
Fターム[4E002CB01]の内容
Fターム[4E002CB01]の下位に属するFターム
形材のフィレット部 (3)
Fターム[4E002CB01]に分類される特許
1 - 20 / 631
鋼材の手入れ支援装置
冷間圧延の素材用の熱延鋼板およびその製造方法
冷延鋼板の圧延方法および極薄鋼板の製造方法
【課題】調質圧延による形状矯正を行うことなく、二回目の冷間圧延の段階で形状の良好な板厚0.1mm以下の極薄鋼板が得られ、また、コイルとして潰れてしまうことを防止することができること。
【解決手段】複数の4段以上の多段圧延スタンドを有する冷間タンデム圧延機を用いて二度の冷間圧延を行い、板厚0.1mm以下の極薄鋼板を得るにあたり、二回目の冷間圧延は、最終スタンドのワークロールを、軸方向と円周方向に測定した表面粗さパラメータである粗さ曲線要素の平均長さRsmが、25μm≦Rsm≦55μmを満たすダルロールとし、最終スタンドの伸び率を0.3%以下とする。
(もっと読む)
曲げ加工性に優れた直接焼入れ焼戻し型高張力鋼板およびその製造方法
【課題】引張強度が780MPa以上で、従来の鋼板よりも曲げ加工性に優れた直接焼入れ焼戻し型高張力鋼板およびその製造方法を提供する。
【解決手段】質量%で、C:0.06〜0.25%、Si:0.01〜0.8%、Mn:0.5〜2%、P:0.010%以下、S:0.003%以下、Al:0.005〜0.1%、N:0.0005〜0.008%を含有し、さらにMo:0.01〜1%、Nb:0.001〜0.1%、V:0.001〜0.5%、Ti:0.001〜0.1%の中から選ばれる1種以上を含有し、残部Feおよび不可避的不純物からなり、鋼板の表面から1/4板厚部までの鋼板表面に平行な面の一様伸びが3%以上であることを特徴とする曲げ加工性に優れた直接焼入れ焼戻し型高張力鋼板。
(もっと読む)
熱延鋼板の張力制御方法及び製造方法

【課題】超微細粒鋼を製造する際に必要となる強冷却を行う際にも最終圧延機とピンチロールとの間の張力変動を抑制して歩留まりを向上させるとともに、製造停止に至るトラブルも回避することが可能な、熱延鋼板の張力制御方法及び製造方法を提供する。
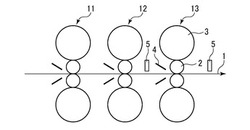
【解決手段】仕上圧延機列の最終圧延機1と、該最終圧延機の出側に設置された冷却装置2と、該冷却装置の出側に設置されて鋼板Sの上下両面に当接するピンチロール3と、を備えた装置を用いて熱延鋼板を製造する際に、鋼板の先端がピンチロールに到達して、仕上圧延機列の最終圧延機とピンチロールとの間の鋼板の張力が確立した後の予め定められたタイミングで冷却装置による冷却を開始するにあたり、冷却による温度変化によって生じる鋼板の長さ変化を予測し、長さ変化の予測値に基づいてピンチロール3の速度を修正する熱延鋼板の張力制御方法、及び、該熱延鋼板の張力制御方法を用いる熱延鋼板の製造方法。
(もっと読む)
熱鋼板の冷却方法およびその冷却設備
【課題】幅方向における温度分布の均一化を図り、良好な品質の熱鋼板を得ることができる冷却方法およびその冷却設備を提案する。
【解決手段】熱間圧延ラインに配置された冷却設備に熱鋼板Sを導入して、その上面に冷却水を供給することによって該熱鋼板Sを冷却するに当たって、冷却設備の入側から出側に至るまでの全長さのうち、該冷却設備の出側からその上流側1/3〜2/3の長さに相当する領域で、熱鋼板Sの幅端からその幅方向中央に向かう50〜150mmの範囲にわたって冷却水の供給を遮断する。
(もっと読む)
