
Fターム[4E016DA13]の内容
圧延ロール、圧延スタンド、圧延機の駆動 (1,476) | 圧延ロールの構造、形状 (439) | 胴表面 (71) | 模様 (19)
Fターム[4E016DA13]に分類される特許
1 - 19 / 19
異形棒鋼、及びその圧延方法

【課題】2本のリブを有するものよりもフープ加工時のずれ量、降伏点、引張り強さ、コンクリート付着応力が向上し、しかも、フープ加工時の縦のずれ量と横のずれ量とが殆ど差のない均一化したものとする。
【解決手段】 丸棒材の周面にはその長手方向に交差する節が丸棒材の長手方向に間隔をおいて形成されると共に、丸棒材の長手方向に連続するリブが6本形成され、6本のリブが丸棒材の断面の中心を基準にして円周方向に沿って60度毎に形成されていることを特徴とする異形棒鋼。
(もっと読む)
表面に凹凸模様を有する鋼板の製造方法

【課題】意匠性や滑り止めなどの機能性が要求される凹凸模様鋼板を多段圧延によって製造するにあたり、凹凸模様形状によらずワークロールの耐久性を落とすことなく、低コストでの凹凸模様鋼板の工業生産を可能とする方法を提案する。
【解決手段】表面に凹凸部を有したワークロールを用いた多段圧延機で圧延して金属帯板表面に凹凸模様を形成する際、胴長方向の一部を小径化した部位に凹凸部を有するロールを少なくとも一方のワークロールとして用いた多段圧延機で圧延する。
ワークロールとしては、ロールの胴長方向の両側部を残し中央部のみ小径化したロールを用いることが好ましい。
(もっと読む)
異形棒鋼圧延用ロールの節合せ調整方法
【課題】製品径が異なった異形棒鋼を形成する毎に節合せを行なう必要がなく、高精度に節合せを行なうことができる異形棒鋼圧延用ロールの節合せ調整方法を提供する。
【解決手段】一対のロールの回転駆動により所定の外周面の間に測定棒を通過させ、測定棒に形成した第1及び第2合いマークに対応する位置に一対の測定棒マークを形成する第1工程S1と、一対の測定棒マーク間の距離をズレ量として測定し、予め算出した調整データに基づいて、ズレ量を無くす調整量として動力伝達ギヤ部の調整ギヤ数を決定する第2工程S2,S3と、一対のロールの一方に連結しているスピンドルとカップリングとを分離し、調整ギヤ数までカップリングを回転調整する第3工程S4〜S7とを備えている。
(もっと読む)
識別マーク付形鋼の製造方法および識別マーク付鋼矢板
【課題】圧延において形鋼へ識別マークを付す際に、刻設マークが形成された部分の圧延ロールの周速度と、この圧延ロールとの接触位置における形鋼の通過速度と、に速度差が生じる場合であっても、所定寸法の識別マークを形成することができる識別マーク付形鋼の製造方法を提供する。
【解決手段】圧延ロールに形成された刻設マークを形鋼に転写して、前記刻設マークと同形状の転写マークを形成し、この転写マークの圧延方向端部を圧延ロールで押圧することで、所定形状の前記識別マークを形成する構成とされており、刻設マークが形成された圧延ロールの周速度と、一対の圧延ロール間を通過する前記形鋼の通過速度と、の速度差を求め、この速度差から前記転写マークの圧延方向の変形量を予め算出し、前記刻設マークの前記圧延ロール周方向長さを、前記識別マークの前記圧延方向長さに対して前記変形量分だけ増加させておくことを特徴とする。
(もっと読む)
電気光学的または電気機械的な構造部材または摺動部材
