗ユニバーサル圧延機およびエッジャー圧延機によりH形鋼素材1のフランジ先端部の先端に形成し、次いでH形鋼素材1を仕上ユニバーサル圧延機により仕上圧延した後、H形鋼素材1のフランジ部の先端をガイドするガイドロールにより第2の突起5が突出する方向をフランジ幅方向からフランジ部1fの内面からフランジ部の厚さ方向に突出する方向に変更してH形鋼矢板を製造する。
(もっと読む)
H形鋼の製造方法

【課題】断面が扁平形状のH形鋼素材から高品質のH形鋼を製造することのできるH形鋼の製造方法を提供する。
【解決手段】ドックボーン形状に造形されたH形鋼素材のウェブ部をウェブ圧下用孔型11により圧下したときのウェブの圧下量をX、ウェブ部の両側に形成されたフランジ部の幅をHとしたとき、ウェブ圧下用孔型11の内側面11aと孔型ロール6,7の周面部との間に形成された噛み出し抑制部13の幅EをE=0.10X/2〜0.20X/2に設定するとともに、噛み出し抑制部13の高さhをh≦0.35Hに設定してH形鋼素材を粗造形圧延する。
(もっと読む)
形鋼の熱間圧延方法および形鋼
【課題】ルートフェイスを適切な幅にすることができる形鋼の熱間圧延方法を提案する。
【解決手段】エッジング圧延機により形鋼のフランジの先端縁部にルートフェイス102xとこのルートフェイス102xに連なる開先面102y、102zとを成形し、この後、仕上げユニバーサル圧延機4において、開先成形面43b、52bにより、開先面102y、102zを仕上げ形状に成形する。フランジ成形用空間62の先端縁部成形用空間部分62bには、主部成形用空間部分62aより狭い幅の逃がし空間64が連なっている。逃がし空間64を画成する逃がし成形面43a,52aの主部成形面42、51に対する角度は、開先成形面43b、52bの主部成形面42、51に対する角度より小さい。仕上げ圧延において、フランジ102の先端縁部102bの一部が逃がし空間64に入り込む。ルートフェイス102xの幅は、この逃がし空間64の厚さにより決定される。
(もっと読む)
条鋼の圧延方法
【課題】連続圧延の利点である圧延材先後端部の歩留まり向上、およびミスロールの減少を実現した上で、製品寸法変更に伴うロール替えによる生産損失を低減する技術を確立することである。
【解決手段】加熱炉から抽出されたビレットの先行材と後行材を接合して圧延する条鋼の連続圧延において、最終仕上げ圧延機(サイジングミル6)とその上流側圧延機(ブロックミル5)間の圧延材に張力を付加するとともに、サイジングミル6のロール隙を低下し、圧延中に製品寸法を変化させるようにした。サイジングミル6入側の張力を変化させると、張力はサイジングミル6内の各スタンド間張力に伝搬して各スタンドでの幅広がり率が低下するため、サイジングミル6のロール隙を低下して小さくしても、圧延材の孔型からの噛みだしなく目標形状に成形でき、フリーサイズ圧延範囲を広げることができる。
(もっと読む)
条鋼圧延方法
【課題】仕上げ圧延装置での条鋼材捻転の問題を解決することにより、圧延後の条鋼材において製品寸法や形状のバラツキを低減させる。
【解決手段】本発明の条鋼圧延方法は、条鋼材Wをその周方向三方から圧延するための3つの圧延ロールを有し、これら3つの圧延ロールにはロール外周面にカリバが設けられている圧延スタンドを3つ以上備えた仕上げ圧延装置6で用いられるものであり、3つ以上の圧延スタンドのうち最終段に配備された圧延スタンド13の入側で、3つの圧延ロール13a〜13cに対し条鋼材Wが3点より多い接触状態となるようにして、条鋼材Wの圧延を行う。
(もっと読む)
Niめっき特性に優れた異形断面銅合金板およびその製造方法
【課題】厚肉部と薄肉部とで均質な厚みの変動が少ないNiめっき特性を有する異形断面銅合金板及びその製造方法を提供する。
