
Fターム[4E024EE02]の内容
Fターム[4E024EE02]に分類される特許
1 - 20 / 91
圧延機の制御装置およびその制御方法
熱間圧延ラインにおける圧延材の搬送制御方法
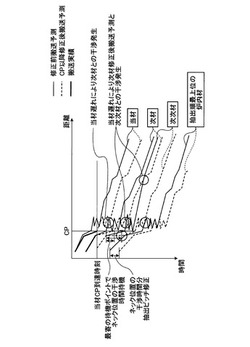
【課題】圧延材間ピッチが熱間圧延ライン上で一層最短となるように熱間圧延ライン上で圧延材を搬送制御すること。
【解決手段】加熱炉、粗圧延機R2,R4、および仕上げ圧延機F1〜F7を備える熱間圧延ラインであって、先行材および後行材の先端および尾端が前記各設備位置に到達する時刻を予測演算することにより、圧延材の加熱炉からの抽出時刻を決定し、圧延材を待機可能位置でオシレーションさせ、所定の圧延材間ピッチに制御する熱間圧延ラインにおける圧延材の搬送制御方法において、前記待機可能位置WP1〜WP3は、仕上げ圧延機F1の直前位置と仕上げ圧延機F1前の複数位置(WP1,WP2)とに設けられ、前記各設備位置に到達した先行材および後行材の到達情報を取得して前記予測演算結果を修正し、前記所定の圧延材間ピッチを最短に制御する。
(もっと読む)
ロールプレス設備

【課題】
ロールのたわみを補正する機構を備えるロールプレス設備において、長期の連続加工でも高精度に(巾方向の全範囲において厚みを目標厚み範囲内に)圧縮加工することが可能なロールプレス設備を提供する。
【解決手段】
ロールのたわみを補正する機構を備えるロールプレス設備において、プレス加工された材料3の巾方向の複数個所で厚みを厚み計10により計測し、材料の巾方向の全範囲において目標厚み範囲内の厚さとなるように、複数個所での厚み測定値と目標厚みとの差の状態に応じて、ロールギャップの調整を行うプレス機構とロールのたわみを補正するベンド機構のフィードバック制御を単独又は組み合わせて行う。
(もっと読む)
圧延材搬送方法および圧延装置
【課題】圧延材に対する圧延の時間を短縮することができる圧延材搬送方法および圧延装置を提供すること。
【解決手段】1パス目でスラブが圧延された後、尾端が尾端停止位置に位置して停止する。制御部7によって、粗圧延ミル3のAPCの動作中に、粗圧延ミル3の圧上位置APCの現在値と圧上位置APCの目標値との差がd1以下(見込み圧上APC完了)、かつ、粗圧延ミル3の圧下位置APCの現在値と圧下位置APCの目標値との差がd2以下(見込み圧下APC完了)になったことが検知された時点で、スラブ2の搬送を開始する。粗圧延ミル3のAPCの完了が検知されると、制御部7により後面テーブルローラ6が制御されてスラブ2を加速制御する。他方、粗圧延ミル3のAPCが未完了と検知されると、制御部7により後面テーブルローラ6が制御されてスラブ2を停止制御する。
(もっと読む)
圧延制御装置、圧延制御方法及び圧延制御プログラム
【課題】リバース圧延を行う圧延機において、被圧延材の形状を測定する形状計を圧延機の片方のみに設けた場合であっても、被圧延材の形状制御を可能とすること。
【解決手段】圧延される前の被圧延材Aの板厚である入側板厚と、圧延された後の被圧延材Aの板厚である出側板厚と、入側板厚の平均値と、出側板厚の平均値とに基づき、被圧延材Aの板幅方向の複数の位置における形状の予測値を算出し、正回転の圧延時に、形状計によって測定された被圧延材Aの形状と目標値とを比較することにより、被圧延材Aの形状偏差を算出し、逆回転の圧延時に、形状の予測値と目標値とを比較することにより形状偏差を算出し、算出された形状偏差に基づき、被圧延材Aの形状と目標値との差異を修正するようにロールを制御するための制御量を決定することを特徴とする。