本発明は、CuまたはCu合金帯板、AlまたはAl合金帯板、FeまたはFe合金帯板、TiまたはTi合金帯板、NiまたはNi合金帯板または特殊鋼帯板からなる金属帯板またはそれから製造された薄板の圧延された金属基体からなる、電気光学的または電気機械的な構造部材、特にLED、コネクタあるいはリードフレーム、または摺動部材に関する。この表面の構造は、高い反射性の表面被覆の場合であっても、光学的な方法での接合を可能にし、同時に使用中の部材の機能性を改善する。 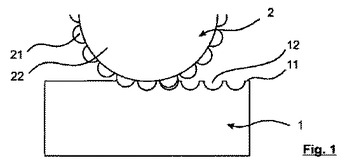 (もっと読む)
(もっと読む)
圧延板、および圧延板の製造方法
【課題】マグネシウム合金からなる板材であって、薄くても剛性が高い板材、およびその製造方法を提供する。
【解決手段】圧延板本体10と、この本体10に一体化され、本体10厚さの10倍以上の長さを有する突条20とを有し、マグネシウム合金からなる圧延板1とする。突条20は、圧延板1におけるリブの役割を果たすので、圧延板1の剛性を大きく向上させることができる。このような圧延板1は、外周に凹溝Gを有する圧延ロールRを用意し、この圧延ロールRによりマグネシウム合金からなる素材を圧延することで得ることができる。
(もっと読む)
圧延ロール及びスクリーン印刷用メッシュ
【課題】微細表面パターンが容易に作成された、圧延に適した表面硬さを備えた圧延ロールを提供する。
【解決手段】圧延ロール7は、薄肉の平板である元板1に感光樹脂膜2を塗布してマスク3を用いて露光し腐食及び洗浄する工程S1と、曲げ加工して平板を薄肉円筒形状のスリーブ4に成型する工程S2と、スリーブ4を窒化熱処理して表面を硬化させる工程S3と、硬化スリーブ5をロール基体6に挿入して圧延ロール7に組み立てる工程S4とを含む製造方法により製造される。
(もっと読む)
エンボス圧延加工用ロールおよび銅条・銅箔の製造方法
【課題】 生産能率や製造歩留まりの低下を引き起こすことなく、被加工物の銅条材や銅箔材の表面に所望の寸法の微細な凸状の立体パターンを常に正確かつ均一に形成する。
【解決手段】 所望の凸状の立体パターン9を被加工物(銅条材5)の表面に形成するためのエンボス凹型穴15が中空円筒状のスリーブ材の外周面に形成され、かつ前記エンボス凹型穴15に連なり前記スリーブ材の円筒中心方向へと伸びて当該方向へと余剰な圧延油8b、8cを逃がすように設定された圧延油逃し孔3が形成された金型本体スリーブ1と、外周に前記金型本体スリーブ1が同軸的に重ね合わされて、前記金型本体スリーブ1と共に回転するように設定されたロール軸体2とを備えて、圧延油8aを用いつつ前記金型本体スリーブ1の外周面を前記ロール軸体2と共に回転させながら前記被加工物である銅条材5の表面に押圧させることで、前記凸状の立体パターン9を前記被加工物(銅条材5)の表面に形成する。
(もっと読む)
金属シート成形用ロールおよび金属シートの成形方法
【課題】金属の塑性変形を利用して金属シート表面に凸部を成形できる金属シート成形用ロールおよびそれを用いる金属シートの成形方法を提供することである。
【解決手段】 同一の軸線を有する第1胴部10、第2胴部11、12および軸部13、14を含み、第1胴部10を、その表面に複数の凹部が形成されるロール部材とし、第2胴部11、12を、第1胴部10の軸線方向の両端面20a、20bから第1胴部10に離反する方向に延び、その径が第1胴部10の軸線方向端部の径よりも小さいロール部材とし、軸部13、14を、第2胴部11、12の軸線方向の端面21a、21bから第1胴部10に離反する方向に延び、その径が第2胴部11、12の径よりも小さいロール部材とし、第1胴部10と第2胴部との間に段差がある金属シート成形用ロールを用いて金属シートを加圧成形する。
(もっと読む)
摩擦低減テクスチャ表面を有する金属シート及びプレート並びにそれらの製造方法
【解決手段】