【解決手段】厚肉部と薄肉部とが幅方向に並んだ異形断面銅合金板であり、Fe;0.05〜0.15質量%、P;0.015〜0.050質量%およびZn;0.01〜0.20質量%を各々含有し、残部Cuおよび不可避的不純物からなる組成を有し、後方散乱電子回折像システム付の走査型電子顕微鏡によるEBSD法にて測定したときの前記厚肉部の測定値をT1、前記薄肉部の測定値をT2とするとき、Brass方位密度の比(T1/T2)が0.8〜2.0であり、Copper方位密度の比(T1/T2)が0.5〜1.2であり、Goss方位密度の比(T1/T2)が1.0〜2.5である。
(もっと読む)
線材の圧延方法および圧延装置
【課題】ガイドロールのような補助装置を用いることなく、線径4mm以下の細線を倒れや断線を生じることなく圧延可能な線材の圧延方法および圧延装置を提供する。
【解決手段】溝付き2方ロールを複数用いた線材の圧延方法である。溝がロール接触面と平行な底部1と、底部1に対して40〜50°の傾斜角を有する肩部2とからなり、底部1の幅をw、溝の深さをdとしたとき、w/dが0.85〜0.90であり、かつ、第1の溝付き2方ロールによる圧延の減面率は4〜10%であり、第2の溝付き2方ロール以降の溝付き2方ロールによる圧延の減面率が20%以下である。
(もっと読む)
線材圧延の元材の製造方法
【課題】 棒鋼や線材など条鋼を製造する際に、鋼種が変化した場合であっても孔型圧延の元材として寸法精度に優れたものを供給する。
【解決手段】本発明にかかる線材圧延の元材Wの製造方法は、鋳片Sを往復圧延することで形材Mへ成形するリバース圧延機5と、リバース圧延機5で成形された形材Mを線材圧延の元材Wに圧延する孔型を備えた圧延ロール8を複数備えた連続圧延機7と、を有する分塊圧延装置を用いて、線材圧延の元材Wを成形する際に、連続圧延機7の出側における線材圧延の元材Wの幅寸法が目標値となるように、鋳片Sの鋼種ごとに連続圧延機7の入側における形材Mの幅寸法を設定しておき、形材Mが設定された幅寸法となるように、鋳片Sをリバース圧延機5で圧延するものである。
(もっと読む)
プレス加工性に優れた異形断面銅合金板およびその製造方法
【課題】Cu−Fe−P系の異形断面銅合金板であり、プレス加工性の良好な異形断面銅合金板及びその製造方法を提供する。
【解決手段】厚肉部と薄肉部とが幅方向に並んだ異形断面銅合金板であり、Fe;0.05〜0.15質量%、P;0.015〜0.050質量%およびZn;0.01〜0.20質量%を各々含有し、残部Cuおよび不可避的不純物からなる組成を有し、後方散乱電子回折像システム付の走査型電子顕微鏡によるEBSD法にて測定したときの前記厚肉部の測定値をT1、前記薄肉部の測定値をT2とするとき、Brass方位密度の比(T1/T2)が0.2〜0.8であり、Copper方位密度の比(T1/T2)が1.2〜5.0であり、GOSの比(T1/T2)が0.8〜1.5である。
(もっと読む)
セルガイド用形鋼の製造方法
【課題】セルガイドとして使用するにあたってコンテナ船内におけるコンテナの収容効率を高めるとともにセルガイドの軽量化を達成し、かつ熱間圧延で安定して大量に製造することによって製造コストを削減できるセルガイド用形鋼の製造方法を提供する。
【解決手段】矩形断面の鋼素材を所定の温度に加熱した後、孔型を有する圧延ロールを用いて圧下を施して、長手方向に垂直な断面の中央に円弧状の形状を呈する湾曲部7を有しかつ湾曲部から斜め方向に延伸する2枚の脚部8とその脚部の先端から外側に延伸する2枚の突出部9とを有する中間素材とし、さらに続く孔型により中間素材の湾曲部を曲げて脚部を互いに平行に形成する。
(もっと読む)
T形鋼の製造方法および圧延設備
【課題】フランジ幅が異なるT形鋼をロール交換することなく製造するT形鋼の製造方法および圧延装置を提供する。