曲げ加工の異方性が少なく耐応力緩和特性に優れた異形断面銅合金板及びその製造方法
【課題】曲げ加工性の異方性が少なく耐応力緩和特性が良好な寸法精度に優れたCu−Cr−Zr系の異形断面銅合金板及びその製造方法を提供する。
【解決手段】厚肉部と薄肉部とが幅方向に並んだ異形断面銅合金板であって、質量%でZr;0.05〜0.2%、Cr:0.2〜0.4%、残部はCu及び不可避的不純物からなる組成を有し、JIS H3110に準拠した90°W曲げ試験において割れが発生しない最小曲げ半径Rと板厚tとの比(R/t)である曲げ加工性について、BadWay方向の曲げ加工性(R/t)をR2、GoodWay方向の曲げ加工性(R/t)をR1とした場合に、R2/R1が0.8〜1.7であり、後方散乱電子回折像システム付の走査型電子顕微鏡によるEBSD法にて観察した、(薄肉部のGOS1)/(厚肉部のGOS2)が0.9〜1.4である。
(もっと読む)
熱延鋼板の製造方法
【課題】超微細粒鋼を製造する際に必要となる冷却速度、冷却量の大きな強冷却を鋼板の先端から実施し、冷却された先端部をピンチロールに噛みこませて鋼板に張力を付与するような製造方法をおこなう場合に、最終圧延機とピンチロールとの間の張力が所望の値になり、歩留まりを向上させることが可能な熱延鋼板の製造方法を提供する。
【解決手段】仕上げ圧延機列の最終圧延機1の直後に設置された冷却装置2と、該冷却装置の出側に設置されて鋼板の上下両面に当接するピンチロール3とを備えた装置を用いて、鋼板Sの先端がピンチロール3に到達する以前より鋼板Sの冷却を開始し、その後にピンチロール3で鋼板Sを狭圧して鋼板Sに張力を付与する過程を経る熱延鋼板の製造方法において、冷却による鋼板Sの長さ変化を予測し、長さ変化の予測値に基づいてピンチロール3の速度を初期設定する、熱延鋼板の製造方法。
(もっと読む)
材質均一性に優れた高張力熱延鋼板およびその製造方法
【課題】高強度と良好な加工性(伸びフランジ性)を兼ね備え、しかも材質均一性に優れた高張力熱延鋼板およびその製造方法を提供する。
【解決手段】質量%で、C :0.03%以上0.07%未満、Si:0.3%以下、Mn:0.5%以上2.0%以下、P :0.025%以下、S :0.005%以下、N :0.0060%以下、Al:0.1%以下、Ti:0.07%以上0.11%以下、V :0.08%以上0.15%未満を、TiおよびVが0.18 ≦ Ti+V ≦ 0.24(Ti、V:各元素の含有量(質量%))を満足するように含有し、残部がFeおよび不可避的不純物からなる組成と、フェライト相の組織全体に対する面積率が95%以上であるマトリックスと、TiおよびVを含み平均粒子径が10nm未満である微細炭化物が分散析出し、該微細炭化物の組織全体に対する体積比が0.0020以上である組織とを有する引張強さが780MPa以上の熱延鋼板とする。
(もっと読む)
厚鋼板の製造方法
【課題】生産能率に優れた厚鋼板の製造方法を提供する。
【解決手段】スラブを加熱して熱間圧延を行って厚鋼板とし、該厚鋼板を冷却床で冷却して、剪断ラインに搬出する厚鋼板の製造方法において、冷却床入口と出口が近接配置された前記冷却床の出口で、剪断ライン搬出前に、厚鋼板の表面温度を測定し、該表面温度が前記厚鋼板の材質特性に必要な温度まで低下していない場合は、前記厚鋼板を前記冷却床の入口に返送して、再び前記冷却床で冷却を行い、その間に、他の厚鋼板を前記冷却床の出口から抽出して剪断ラインに搬出することを特徴とする厚鋼板の製造方法。
(もっと読む)
圧延銅箔