(もっと読む)
圧延機の制御装置および圧延機の制御方法
【課題】クーラントによる形状制御を実施する場合、従来では、機械構成が複雑となる問題があった。
【解決手段】上作業ロールと下作業ロールの間で被圧延材の形状を制御するものにおいて、圧延機入側で、被圧延材あるいは上作業ロールと下作業ロールに向かって噴射されるクーラントを制御するうえで、被圧延材上に滞留するクーラントの滞留長さを板幅方向で変化させることで、形状制御を実施する。
(もっと読む)
圧延方法及び圧延板材
【課題】可逆式圧延機のセットアップをより高精度に実施することができる圧延方法、及びこの圧延方法により得られる圧延材を提供することを目的とする。
【解決手段】本発明は、単スタンド可逆式の冷間圧延機を用い、板材に対して複数パスの圧延を行う圧延方法であって、Nパス目の上記板材の先端部における塑性係数QANを、N−1パス目の上記板材の尾端部における塑性係数QBN−1を用いて下記式(1)により算出し、上記塑性係数QANに基づいてNパス目のセットアップ計算を行い、この計算結果に基づく設定でNパス目の圧延を開始することを特徴とする。
QAN=αN×QBN−1 ・・・(1)
(αNは、塑性係数QANにおける補正係数(αN≧1)である。Nは、2以上の整数である。)
(もっと読む)
自動板厚制御方法及び圧延機
【課題】自動板厚制御方法において、ノイズ成分が排除された板厚偏差を用いて、高精度な自動板厚制御を可能とする。
【解決手段】本発明の圧延機の自動板厚制御方法は、圧延材Wの板厚偏差を計測し、計測した板厚偏差を基に圧延材Wを圧延するワークロール3のロール隙間を算出し、算出したロール隙間に応じて圧下装置7を制御する圧延機の自動板厚制御方法であって、少なくとも2つの圧延速度において圧延材の板厚偏差を計測し、計測された圧延材Wの板厚偏差を周波数成分に分解し、分解された周波数成分から圧延速度に依存しない成分をノイズ成分として排除し、ノイズ成分が排除された板厚偏差を基にワークロール3のロール隙間を算出することを特徴とする。
(もっと読む)
鋼板の圧延制御方法、装置及びプログラム
【課題】次パスの圧下位置を求める式に含まれる学習項を効率的かつ精度良く求められるようにする。
【解決手段】当該パスのゲージメーター板厚Hgと実測板厚Hとを、所定の補正により冷間値又は熱間値に揃えた上で両者の差を求め、当該差に基づいて所定の演算式を用いて次パスの学習項を演算し、当該学習項を用いて次パスの圧下位置を求め、当該圧下位置に基づいて圧延する鋼板の圧延制御方法であって、前記所定の補正に用いられる係数が、鋼板の表面温度と板厚とから板厚温度分布、及び鋼種から変態開始温度をそれぞれ求め、板厚方向の部位毎に変態発生の可否を判断し、当該部位毎の熱膨張係数を求め、当該部位毎の熱膨張係数から板厚方向全体の熱膨張係数を求めたものである。
(もっと読む)
薄鋼板及び厚鋼板の熱間圧延における形状測定方法、並びに、薄鋼板及び厚鋼板の熱間圧延方法
【課題】熱薄鋼板、厚鋼板の圧延終了直後の板波形状を精度よく測定し、その結果をもとに圧延機によって板波形状を自在に作り込む熱薄、厚鋼板の製造方法を提供することを目的とする。
【解決手段】熱薄鋼板、厚鋼板の圧延終了後の板波形状を、幾何学的値として圧延機出側で板通板方向及び板幅方向位置と高さ方向変位の測定し、形状特徴量としてプロフィール、急峻度、伸び歪差を求める測定方法において、測定した形状特徴量に加え、測定時に鋼板に内在する残留歪を求めて、形状特徴量と重ね合わせをして圧延機から付与された真の形状特徴量として計測する。
(もっと読む)
