
Fターム[4E063CA05]の内容
Fターム[4E063CA05]に分類される特許
21 - 40 / 77
板金製物品の曲げ加工装置
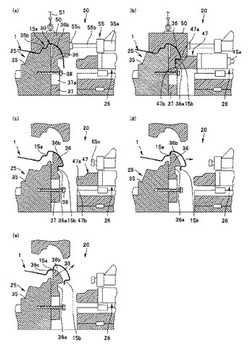
【課題】袋状の曲げ加工部を精度のよく容易に成形することができる板金製物品の曲げ加工装置を提供する。
【解決手段】サイドパネルアウタ1の上部縁辺部に第2の曲げ加工部15bを成形するためのダイ25をダイ本体35とスライドダイ部材36とに分割し、第2の曲げ加工部15bを成形するための窪み部36aと、突出部36bとをスライドダイ部材36側に設ける。これにより、サイドパネルアウタ1の上縁部形状等にとらわれることなく、成形後の第2の曲げ加工部15bをスライドダイ部材36と一体的に移動させる。これらの移動によってダイ本体35との間に形成された空隙を利用し、スライドダイ部材36からサイドパネルアウタ1を離脱させる。さらに、スライドダイ部材36をダイ本体35に対してスライド可能に保持する構成を採用する。
(もっと読む)
プレス装置

【課題】生産効率を低下させることなく高品質に板状素材を成形することができるプレス装置を提供すること。
【解決手段】プレス装置10は、上型11にスライド可能に保持された吊りカム20と、下型40に回転可能に保持された回転カム50と、下型40にスライド可能に保持されて回転カム50の回転を規制する回転規制部材60とを備えている。回転カム50は、成形対象となる板状素材Wを支持する支持部51aを有している。吊りカム20は、支持部1aに支持された板状素材Wを成形する成形部20aを有している。回転規制部材60は、回転カム50に当接可能な当接板63を有している。そして、吊りカム20により回転規制部材60を押圧してスライドさせることにより、当接板63を回転カム50に当接させて、板状素材Wの成形中に回転カム50の回転を禁止する。
(もっと読む)
プレス装置
【課題】回転カムを成形位置まで確実に回転させることができるプレス装置を提供すること。
【解決手段】プレス装置10は、上型11にスライド可能に保持された吊りカム20と、下型40に回転可能に保持された回転カム50と、下型40にスライド可能に保持されて回転カム50の回転を規制する回転規制部材60とを備えている。回転カム50は、成形対象となる板状素材Wを支持する支持部51aを有している。吊りカム20は、支持部1aに支持された板状素材Wを成形する成形部20aを有している。回転規制部材60は、回転カム50を周方向へ押圧可能な押圧部61を有している。そして、吊りカム20によって回転規制部材60を押圧してスライドさせることにより、回転カム50が板状素材Wを成形する成形位置に位置していない場合に、回転カム50を回転規制部材60の押圧部61で押圧して成形位置へ向けて回転させる。
(もっと読む)
角パイプ、フレーム構造体、角パイプの製造方法、および、角パイプの製造装置
【課題】矩形状の断面形状を確実に得ることができ、フランジ部同士を確実にバラツキなく密着させることができる角パイプ、フレーム構造体、角パイプの製造方法、および、角パイプの製造装置を提供する。
【解決手段】矩形状の金属プレート1における幅方向両端部を屈曲させて第1の中間成形体13を形成する第1加工工程と、第1の中間成形体13の底面11における幅方向両側を屈曲させることによって第2の中間成形体21を形成する第2加工工程と、フランジ部7,7を底壁面19に向けて押圧して側壁面17を幅方向外側に凸状に湾曲させたのち、この湾曲した側壁面17を幅方向内側に押圧した第3の中間成形体23を得る第3加工工程と、第3の中間成形体23のそれぞれの角部31,33を圧壊変形させる第4加工工程と、を含んでなる角パイプの製造方法である。
(もっと読む)
鋼板の曲げ加工方法
【課題】高強度かつ伸びが小さい鋼板を被加工材とした場合であっても、曲げ肩部に割れを発生させることなく曲げ部先端に小肩半径曲げ部を有する部品を製造する。
