
Fターム[4E026AA04]の内容
巻取り、巻戻し、材料蓄積装置 (1,294) | 巻取り、巻戻し、共通 (187) | ストリップ (103) | 他の装置との組合せ (27)
Fターム[4E026AA04]に分類される特許
1 - 20 / 27
鋼帯の蛇行防止方法および装置

【課題】鋼帯を搬送しながら連続的に処理する鋼帯連続処理装置を備えた鋼帯連続処理ラインにおいて、複数台のペイオフリールから交互に鋼帯(コイル)を払い出す入側設備を有している場合に、ペイオフリールから尻抜けした鋼帯の尾端の蛇行を適切に防止することができる鋼帯の蛇行防止方法および装置を提供する。
【解決手段】先行鋼帯5aの尾端がペイオフリール11から払い出される前に、切断装置・溶接装置間ピンチロール16と溶接装置出側ピンチロール32とで先行鋼帯5aを挟み込み、溶接装置出側ピンチロール32の周速度Vrを先行鋼帯5aの搬送速度(ブライドルロール33の周速度)Vsより遅くするとともに、切断装置・溶接装置間ピンチロール16の周速度Vqを溶接装置出側ピンチロール32の周速度Vrより遅くするようにする(すなわち、Vs>Vr>Vq)。
(もっと読む)
ベルトブライドル装置のベルト不走行検出方法およびベルト不走行検出装置

【課題】多大の費用を要したりベルトブライドル装置の大型化を招いたりすることなくベルトブライドル装置のベルト不走行を確実に検出することのできるベルトブライドル装置のベルト不走行検出方法およびベルト不走行検出装置を提供する。
【解決手段】ベルトブライドル装置11を通過した金属帯1の表面を金属帯の全幅にわたって撮像する赤外線カメラ19と、赤外線カメラ19から出力された画像信号を処理して金属帯1の幅方向温度分布を取得する画像信号処理装置20と、画像信号処理装置20で得られた金属帯の幅方向温度分布を基準温度と比較する比較装置22と、比較装置22の比較結果を表示する表示装置23とを備えたベルト不走行検出装置18を用いて、ベルトブライドル装置11のベルト不走行を検出する。
(もっと読む)
板材供給装置及びこの板材供給装置が配置されたプレス加工ライン
【課題】張力を付与しながら板材を送り出す場合であっても、コイル材22のばらけ現象を抑制しつつ送り出し効率を向上させることができるようにする。
【解決手段】本発明の板材供給装置2は、第1検出器17にて検出された送出量と第2検出器18にて検出されたアンコイラ15の回転量とに基づいてコイル材22のコイル外径D2を求める径検出手段30と、径検出手段30で求められたコイル外径D2と送り出し後の板材12の張力とに基づいてアンコイラ駆動モータ16へのトルク制御値pを求めるトルク算出手段31と、アンコイラ駆動モータ16の回転停止後にトルク算出手段31で求めたトルク制御値pに応じてアンコイラ駆動モータ16へのトルク制御を行う制御手段32とを備えている。
(もっと読む)
溶射用複合ワイヤ製造装置
【課題】 製造効率の向上を図る事が出来、線径の異なる多品種のワイヤの製造に対応することが可能な溶射用複合ワイヤ製造装置の提供。
【解決手段】 平型フープ材1が巻回されたフープ材巻き出しローラ12と、平型フープ材をU字成型、片丸成型、丸型成型と順次、成型作業を行う前段ワイヤ成型手段14と、前段ワイヤ成型手段14における平型フープ材1の成型時に、粉末状の機能発現物質を平型フープ材1に供給する粉末供給手段16と、前段ワイヤ成型手段の出口側に設けられた中間巻き取りローラ18と、前段ワイヤ成型手段14によって成型されたチューブ状のワイヤを、さらに細径に成型する後段ワイヤ成型手段20と、後段ワイヤ成型手段20によって成型された溶射用複合ワイヤを巻き取る最終巻き取りローラ22とを具備している。
(もっと読む)
非水電解質二次電池の製造装置および製造方法
【課題】薄い長尺な被加工材料を加速、減速、停止を繰り返して加工する場合でも、加工済み被加工材料を一定の張力で巻き取ることができる製造装置、製造方法を提供する。