【解決手段】鋼片を略T字形状に粗成形する粗圧延工程と、粗成形されたT形鋼片をユニバーサル圧延機とエッジャ圧延機により圧下する中間圧延工程と、前記中間圧延工程で得られたT形鋼を製品寸法に圧延する仕上圧延工程を有し、前記中間圧延工程でユニバーサル圧延機でウェブとフランジの厚みを圧下する際のフランジ圧下率rfとウェブ圧下率rwの差rf−rwを圧下率差とし、前記中間圧延工程の前半パスにおいて前記圧下率差が5〜15%の範囲で圧延を行うパスを少なくとも1パス設けるとともに、1パス目または1パス目を含む最初の複数パスではエッジャ圧延機でフランジ先端を圧下しないことにより、前記T形鋼片のフランジ脚長よりも製品のフランジ脚長が長いT形鋼を製造する。
(もっと読む)
差厚部材の製造方法および差厚部材
【課題】溶接することなく、部分的に板厚が異なる長尺状の差厚部材を製造する差厚部材の製造方法を提供すること。
【解決手段】部分的に板厚が異なる長尺状の差厚部材10、20の製造方法において、板厚が実質的に均一な長尺状の板材1の一部を圧延し、圧延部3a、4aの板厚が非圧延部3b、4bの板厚よりも薄い差厚材2、3、4を得る圧延工程30と、差厚材をロールフォーミングにより成形するロールフォーミング工程80と、を含む。
(もっと読む)
異形線材の成形装置
【課題】 本発明の目的は、素材表面の汚れ等の異物付着の問題を解決し、成形性に優れた高い寸法精度の異形線材を得ることができる成形装置を提供することである。
【解決手段】 本発明は、成形ユニットとして4方ロールスタンドを具備する異形線材の成形装置であって、前記成形ユニットの最前段には線材表面を洗浄する洗浄装置が配置される異形線材の成形装置であり、前記洗浄装置は、前記線材表面を溶媒により洗浄することが好ましく、前記溶媒に超音波振動を印加して洗浄することがより好ましい。
(もっと読む)
H形鋼の製造方法およびH形鋼製造設備
【課題】H形鋼を熱間圧延により製造するに際し、所望のウェブ部の厚さを有する断面形状精度の高いビームブランクを、高効率で圧延することができるH形鋼の製造方法を提供する。
【解決手段】断面矩形状の鋼片11に粗圧延を熱間で施してビームブランクを得た後、ビームブランクに中間圧延と仕上圧延を施してH形鋼を製造するに際して、鋼片11に粗圧延を施す粗圧延機12として、鋼片を上下一対の水平ロールにより圧延する水平ロール圧延機18と、水平ロール圧延機の後段または前段で鋼片を左右一対の垂直ロールにより圧延する垂直ロール圧延機19とからなり、かつ上下一対の水平ロールが当該ロールの中央部に凸部をロール全周にわたって有する粗圧延機12を用いてビームブランクを得るようにした。
(もっと読む)
圧延装置および圧延ロール
【課題】圧延ロールの組み替えが容易であり、かつ、製作コストが安い圧延装置および圧延ロールを提供する。
【解決手段】複数のスタンドS3,S5に対応する複数のカリバー23,25が成形された圧延ロール10cを備え、複数のスタンドS3,S5は共通の圧延ロール10cを取り付け可能であり、圧延ロール10cを取り付けたときに対応するカリバー23,25がパスラインPと同位置となるように設置されている。圧延ロール10cの組み替えの際には、圧延ロール10cを他のスタンドS5,S3に取り付け直すだけでよく作業が容易である。圧延ロール10cを反転させる必要がなく、片方のロールネック11の端部に連結部14を設ければよいので、製作コストが安い。
(もっと読む)
識別マーク付形鋼の製造方法および識別マーク付鋼矢板
【課題】圧延において形鋼へ識別マークを付す際に、刻設マークが形成された部分の圧延ロールの周速度と、この圧延ロールとの接触位置における形鋼の通過速度と、に速度差が生じる場合であっても、所定寸法の識別マークを形成することができる識別マーク付形鋼の製造方法を提供する。