粗圧延機におけるホットバーの速度制御方法
【課題】圧延速度を低下させることなくテーブルローラの破損を防ぐことができるようにするための粗圧延機におけるホットバーの速度制御方法を提供する。
【解決手段】テーブルローラ2を構成する後面テーブル2aの各ロールのうち、圧延ロール1に最も近いNo.1ロールにホットバーが接触するときの接触速度は、該No.1ロールへの衝撃トルクが破断トルク未満となるように設定され、一点鎖線で示す従来法より低下させる。圧延ロール1への噛込速度はNo.1ロールへの接触速度と一致し、一点鎖線で示す従来法より増加する。ホットバーがNo.1ロールに達すると、破断トルク未満まで一気に加速させる。
(もっと読む)
調質圧延方法および調質圧延装置、ならびに鋼帯の製造方法
【課題】荷重一定制御のような問題が生じず、また、高価なオンライン表面粗さ計がなくても、コイル内での変動があっても表面粗さを目標値に精度よく制御することができる鋼帯の調質圧延方法を提供すること。
【解決手段】以下の式で表される粗さ転写パラメータpが一定となるように、圧延荷重および/または出側張力を調整して調質圧延する。
p=α・pp+β・f
ただし、pp:ピーク面圧(MPa)、f:先進率(%)、α、β:定数である。
(もっと読む)
金属板材の圧延機および圧延方法
【課題】上下作業ロール間の開度を大きく取ることができ、かつ強力なロールベンディング力を付与についても容易に達成できるとともに、キャンバー及び反りのない金属板材を安定して製造でき、高精度の零点調整を可能とする圧延機、及び圧延方法を提供する。
【解決手段】上下作業ロールにそれぞれインクリースベンディング力を負荷する油圧シリンダーが、圧延機ハウジングの内側に突出したプロジェクトブロックに配備され、
上作業ロール胴部に負荷される圧延方向力が、前記プロジェクトブロックの上方に位置する圧延機ハウジングウィンドウと上作業ロールチョックとの接触面によって支持され、
前記作業ロールチョックの圧延方向入側、出側のいずれか一方に、該作業ロールチョックを該圧延機ハウジングウィンドウとの接触面に圧延方向に押しつけるための装置を有すること等を特徴とする、金属板材の圧延機、及びこの圧延機を用いた圧延方法。
(もっと読む)
圧延機の板厚制御方法及び板厚制御装置
【課題】高精度な板厚制御を行うことができるようにする。
【解決手段】本発明は、圧延材Wの板厚を計測し、計測した板厚を基に前記圧延材Wを圧延するワークロールのロール隙間ΔSを算出し、算出したロール隙間ΔSに対応する指令信号を圧下装置に出力して圧延材Wの板厚を制御する圧延機の板厚制御方法であって、圧延材Wの板厚の偏差を周波数成分に分解し、周波数成分ごとに位相遅れを算出すると共に、算出した位相遅れに基づいて周波数毎の遅れ時間を求め、周波数毎に求めた遅れ時間を基に全体遅れ時間を算出し、算出した全体遅れ時間を基に圧下装置に出力する指令信号のタイミングを修正する。
(もっと読む)
圧延機の板厚制御方法及び板厚制御装置
【課題】高精度な板厚制御を行うことができるようにする。
【解決手段】本発明は、圧延材Wの板厚を計測し、計測した板厚を基に圧延材Wを圧延するワークロール5のロール隙間を算出し、算出したロール隙間ΔSに応じて圧下装置11を制御する圧延機の板厚制御方法であって、圧延材Wの板厚の偏差を周波数成分に分解し、周波数成分ごとに圧下装置11に対する制御利得値を算出し、算出した制御利得値の逆数を計測で得られたロール隙間ΔSに乗算すると共に乗算して得られた値を圧下装置11を適用するロール隙間ΔS’とし、このロール隙間ΔS’を基に板厚を制御する。