【解決手段】製造装置は、厚さ0.2mm以下の長尺な被加工材料を一定速度で連続して繰り出す送り出し装置40と、送り出された被加工材料を所定距離だけ間欠的に移動させ、被加工材料に加工を施す加工装置44と、加工装置から送り出された被加工材料を一定速度で連続して巻取る巻取り装置42と、被加工材料の長さ方向の張力が10N/m以下となる部分が生じるように被加工材料をガイドするガイド部71と、被加工材料の張力を所定の張力まで増大する張力増加装置68と、を備え、張力増加装置は、被加工材料を搬送する1本以上のローラ72を備え、ローラの表面と被加工材料の表面との摩擦係数が0.2以上、合成面粗さが1.8μm以上である。
(もっと読む)
冷延鋼板の接続方法
【課題】板継ぎ溶接機の入側において通板トラブルが発生してもライン生産能力を低下させない冷延鋼板の連続処理ラインにおける先行材と後行材の接続方法を提供する。
【解決手段】ペイオフリールから払い出された先行材の尾端と後行材の先端を接続する板継ぎ溶接機を備えた入側セクションと、入側ルーパと出側ルーパを備え、鋼帯の焼鈍や酸洗装置を備えた中央処理セクションおよび鋼帯を切断する切断機を備えた出側セクションで構成される連続鋼帯処理ラインにおける入側セクションでの冷延鋼板の接続方法であって、入側ルーパでの残量から溶接可能時間を求め、前記溶接可能時間内で、板継ぎ溶接が可能なように板継ぎ溶接機のキャリッジの走行速度と電極通電量を設定する。
(もっと読む)
垂直式金属製シート巻戻装置
異形断面銅条材の製造方法
【課題】スリット工程を省略することのできる異形断面銅条材の製造方法を提供する。
【解決手段】本発明に係る異形断面銅条材の製造方法は、平盤状V型ダイス1に、平板状銅条材6を供給する条材供給工程と、V字状突起部が設けられた基面に、平板状銅条材6を押圧する押圧プレス加工工程と、押圧した平板状銅条材6を、一方の端から他方の端に向けて引き抜き、溝部16を通過した平板状銅条材6の部分に形成される厚板部7aと、V字状突起部を経由した部分に形成される薄板部7bとを有する異形断面銅条材7を形成する圧延工程と、異形断面銅条材7の全幅を計測し、計測結果に基づいて製造される異形断面銅条材7の全幅の変動を所定の範囲内に制御する全幅制御工程とを備える。
(もっと読む)
鋼帯の通板方法
【課題】コイルの先端の反りや曲がりに起因して発生する、ピンチロール入口部分での掛かり板の問題を解消可能な鋼帯の通板方法を提供すること。
【解決手段】プロセスラインの入側におけるストリップ通板時に、ペイオフリールに装着されたコイルの先端をマグネットコンベアで吸着してピンチロールへ導く鋼帯の通板方法であって、該マグネットコンベアの一端部を軸支し、該軸を中心として、他端部を下降させてペイオフリールに装着されたコイルの先端をマグネットコンベアに吸着させ、その後、該軸を中心として、他端部を上昇させながらマグネットコンベアに吸着されたコイルの先端をピンチロールへ通板させる。
(もっと読む)
金属コイル用の支持台とこのような支持台を有する装置
金属コイル(1,11,31)が、本質的にその横断面で見て円形の周囲を備え、支持台が、少なくとも3つの支持点(2,2’,12,32)を有し、支持台による支承及び/又は搬送を特に確実に行なうために、金属コイル(1,11,31)が支持台上に載置されたときに、これら支持点(2,2’,12,32)が、金属コイル(1,11,31)の周方向に金属コイル(1,11,31)に接触するように、支持点(2,2’,12,32)が配設されている、金属コイル(1,11,31)用の支持台。 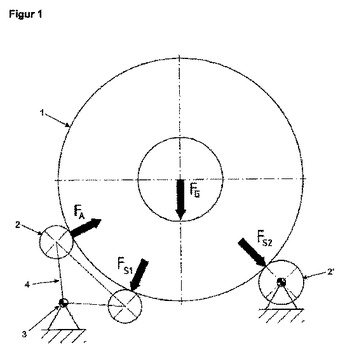 (もっと読む)
(もっと読む)
マグネシウム合金圧延板のコイル成形方法および成形機、マグネシウム合金圧延板の製造方法
【課題】 歩留まり良くマグネシウム合金圧延板の製造を可能とするコイル成形方法および成形機を提供する。
【解決手段】
コイル形状のマグネシウム合金の圧延板を繰り出し可能に準備するサプライ準備工程と、前記繰り出された圧延板の側端部を連続的に裁断する端部除去工程を備えたマグネシウム合金圧延板のコイル成形方法であって、前記端部除去工程の前に、前記繰り出された圧延板の側端位置を検出し、検出された位置特定情報に基づき裁断する位置を制御する裁断位置制御工程を備えるようにした。ここで裁断位置制御工程は、繰り出された圧延板の側端位置を、圧延板の長手方向複数点の平均的位置として検出するようにした。