【課題】再結晶前後の寸法変化が小さく、かつ寸法変化の異方性が小さい圧延銅箔を提供する。
【解決手段】圧延平行断面から見て、好ましくは、350℃で30分焼鈍前の圧延平行断面から見て、或いは最終冷間圧延後において、圧延平行断面から見て、銅箔表面から厚み方向に1μmの深さの線Cを横切って該表面に到達するせん断帯の本数が、表裏面の合計値で0.1本/μm以下である圧延銅箔である。350℃で30分間焼鈍前、或いは焼鈍後において、再結晶組織の面積率が50%未満(0%を含む)である。最終冷間圧延において、最終5パスの中で前のパスより加工度が高いパスが存在し、当該5パス中のいずれかのパスの最大加工度が40%を超え、かつ最終パスでの加工度が前記5パス中で最小となり、鋳塊を熱間圧延後、冷間圧延と焼鈍とを繰り返し、最後に最終冷間圧延を行って製造され、当該最終冷間圧延の総加工度が98.5%以下である圧延銅箔である。
(もっと読む)
圧延銅箔
【課題】再結晶前後の寸法変化が小さく、かつ寸法変化の異方性が小さい圧延銅箔を提供する。
【解決手段】 350℃で30分間焼鈍前後の寸法変化率が、圧延平行方向と圧延直角方向でいずれも0〜0.01%である圧延銅箔である。
(もっと読む)
圧延銅箔
【課題】銅箔表面近傍のせん断帯を抑制し、屈曲性が向上した圧延銅箔を提供する。
【解決手段】再結晶組織の面積率が50%未満(0%を含む)であり、かつ圧延平行断面から見て、銅箔表面から厚み方向に銅箔厚みの1/10の深さの線を横切って該表面に到達するせん断帯が表裏面の合計値で0.1本/μm以下である圧延銅箔である。
(もっと読む)
展延済鋼成品の熱処理方法
【課題】鋼成品が移動している間に、例えば、ロッド、パイプ、被加工片等の展延済鋼成品を熱処理するための方法であって、展延済鋼成品の温度を迅速に上昇させる効率的な方法を提供すること。
【解決手段】本発明は、鋼成品13、14、33、34、35がDFIバーナー(直接火炎衝突バーナー)6〜11、16〜20によって加熱され、1組のバーナー6〜11、16〜20が鋼成品の周囲を実質的に被うようにバーナーが配置され、かつ、バーナー炎が事実上位置する平面に対して直角方向に鋼成品を搬送する装置2〜4,13に一体化されて配置される。
(もっと読む)
連続鋳造片の圧下面の表面欠陥の生成防止方法
【課題】 連続鋳造装置で製造の連鋳片の圧下面の凹み部が分塊圧延後の鋼片に残存して形成の表面欠陥となることを防止した連鋳片の製造方法を提供する。
【解決手段】 連続鋳造装置から引抜き中の連鋳片1よりも細幅の凸部4を有する圧下ロール3と連鋳片1との当接位置の鋳造方向に垂直な断面において、圧下ロール3から傾斜して突出する凸部4の傾斜面5とこの凸部4の水平面に当接する連鋳片1の表面とで形成する立上り角度θ1を5°≦θ1≦15°とし、圧下ロール3の凸部4の傾斜面の立上り角度θ1の補角θ2を該立上り角度θ1の補角の165°≦θ2≦175°に鈍角化し、この圧下ロール3の凸部4により連続鋳造装置の引抜き中の連鋳片1を圧下して凹み部2とし、さらにこの連鋳片1を分塊圧延して分塊圧延後の鋼片に表面疵の生成を無くすものとする。
(もっと読む)
曲げ加工の異方性の少ない異形断面銅合金板及びその製造方法
【課題】曲げ加工性の異方性の少ない、寸法精度に優れたCu−Cr−Zr系の異形断面銅合金板及びその製造方法を提供する。
【解決手段】厚肉部と薄肉部とが幅方向に並んだ異形断面銅合金板であって、質量%でZr;0.05〜0.2%、Cr:0.2〜0.4%、残部はCu及び不可避的不純物からなる組成を有し、JIS H3110に準拠した90°W曲げ試験において割れが発生しない最小曲げ半径Rと板厚tとの比(R/t)である曲げ加工性について、BadWay方向の曲げ加工性(R/t)をR2、GoodWay方向の曲げ加工性(R/t)をR1とした場合に、R2/R1が0.8〜1.7である。