【解決手段】鋼板に予備曲げ加工を施して目標肩半径よりも大きい肩半径の曲げ部を有する予備曲げ加工品を形成した後、所定の角度をなす固定2壁に前記予備曲げ加工品の両側未加工部外面を当接させた状態で、当該予備曲げ加工品の一側端の未加工部を拘束し、予備曲げ加工品の他側端を曲げ部方向に押圧する。
(もっと読む)
加工機及び加工機によるワーク測定方法
【課題】ワーク加工中に製品の寸法検査を行い該製品に反映させる。
【解決手段】ワークWに対し所定の工程からなる加工を行う加工機1である。この加工機1は、加工後のワークWの設置状態を維持し加工箇所の寸法を測定するワーク測定手段61と、前記ワーク測定手段61による測定結果に基づき加工箇所に対する補正情報を取得する補正情報取得手段67と、前記加工機1の制御を行う加工制御手段66とを備える。そして、前記補正情報取得手段67により取得した補正情報に基づき前記加工制御手段66が前記ワークWの加工を行う。
(もっと読む)
プレス成形品の製造装置及び製造方法
【課題】平板状の被成形部材から平面部及び傾斜部を有するプレス成形品を製造する製造装置及び製造方法において、平板部の平坦度及び弾性材の耐久性を向上させる。
【解決手段】剛性のパンチが直交方向一方側の上死点から他方側の下死点へ移動される際に前記パンチ及び剛性のノックアウトピンによって被成形部材の平面部形成領域を挟持する挟持工程と、被成形部材の傾斜部形成領域を弾性材の直交方向一方側を向く上端面に接触させる接触工程と、傾斜部形成領域を弾性材に押し付けた状態でパンチが下死点に到達する成形工程とを順に行い、且つ、少なくとも成形工程の際には弾性材を保持する保持部材が弾性材の内端面をノックアウトピンの基準側面に押圧させることで弾性材を直交方向と直交する水平方向に圧縮させる。
(もっと読む)
金属製閉断面部材の製造方法
【課題】比較的簡単な方法によって精度良く金属製閉断面部材を製造することができる金属製閉断面部材の製造方法を提供する。
【解決手段】金属製の板状ワークから閉断面状に形成された閉断面部材を製造する金属製閉断面部材の製造方法は、第1の成形型を用い、前記板状ワークW1を凸状にプレス成形する第1のプレス成形工程と、前記第1のプレス成形工程の後に、第2の成形型60を用い、プレス成形された前記板状ワークW1を第2の成形型のダイ61と第2の成形型の中子型65との間に配置した状態で、前記中子型を前記ダイに対して相対的に移動してプレス成形することにより、前記第1のプレス成形工程において成形された前記板状ワークの凸状に成形される凸状頂面部W2の両側の凸状側面部W3、W4をそれぞれ前記板状ワークの内方側へ変位させて閉断面化する第2のプレス成形工程と、を備えている。
(もっと読む)
プリテンショナのガス導管の製造方法
【課題】一方の直管部の横断面が円形であり他方の直管部の断面が四角形である、コンパクトで軽量なプリテンショナのガス導管を、容易かつ安価に製造することを可能する手段を提供する。
【解決手段】プリテンショナのガス導管の製造工程は、曲げ加工工程と予備成型工程と角管部形成工程とからなる。曲げ加工工程では、金属材料からなり横断面が真円である直管状の円筒部材P1に曲げ加工を施して、第1直管部1と第2直管部2と曲管部3とを備えた曲げ管P2を作成する。予備成型工程では、曲げ管P2の第2直管部2を、その横断面が長円形となるように予備成型し、予備成型体P3を作成する。角管部形成工程では、横断面が長円形である予備成型体P3の第2直管部2を、その横断面が長方形となるように成型して角管部5を形成し、ガス導管P4を完成させる。
(もっと読む)
曲げ加工装置
【課題】加工動力の軽減を図ることができるとともに加工面の傷が少ない製品を得ることのできる曲げ加工装置を提供する。
【解決手段】ワークWを曲げる移動部材4と、ワークWの曲げ縁部を保持する保持部材3とを備え、移動部材4には、曲げ加工に際しワークWに当接する部位が順次保持部材3側に移行する円弧状の傾斜面4aと、この傾斜面4aに連続した垂直面4bとが形成されており、ワークWの曲げ縁部に接する保持部材3の部位と移動部材4の垂直面4bとは所定隙間をもって配置され、保持部材3には、ワークWの曲げ縁部に接する部位よりもワークWの曲げ方向側において、ワークWの曲げ部分に接しないような逃げ面3bが形成されている。