【解決手段】圧延ロールに形成された刻設マークを形鋼に転写して、前記刻設マークと同形状の転写マークを形成し、この転写マークの圧延方向端部を圧延ロールで押圧することで、所定形状の前記識別マークを形成する構成とされており、刻設マークが形成された圧延ロールの周速度と、一対の圧延ロール間を通過する前記形鋼の通過速度と、の速度差を求め、この速度差から前記転写マークの圧延方向の変形量を予め算出し、前記刻設マークの前記圧延ロール周方向長さを、前記識別マークの前記圧延方向長さに対して前記変形量分だけ増加させておくことを特徴とする。
(もっと読む)
H形鋼の圧延設備および圧延方法
【課題】ウェブ両端部に板厚増厚部を有するH形鋼を圧延にて製造するH形鋼の圧延設備および圧延方法を提供する。
【解決手段】本発明に係るH形鋼の圧延設備1は、粗造形圧延機2と、少なくとも一つ以上の中間ユニバーサル圧延機3を有する中間圧延機群と、仕上ユニバーサル圧延機5とを備え、粗造形圧延機2の上下ロール21a、21bのウェブ圧延部分には凸状の段差部を有さず、少なくとも中間ユニバーサル圧延機3の上下水平ロール31a、31bの幅中央部分にH形鋼最終製品のウェブに付与する板厚差の1/2以上の高さの凸状段差部を有することを特徴とするものである。
(もっと読む)
異形断面銅合金条の製造方法
【課題】材料ロスにより歩留まりを低下させることがなく、設備費の増大等を招くことがなく、仕上げ圧延工程を必要とせず、厚み方向の異形断面条の寸法精度を±0.005mm以下に成形する。
【解決手段】段付きロール1と平ロール2との間で平板状銅材を圧延するに際し、平板状銅合金板の幅方向の両端部に、段付きロール1の小径部4により厚肉部7を形成しつつ、小径部4から突出する凸条部12により、厚肉部7の端縁部の少なくとも一部を幅方向の内方に向けて押圧加工を施し、当該厚肉部7の厚さをTとするとき、厚肉部7の端縁部を押圧加工して形成される端縁溝部により残る厚さT1が、T1=0.3×T〜0.9×Tの範囲に設定され、厚肉部7に隣接する薄肉部6の厚さT2が、T2=0.20×T〜0.85×Tの範囲に設定され、端縁溝部を有する厚肉部7の側面と半径方向に沿う垂線とのなす角度θが、θ=0〜60°の範囲に設定されている。
(もっと読む)
H形鋼の圧延設備および圧延方法
【課題】ウェブ両端部に板厚増厚部を有するH形鋼を圧延にて製造するH形鋼の圧延設備および圧延方法を提供する。
【解決手段】本発明に係るH形鋼の圧延設備1は、粗造形圧延機2と、少なくとも一つ以上の中間ユニバーサル圧延機3を有する中間圧延機群と、仕上ユニバーサル圧延機5とを備え、粗造形圧延機2の上下ロール21a、21bのウェブ圧延部分の幅中央部、中間ユニバーサル圧延機3の上下水平ロール31a、31bの幅中央部分、及び仕上ユニバーサル圧延機5の上下水平ロール51a、51bの幅中央部分に凸状段差部を有することを特徴とするものである。
(もっと読む)
異形断面条の製造方法及びその製造方法により製造されたLEDチップ搭載用異形断面条
【課題】材料ロスにより歩留まり低下させることがなく、設備費の増大等を招くことがなく、ハーフエッチング或いはプレス加工等の加工に頼ることなしに、LEDチップ等がチップオンボードできる薄型で寸法精度の良好な異形断面条を提供する。
【解決手段】複数の大径部3と小径部4とが交互に並んだ段付きロール1と、段付きロール1と平行に配置した平ロール2との間で平板状素材5を圧延するに際し、平板状素材5の幅方向の両端部に、段付きロール1の小径部4により厚肉部7を形成しつつ、小径部4から突出する凸条部12により厚肉部7の端縁部の少なくとも一部を幅方向の内方に向けて押圧加工し、厚肉部の端縁部を押圧加工して形成される端縁溝部により残る厚さが、厚肉部の厚さをTとするとき、0.3×T〜0.95×Tの範囲内に設定され、薄肉部の厚さが0.20mm以下、寸法精度が±0.010mm以下とする。
(もっと読む)
1 - 20 / 94
[ Back to top ]