(もっと読む)
圧延機における形状制御方法及び形状制御装置
【課題】圧延速度が変化するという状況下であっても、圧延材の形状制御を適正に行うことで振動的な形状変動を抑制し安定した圧延を行うことができるようにする。
【解決手段】圧延機100にて圧延している圧延材1の形状制御方法において、圧延材1の圧延速度が変化したときの予測形状変化量を求め、この予測形状変化量が所定範囲内にあるときは、前記圧延速度の変化に伴う板形状の修正制御を行わない。また、圧延材1の速度変化率ΔVr(t)を求め、この速度変化率ΔVr(t)であるときの予測圧延荷重変化量ΔPf(t)を求め、この予測圧延荷重変化量ΔPf(t)から予測形状変化量を求める
(もっと読む)
リバース圧延機における板厚制御方法
【課題】リバース圧延機を用いて板材を圧延する際に、変形抵抗むらに起因する板厚偏差を大幅に低減することができるリバース圧延機における板厚制御方法を提案する。
【解決手段】コイルから引き出した圧延材を冷間で2パス以上のリバース圧延を行って圧延する前記圧延材の変形抵抗むらを考慮したフィードフォワードAGCの板厚制御方法であって、前記変形抵抗むらを当該圧延のひとつ前のパスの圧延における出側板厚偏差の測定値と圧延実績から変形抵抗偏差として計算し、出側板厚偏差の測定値と変形抵抗偏差との近似度合いに基づいてこの圧延におけるフィードフォワードAGCの制御ゲインを導出する。
(もっと読む)
可逆式圧延機の制御装置及びテーパー形状の形成方法
【課題】材先端部の口割れを修正するために実施する材先端部のテーパー処理において、所望のテーパー形状を安定して得られるようにする
【解決手段】ロールR1,R2間から圧延材Wを引き抜く際のミル速度の実績値cを取得し、予め設定したテーパー量a及びテーパー長さbとミル速度の実績値cとから計算される圧下速度dに従って圧下装置2の圧下動作を制御する。そして、圧下量が予め設定したテーパー量に達したら圧下装置2の圧下動作を停止させる。
(もっと読む)
圧延方法
【課題】本発明は、スラブの材料強度とスラブ厚とスラブ幅の数値データを基にパス数と各パスの圧下量を規定できるので、容易かつ簡便に圧延時のパススケジュールの管理ができる技術の提供を目的とする。
【解決手段】本発明は、スラブを複数回の圧延のパスにより所望の板厚とする場合、スラブの材料強度とスラブ厚とスラブ幅の数値データを基に、予め設定しておいたデータテーブルの材料強度、スラブ厚、スラブ幅の値に合わせて総パス数を確定し、少なくとも最終回のパスを含めた品質確定用の指定パスを全てのパスのうち後半に規定し、全てのパスのうち、指定パスを除いた残りの管理パスについて、管理パスの全てのパスの圧下量の変化状態を以下の(1)式で示される2次関数に近似するように各パスの圧下量を調整することを特徴とする。y=Ax2+Bx+C…(1)(ただし、Aは−の任意数)
(もっと読む)
箔圧延の圧延荷重予測方法、箔圧延の形状予測方法および箔圧延のパススケジュール決定方法
【課題】軽圧下の圧延において、圧延荷重の予測精度を向上するモデルを提供する。
【解決手段】ヒッチコックの扁平変形とヒルの関数とを用いて圧延荷重を予測するモデルにおいて、ヒッチコックの扁平変形において圧延荷重Pに乗算される補正項F(r)及びヒルの関数に加算される補正項G(r)を導入した。この補正項F(r)及びG(r)は、箔板材を圧延する際の摩擦係数の値が圧下率rに依存せず一定となると共に、圧下率rの変化に対する影響係数の値が実績値と一致するように決定される。
(もっと読む)
1 - 20 / 91
[ Back to top ]