(もっと読む)
多孔金属箔のロール成形装置
【課題】加工が容易であり、加工コストの低減が図れ、金属箔に所定の配置・開口率で微細孔明け加工を行い、該加工での、環境または加工そのものにより発生する塵・加工屑・微粉を排除するロール成形システムの提供。
【解決手段】厚さ50μm以下の金属箔を、表面に微細な凸型を形成した金属製の成形ロールと該金属箔を挟んで対向する弾性体受けロールにて明け等の連続加工を行うロール成形システムである。また、加工直後の第1受けロールの弾性体に埋め込まれた加工屑・微粉を、高速回転する複数の弾性繊維ブラシロールの動作で払い落とす。また成形ロールの回転方向に先方に、複数の受けロールを配設し、更には複数の弾性繊維ブラシロールを配置してハーフカットへの対応及び加工屑・箔表面付着微粉・塵を排除する。
(もっと読む)
マグネシウム合金薄板の製造装置
【課題】 マグネシウム合金薄板の多パス圧延によって生じた板幅端部のクラック部、形状不良部をレベリングかつトリミングして製品コイルを製造する。
【解決手段】 固定マンドレルに巻回したマグネシウム合金のコイル材を巻き戻し可能にする第1の巻取機11と、巻取機の下流側に配されてコイル材Cから巻き戻されたマグネシウム合金薄板Sを所定温度に加熱する加熱炉12と、この加熱炉の下流側に配されてマグネシウム合金薄板の形状不良を修正するレベラー13と、薄板の両側縁を切り取るトリマー14と、このトリマー14の下流側に配されてマグネシウム合金薄板を巻き取る第2の巻取機15とを備える。
(もっと読む)
電縫鋼管用大型コイルの製造装置
【課題】電縫鋼管用大型コイルの造管歩留り向上を図ろうとすると、従来のオンラインコイル接合手段では設備費ないしランニングコストの負荷が甚大となり、あるいは従来のオフラインコイル接合手段では造管歩留り向上効果が不十分であるという課題を解決するための手段を提供する。
【解決手段】電縫鋼管を製造する造管ラインの入側へ造管用素材として供する大型コイルの構成部分にする複数の熱延コイルを順次直線状に展開するアンコイラ1と、前記展開してなる先行鋼帯と後行鋼帯とを接合するコイル接合手段2と、前記接合してなる鋼帯を平らに矯正するレベラ3と、前記矯正してなる鋼帯を巻き取るコイラ4と、前記巻き取ってなるコイルを前後反転させる回転台5と、前記前後反転したコイルを前記造管ラインの入側まで搬送するコイルコンベア7と有することを特徴とする電縫鋼管用大型コイルの製造装置。
(もっと読む)
プロセスラインの張力制御方法および張力制御装置
【課題】連続した金属板を急速加熱処理するプロセスラインにおいて、安定的に張力制御する技術を提供することを目的とする。
【解決手段】金属板3の通板速度が予め設定した通板速度基準値Vrになるように第1のロール群5の複数の駆動ロール11,12の回転速度を制御する速度制御工程と、プロセスライン1に設置した張力計7で測定した金属板3の張力実績値Fmと、予め設定した張力設定値Frとの偏差に基づき、第2のロール群6の各駆動ロール13,14の回転速度の制御量を算出し、制御量と通板速度基準値Vrとの和である第1のモータ速度指令値を算出して出力する張力制御工程と、急速加熱装置4における加熱のための投入エネルギー実績値Wに基づき伝熱モデル式を用いて加熱による金属板3の板温変化を求めて速度指令補償量ΔSを算出する補償量演算工程とを具備する。
(もっと読む)
双ロール式連続鋳造機および圧延設備
【課題】中心部に未凝固部分を含む鋳片のバルジングを効果的に防止でき、効果的な冷却ができると共に、厚みの異なる鋳片を鋳造でき、比較的簡易な構成で当該鋳片の基準面を切替えられる双ロール式連続鋳造機を提供することにある。