摩擦低減テクスチャ表面を有する金属シート及びプレート並びにこれらの金属シート及びプレートを製造する方法を開示する。一実施例において、少なくとも1つの表面に溝が刻設された少なくとも1つの金属製品を含む輸送容器が提供され、溝が刻設された少なくとも1つの表面を有する少なくとも1つの金属製品を含んでおり、溝が刻設された表面はリブレット形体を形成し、該リブレット形体は、複数の隣接する永久的ローリングされた長手リブレットが表面の少なくとも一部に沿って延びており、リブレット形体は、該リブレット形体を保護するために構成された少なくとも1つのコーティングでコートされている。一実施例において、複数の隣接する永久的ローリングされた長手リブレットは、摩擦低減テクスチャ表面となる。一実施例において、金属製品は航空機の少なくとも一部分を製造するのに用いられる。一実施例において、金属製品はロータブレードの少なくとも一部分を製造するのに用いられる。
(もっと読む)
エンボスローラのメンテナンス方法およびメンテナンス装置
【課題】銅箔圧延加工用エンボスローラの表面に付着した銅を容易かつ確実に取り除くことが可能なエンボスローラのメンテナンス方法およびメンテナンス装置を提供する。
【解決手段】表面に凹凸を有する銅箔圧延加工用エンボスローラのメンテナンス方法であって、エンボスローラを、銅アンモニア錯体を含むpH8〜13の銅エッチング液に浸漬し、エンボスローラの表面に付着した銅を溶解除去する。
(もっと読む)
固体高分子型燃料電池用セパレータ製造装置
【課題】低コスト・高耐久型の固体高分子型燃料電池に適用でき、加工後の捻れやうねりが極めて少ない密閉性に優れた燃料電池用セパレータの製造装置を提供する。
【解決手段】上下一対のロールの軸方向中央部に、第1凹凸部(11a、11b)と、前記第1凹凸部(11a、11b)より外側で、前記第1凹凸部(11a、11b)のコーナー部近傍の4箇所のみに、それぞれエンボス状凹凸部(12a−1、12a−2、12a−3、12a−4、12b−1、12b−2、12b−3、12b−4)を有する1段目の圧下ロールと、上下一対のロール軸方向中央部に前記第1凹凸部と対応する第2凹凸部を有する2段目の圧下ロールからなるロール列を有する。
(もっと読む)
金属箔加工用ローラ
【課題】厚さ数十ミクロン程度の金属箔を加工して、金属箔の表面に、寸法が数ミクロン〜数十ミクロンで、形状がほぼ均一な凸部を、工業的な規模で効率良く形成する。
【解決手段】 少なくとも表層部が、ロックウェル硬度がCスケールでHRC60〜80であり、かつ抗折力が3GPa〜6GPaである金属材料を含有するローラの周面に、複数の凹部を形成して金属箔加工用ローラとする。この金属箔加工用ローラを用いて金属箔を加圧成形する。
(もっと読む)
エンボスロール及びその製造方法
【課題】ネガ型感光性組成物を用いて、フォトリソグラフィによってシャープな形状の凹部が形成されたエンボスロール及びその製造方法を提供する。
【解決手段】金属ロールの表面に深度が5〜100μmでかつ凹部が非連続的に形成されている多数の凹部を有するエンボスロールであって、ネガ型感光性組成物を用いるフォトリソグラフィ法によって前記凹部を形成する。前記ネガ型感光性組成物が、(A)カルボキシル基を有し且つエチレン性不飽和結合を有するポリマーと、(B)近赤外線吸収色素と、(C)少なくとも1個のエチレン性不飽和結合を有するモノマーと、(D)アミノアルコール、アミノアルコールの誘導体及び環状アミンからなる群から選択される1種以上のアミン類と、(E)有機ホウ素化合物と、(F)スルホニル化合物と、を含有することが好適である。
(もっと読む)
縦縞鋼板圧延用カリバーロールと縦縞鋼板の圧延方法