(もっと読む)
銅合金板条およびその製造方法
【課題】高強度と良好な曲げ加工性をあわせ持つコルソン系銅合金を提供する。
【解決手段】質量%で、Ni:1.00〜5.00%、Si:0.25〜1.20%、さらに、Sn、Ag、Mn、Fe、Cr、Co、Zn、Mg、Zr、P、B、及びTiからなる群から選ばれる少なくとも1種を総量で0.05〜2.0%含有し、残部がCuおよび不可避不純物からなる銅合金であり、下記式(1)を満たすことを特徴とする銅合金板条。(Brass方位:{011}<2−11>方位の方位密度)+(S方位:{123}<634>方位の方位密度)+(Copper方位:{112}<111>方位の方位密度)≦23式(1)
(もっと読む)
鋼帯の連続冷間圧延方法
【課題】後行鋼帯の材質が先行鋼帯よりも軟質である場合や後行鋼帯の板厚が先行鋼帯よりも厚い場合あるいは後行鋼帯の板幅が先行鋼帯よりも狭い場合でも鋼帯の連続冷間圧延を安定して行うことのできる鋼帯の連続冷間圧延方法を提供する。
【解決手段】タンデム圧延機6の第1圧延スタンド8aを各圧延スタンド8b〜8dを先行鋼帯1aと後行鋼帯1bとの溶接部が通過する前に圧延スタンド8b〜8dのロール圧下位置をロール間隔が拡大する方向に変更し、後行鋼帯1bの先端が第1圧延スタンド8aを通過した直後に第1圧延スタンド8aのロール圧下位置をロール間隔が拡大する方向に変更する。
(もっと読む)
熱延コイルの冷却方法と製造方法および冷却装置
【課題】高強度鋼板の母材である熱延コイルを冷間圧延する際に起こる板厚変動を効果的に防止することができる熱延コイルの冷却方法とその方法で熱延コイルを製造する方法を提案すると共に、それらの方法に用いる冷却装置を提供する。
【解決手段】熱間圧延した熱延鋼帯を巻き取った直後の熱延コイルを、上記熱延コイルを搬送する搬送装置および/またはコイル置場において冷却するに当たり、上記熱延コイルの外周面のコイル置台または地面に接する部分と接していない部分の冷却速度を、熱延コイル外周面のコイル置台または地面と接していない部分に対して接している部分を加熱する方法、あるいは、熱延コイル外周面のコイル置台または地面と接している部分に対して接していない部分を強制冷却する方法のいずれかの方法で等しくなるよう冷却する。
(もっと読む)
圧延銅箔
【課題】銅箔表面を適度に粗くして取り扱い性を向上し、さらに屈曲性に優れるとともに、表面エッチング特性が良好な圧延銅箔を提供する。
【解決手段】銅箔表面で圧延平行方向に長さ175μmで測定した表面粗さRaと、前記銅箔の厚みtとの比率Ra/tが0.004以上0.007以下であり、200℃で30分間加熱して再結晶組織に調質した状態において、圧延面のX線回折で求めた200回折強度(I)が、微粉末銅のX線回折で求めた200回折強度(I0)に対し、20≦I/I0≦40であり、銅箔表面で圧延平行方向に長さ175μmで、かつ圧延直角方向にそれぞれ50μm以上離間する3本の直線上で、オイルピットの最大深さに相当する各直線の厚み方向の最大高さと最小高さの差の平均値dと、銅箔の厚みtとの比率d/tが0.1以下であり、コンフォーカル顕微鏡で測定したときのオイルピットの面積率が6%以上15%以下である圧延銅箔である。
(もっと読む)
1 - 20 / 631
[ Back to top ]