【解決手段】一方のロール102に対して他方のロール101を移動させる移動機構と、一方のロールから離して引き出した鋳片113の一方のロール側を支持する複数の上側支持ロール131と、両ロールの隙間から引き出された鋳片の他方のロール側を支持する複数の下側支持ロール121を具備し、前記上側支持ロールを第一の支持具132に回転可能にそれぞれ支持させる一方、前記下側支持ロールを当該下側支持ロールを鋳片に向けて付勢する力を有する第二の支持具122に回転可能にそれぞれ支持させ、両ロール間の隙間から引き出された鋳片の上面部113aを基準面として搬送した。
(もっと読む)
ベルト式帯板巻取り張力付与装置のスリット入りエンドレスベルト
【課題】エンドレスベルト外側表面に所定深さの密接する切り込みのスリットを所定間隔で多数設けることにより、この各スリット部分に帯板表面の微小な凸部分が食い込むことで油膜が残っている帯板を捕捉すると同時に、密接した隙間のない各スリット部分は食い込んだ帯板表面の微小な凸部分に引っ張られて変形し空洞となり負圧が生じ、帯板表面に接しているエンドレスベルトの多数のスリット部全体が真空ポンプの役割となって油膜が残っている帯板を吸着することにより、相対スリップもなく確実な巻取り張力付与を可能とする。
【解決手段】少なくとも2層以上の異種材を用いて外側表面層31と内側表面層33を積層構成した上記エンドレスベルト3の各帯板4と接する外側表面31aに、エンドレスベルト長手方向に対して幅方向の当該ベルト全幅にわたって、各帯板表面の微小な凸部分が食い込み且つ凸部分に引っ張られて変形し微小空洞となって負圧を生じる所定深さの密接する切り込みのスリット35を、エンドレスベルト周長全体に所定間隔で多数設けた。
(もっと読む)
粉末クラッド板の製造方法及び製造設備
【課題】粉末クラッド板を歩留まり良く高い生産性を有して製造できるようにする。
【解決手段】加熱冷却装置14の入口から出口に亘りリーダストリップ18を予め挿通しておき、リーダストリップ18の後端に粉末圧延機4により形成した圧着材5aの先端を接合し、リーダストリップ18の先端を加熱冷却装置14の下流に備えたリーダストリップ巻取機26で巻き取り圧着材5aを加熱冷却装置14内に導いて加熱・冷却することにより粉末クラッド板5を形成し、リーダストリップ18の後端の接合部が加熱冷却装置14を出た位置で接合部を切断してリーダストリップ18を切り離し、粉末クラッド板5の先端を巻取機10に導いて巻き取る。
(もっと読む)
粉末クラッド製造ラインの運転制御方法及び装置
【課題】板の幅に一致した幅で粉末を供給して圧着することができ、且つ粉末クラッドコイルの幅端面を揃えて巻き取れるようにする。
【解決手段】板コイル2の板1を巻き出す巻戻機3と、板1を引き込んで板1の表面に粉末を圧着して粉末圧着材5aを送り出す粉末圧延機4と、粉末圧着材5aを加熱し粉末を板1に融着させて粉末クラッド5を形成する加熱炉6と、粉末クラッド5を巻き取る巻取機10とを順次備えた粉末クラッド製造ラインの運転制御方法であって、巻戻機3と粉末圧延機4との間の板1の張力を一定に保持しつつ粉末圧延機4入口の板1の蛇行制御を行い、且つ、加熱炉6出口の粉末クラッド5の張力を一定に保持しつつ巻取機10入口の粉末クラッド5の蛇行に追随して巻取機10により幅端面を揃えて粉末クラッドコイル9に巻き取る。
(もっと読む)
アンコイラ装置
【課題】送出手段を連続運転させることにより、コイル材の巻き出しを良好に行わせることができるアンコイラ装置を提供する。
【解決手段】コイル材から巻き出された帯状材Wを送り出すアンコイラモータ3を具備し、当該帯状材Wを矯正しつつプレス装置6に対して一定周期にて間欠的に定尺送りするとともに、帯状材ループRが形成されたアンコイラ装置において、プレス装置6に対する平均送出速度を求める送出速度演算手段19と、帯状材ループRの位置Hを連続的に検出する検出手段8と、位置Hに基づき、定尺送り毎に、アンコイラモータ3による送出速度を補正する補正手段12と、補正手段12による補正後の送出速度に基づいてアンコイラモータ3による帯状材Wの送り出しを行わせる送出速度指示手段11とを具備したものである。
(もっと読む)
1 - 20 / 27
[ Back to top ]