(もっと読む)
パネル成形型
【課題】完成したパネルをワークキャップに邪魔されることなく確実且つ容易に、真上に取り出すことができるパネル成形型を提供すること。
【解決手段】ホルダー3側のワークキャップ6に載置されたワークWを、回転カム5の入り込み成形部51とスライドカム70の入り込み成形部71で所定形状のパネルPを成形し、その成形後に回転カム5を回動後退させて前記パネルPから入り込み成形部51が引き出さすようにし、成形されたパネルP内に残存するワークキャップ6及び回転カム5がパネルPの内形状に邪魔されることがない方向に、昇降機構2を介して当該ワークキャップ6及び回転カム5を降下させるものとしている。
(もっと読む)
曲げ加工装置
【課題】駆動源や工程の追加なしに、曲げ加工と曲げ加工部に略垂直な強圧加工を一体的、かつ、1工程のみで完了し、スプリングバックを抑制して、高精度な曲げ形状を確保する小型で安価に加工できる曲げ加工装置1を提供する。
【解決手段】曲げパンチ31を有するパンチ12には、傾斜して貫通パンチ29が配設され、その一端側は、曲げパンチ31の配設位置と一致して強圧パンチ35を形成し、他端側は、加圧方向に付勢する強圧ばね14に係止されるカム13と当接し、カム13は、くさび状の当接カム面を有するとともに、パンチ12とは加圧方向に初期間隔Dを有して配置され、パンチ12の下降によって、まず、ワークWが曲げパンチ31によって曲げ加工され、パンチ12が下死点に到達すると、次に、初期間隔Dが縮小して強圧ばね14が圧縮され、付勢力が当接カム面を介して強圧パンチ35に伝達され、曲げ加工部を略垂直に強圧加工するようにした。
(もっと読む)
曲げ加工装置、曲げ加工方法
【課題】 金属部材の曲げ加工における反りとうねりを低減する。
【解決手段】 一対のダイ1とノックアウト金型3にワークWを載せて、パンチ2を下降させることにより、ワークWを箱形状に曲げ加工する。曲げ加工後の内部応力によって発生する反りを低減するために、ノックアウト金型3の表面に、曲げ稜線に平行な方向の、端部の摩擦低減領域の幅が中心部における摩擦低減領域の幅より大きくし、加工時のノックアウト金型各部の摩擦の分布を改善する
(もっと読む)
折曲加工装置
【課題】金属製帯板状体を高精度に折曲ることができて、高品質の製品を形成できる折曲加工装置装置を提供する。
【解決手段】加工すべき金属製帯板状体4が貫通されるスリット5を有する内方固定型1と、内方固定型1に外嵌されて周方向に所定間隔で対向する折曲線形成用の一対のエッジ2a、2bを有する外方可動型2とを備え、外方可動型2の軸線廻りの回動によって、スリット5を介して突出する金属製帯板状体4にエッジ2a、2bを押圧して金属製帯板状体4の折曲線45を形成する折曲加工装置である。外方可動型2の対向するエッジ2a、2b間の隙間の少なくともいずれか一方の長手方向端部寸法の調整を行って、エッジ2a、2bを軸線に対して所定角度で傾斜させる調整手段Mを設けた。
(もっと読む)
L字型構造部材の製造方法
【課題】溝形鋼や山形鋼を素材としたL字型構造部材を、簡便かつ作業環境を悪化させることなく製造する。
【解決手段】素材溝形鋼7のフランジ部とウェブ部の交線と当該溝形鋼の長手方向に垂直な直線とが交わる点から互いに90度をなす方向に伸びる二つの直線l2とl3を山にして溝形鋼の両フランジ部を、山となる前記二つの直線が互いに当接するまで当該溝形鋼の内側に折り込み、それに伴ってウェブ部をフランジ部形成側に直角に折り曲げる。
素材が山形鋼の場合、一方の辺を山となる前記二つの直線が互いに当接するまで折り込んで他方の辺を一方の辺形成側に直角に折り曲げる。
(もっと読む)
溝形断面材のロール成形方法
【課題】剛性が高く簡素な構造の汎用のロール成形スタンドを使用しながらも、成形ロールを交換及びロールの軸方向位置の調整をすることなく、例えば構造材等に使用される厚さ2.3〜6mm程度の範囲の溝形断面材を成形する方法を提供する。