【課題】カリバー溝への材料の充填度を高めることが可能な縦縞鋼板圧延用ロールと縦縞鋼板の圧延方法を提供する。
【解決手段】(1)縦縞鋼板を製造するために熱間仕上圧延機の最終スタンドに用いる圧延ロールであって、カリバー溝部以外のロールバレル部にナーリング加工を施してなることを特徴とする縦縞鋼板用カリバーロール。(2)鋼板の片面のみに縦縞を有する縦縞鋼板を製造する方法であって、熱間仕上圧延機の最終スタンドの上下いずれか一方の圧延ロールとして(1)の縦縞鋼板用カリバーロールを用い、他方の圧延ロールに平ロールを用いることを特徴とする縦縞鋼板の圧延方法。
(もっと読む)
異形断面条の製造方法
【課題】簡便な手段により、断面形状精度に優れ、しかも表裏面に付与した凹凸パターンを均一化することができた異形断面条を安定的に製造する。
【解決手段】上下一対の水平ロールと左右一対の垂直ロールとを隣接配置した四方ロール圧延機を少なくとも2段配置するとともに、最後段の四方ロール圧延機を構成する上下一対の水平ロールとして、その上側及び/又は下側のロールに凹凸パターンを付したものを使用し、被成形素材金属条を、前段の四方ロール圧延機で予備圧延した後、最後段の圧延機で圧下率が板幅方向で均一になるように圧延成形することにより、表裏面に付与した凹凸パターンが均一化された異形断面条を得る。
(もっと読む)
傾斜型圧延機用樽型圧延ロールおよび継目無鋼管の製造方法
【課題】ナーリングに起因する欠落疵の発生を軽減できる傾斜型圧延機用樽型圧延ロールおよび継目無鋼管の製造方法を提案する。
【解決手段】球頭ポンチでゴージ部周辺に初期ナーリング深さを0.20〜0.30mm、そのピッチを10.0±0.5mmとした球頭凹状ナーリングを付与した樽型圧延ロール、およびそれを用いた継目無鋼管の製造方法。
(もっと読む)
転写ロールの製造方法
【課題】装飾性や塗装鮮映性の向上等を目的として、金属板の表面に転写する凹凸パターンを、正確に低コストで実現することができる転写ロールの製造方法およびこの製造方法を用いた転写ロールを提供する。
【解決手段】 金属板の表面に凹凸パターンを転写する転写ロール1a、1bを、圧延用ロール2の表面に線径が50μm以下の高強度極細線3を、その一端側をロール端部に固定した後、ロール周方向に、極細線3が互いに接触するよう張力を付与しながらロール軸方向に順次巻付けた後、圧延ロール2の他端側に固定して形成するようにしたのである。リソグラフィ加工に比べて極めて簡便にロール表面に凹凸形状を形成することができる。この凹凸形状の凸部の先端形状は円形で摩耗損傷しにくく、極細線3の巻替えのみで摩耗が進行した凹凸形状を更新でき、ロール寿命も向上し、ロール加工コストが低減する。
(もっと読む)
フランジ外面突起付H形鋼の圧延方法
【課題】縞成形ロールの圧下を強くすることなく、突起高さの均一化を図ることができるフランジ外面突起付H形鋼の圧延方法を提供する。
【解決手段】フランジ外面突起付H形鋼1のフランジ外面22に縞状の突条30を成形する中間圧延機の縞成形ロール300の外面302には断面台形の円周方向の溝330が複数箇所に設けられ、円周方向の溝330の深さは、中間製品1bのフランジの下端21または上端23から20〜50mmの位置に相当する位置で、これ以外の位置より0.1〜0.5mm深くなっている。 さらに、縞状の突条30を分断して突起40を成形する最終圧延機の突起成形ロール400の外面402には断面台形の軸方向の溝440が複数箇所に設けられ、外面402は軸心404に対して僅かに傾斜して上方に拡大した略円錐台状を呈している(片側のテーパ角度が0.1〜0.3°)。
(もっと読む)
1 - 19 / 19
[ Back to top ]