【解決手段】両端が支持された上下軸に成形ロール1,2を取付けたロール成形スタンドを多段配置したロール成形装置によって溝形断面材を成形する方法であって、成形する溝形断面材の中で最も厚みの大きい溝形断面材が成形可能なように設計されたロールを使用して溝形断面材を成形するとともに、溝形断面材を概略最終形状にまで成形する粗成形領域の後半において、ウェブ及びフランジ部のロール隙間とウェブとフランジに挟まれたコーナー部内側の半径が成形する溝形断面材の厚みに対して適正に設定された成形ロールを用いてコーナー寸法を矯正し、その後に残留応力除去ならびに寸法精度確保のための仕上げ成形を施す。
(もっと読む)
プレス金型装置
【課題】各種の折り曲げ加工を行うことが可能で、金型全体を交換するものよりもコスト低減が図れると共に製作時間の短縮を図ることができる金型を提供する。
【解決手段】パンチホルダー52に形成した凹部底部に多数の孔52eを形成し、所望の孔を利用して少なくとも2個以上の押し型55をネジ止めすると共に、各押し型の外形と同一形状の型孔54aが形成されたダイホルダー54をパンチホルダーに固定し、他方ダイプレート61に押上プレート64を押し上げるためのスプリング66を取付け、押上プレートの上面にストリッパーホルダー63をダイプレートに対してストリッパーホルダー受け62を介して取付け、ストリッパーホルダーの押し型と対向する位置に少なくとも2個以上の型孔63を形成し、型孔に押し型が下降することでスプリングのバネ力に抗して下降する受け型65を摺動自在に嵌め込んで構成した。
(もっと読む)
フレアー付き管体の曲げ加工方法
【課題】本発明は一端部にフレアー部が形成された直管を、切断することなくフレアー部から曲げ加工を直接に施すことが可能となる管体の曲げ加工方法を提供することを目的とする。
【解決手段】直管1の一端部をフレアー部11に形成した後、曲げダイ2に形成したフレアー嵌入溝21へ、直管1のフレアー部11を挿入し、次いで先端にフレアー用の溝31を形成した押え駒3が押出されて直管1の一端部をクランプし、フレアー部11の根元側に押しローラー5を押出して、フレアー部11から連続して曲げ加工が施される管体の曲げ加工方法と成す。又、前記曲げ加工の曲率を楕円にすると良く、押え駒3のフレアー用の溝31をフレアー部11よりも広く形成するのが好ましい。
(もっと読む)
曲げ加工システム及び曲げ加工方法
【課題】撮像距離を一定に保つとともに撮像したワークの画像処理を適正に行う。
【解決手段】金型33で曲げられたワークWの形状を撮像する撮像機87と、撮像機87を所定方向に移動位置決めする移動装置13と、移動装置13の制御を行う移動装置制御手段と、ワークWの像を撮像機87の方向へ所定角度反射させる光反射部材91とを備える。そして、ワークWを設置した位置に応じて、撮像機87を移動させる制御を行い、ワークWから光反射部材91までの距離、及び光反射部材91から撮像機87までの距離を一定に保つ。一方、予め基準フランジ画像を記憶し、ワークWの曲げ加工後のフランジを撮像して、所定領域内で、撮像したフランジ画像と、基準フランジ画像とを突き合わせし、突き合わせに基づき基準フランジ画像と前記フランジ画像との角度を求める。
(もっと読む)
電子ケーシング及び同電子ケーシングを製造する方法
【課題】 電子ケーシング及び同電子ケーシングを製造する方法を提供する。
【解決手段】 該方法は、次のステップを含む。ステップ(a):金属積層体及び所定の形状の金型を提供する。金属積層体は、界面の原子拡散により接着されている金属最上層及び金属底層を含む。ステップ(b):金型を使用することにより、金属積層体を処理し、ケーシング・ブランクを成形し、ケーシング・ブランクは少なくとも1つの折曲部を含む。ステップ(c):所定の形状のプロファイラ及び電磁成形デバイスを提供する。ステップ(d):ケーシング・ブランクをプロファイラに取り付け、電磁成形デバイスを折曲部に対応する位置に配置する。ステップ(e):ケーシング・ブランクが、プロファイラの所定の形状に対応する形状を有するように、電磁成形デバイスを起動する。
(もっと読む)
21 - 40 / 77
[ Back to top ]