
Fターム[4E067DA17]の内容
Fターム[4E067DA17]に分類される特許
161 - 180 / 513
接合方法
【課題】一対の金属部材の接合部の接合強度を高めることが可能な接合方法を提供することを課題とする。
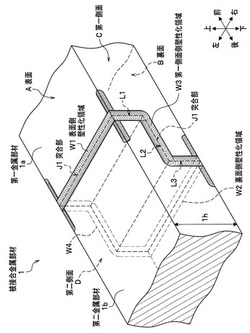
【解決手段】本発明に係る接合方法は、第一金属部材1aと第二金属部材1bを突き合わせる突合工程と、第一金属部材1aと第二金属部材1bによって形成された被接合金属部材1の突合部J1に対して表面Aから摩擦攪拌を行う第一本接合工程と、突合部J1に対して裏面Bから摩擦攪拌を行う第二本接合工程と、突合部J1に対して側面から摩擦攪拌を行う側面本接合工程と、を含み、側面本接合工程で形成された塑性化領域W3と、第一本接合工程及び前記第二本接合工程で形成された塑性化領域W1,W2とが重複するとともに、被接合金属部材1の側面に係る突合部J1の平面線形L1,L2,L3の延長距離が、突合部J1の厚み1hの長さよりも大きいことを特徴とする。
(もっと読む)
流体圧機器の製造方法及び流体圧機器

【課題】バルブボディに継手が拡散接合された流体圧機器の製造方法及び流体圧機器を提供する。
【解決手段】流体圧機器10は、バルブボディ12に形成された入力ポート26と出力ポート28に継手38a、38bを挿入し、バルブボディ12と継手38とに温度差が生じるように加熱し、継手38a、38bとを入力ポート26と出力ポート28と形成しているバルブボディ12の壁部に拡散接合することにより、両者を精度良く接合することができる。このため、一層、気密性又は液密性を高めることが可能となり、流体の滞留も回避可能となる。
(もっと読む)
接合方法
【課題】一対の金属部材同士の突合部に対して表面側及び裏面側から摩擦撹拌を行う工程を含む接合方法であって、金属部材の両側面間の気密性及び水密性を向上させることが可能な接合方法を提供することを課題とする。
【解決手段】本発明に係る接合方法は、第一金属部材1aと第二金属部材1bとを突き合わせる突合工程と、被接合金属部材1の突合部J1に対して表面A、裏面B、第一側面C及び第二側面Dから溶接を行う溶接接合工程と、突合部J1に対して被接合金属部材1の表面Aから摩擦攪拌を行う第一本接合工程と、突合部J1に対して被接合金属部材1の裏面から摩擦攪拌を行う第二本接合工程と、を含み、第一本接合工程において、溶接接合工程で形成された溶接金属と被接合金属部材1とを摩擦攪拌するとともに、第二本接合工程において、溶接接合工程で形成された溶接金属と被接合金属部材1とを摩擦攪拌する。
(もっと読む)
超硬合金部材と鋼部材との高接合強度を有する複合材料およびこの複合材料からなる切削工具用複合素材および切削工具
【課題】超硬合金部材と鋼部材の高接合強度を有する複合材料およびこの複合材料からなるエンドミル、ドリル等の切削工具を提供する。
【解決手段】 超硬合金部材と鋼部材とを接合層を介して接合した超硬合金部材と鋼部材の複合材料、あるいは、該複合材料の超硬合金部材に刃先加工を施したエンドミル、ドリル等の切削工具において、超硬合金部材に接する側の接合層はNiからなり、一方、鋼部材に接する側の接合層はNi−Cu合金からなり、さらに、鋼部材と接合層との接合面近傍には、該接合面から遠ざかるにしたがってCuの含有量が減少するCu拡散領域が形成されている。
(もっと読む)
摩擦攪拌スポット溶接工具及びこれを用いた摩擦攪拌スポット溶接方法
【課題】円形断面を有するピン溶接工具による摩擦攪拌スポット溶接において、攪拌領域での酸化層による垂直フックラインが形成されないように十分摩擦攪拌を行い接合強度を確保する。
【解決手段】摩擦攪拌スポット溶接工具の回転駆動シャンク端のショルダはほぼ円形凹面をなし、横断面三角形のピンがショルダに設けられる。摩擦攪拌スポット溶接を行う際シャンクは回転しショルダが被加工物に押し込まれ、ピンが被加工材の境界に所定深さまで貫入してスポット溶接を行う。三角形ピン溶接工具は攪拌領域での垂直のフックライン形成を防止し、三角ピンの非対称回転パターンにより、ピン周囲の材料攪拌を助長し、酸化層を攪拌領域で拡散して溶接強度を増加する。
(もっと読む)
接合方法
【課題】継手部材を介して金属部材同士を接合する方法であって、金属部材の側面間に露出する未塑性化領域を密閉して金属部材の気密性及び水密性を高めることを課題とする。
【解決手段】本発明に係る接合方法は、第一金属部材10aの本体部と継手部材20との突合部J2及び第二金属部材10bの本体部と継手部材20との突合部J4に対して表面Aから摩擦攪拌を行う表面本接合工程と、段部同士の突合部J20に対して裏面Bから摩擦攪拌を行う裏面本接合工程と、第一金属部材10a及び第二金属部材10bと継手部材20との突合部に対して側面から溶接を行う溶接接合工程と、を含み、溶接接合工程は、表面本接合工程で形成された第一表面側塑性化領域W2及び第二表面側塑性化領域W3と、裏面本接合工程で形成された裏面側塑性化領域W4との間の未塑性化領域を溶接金属Tで覆うことを特徴とする。
(もっと読む)
接合方法
【課題】本発明は、第一金属部材の側面と、第二金属部材の端面とを突き合せてなる被接合金属部材の側面間における水密性及び気密性を高めるとともに、接合強度を高めることが可能な接合方法を提供することを課題とする。
【解決手段】
本発明は、側面に凸部を備えた第一金属部材1aと端面に凹部を備えた第二金属部材1bとを、側面と端面で突き合わせてなる被接合金属部材1を形成する突合工程と、突合部J1に対して表面Aから摩擦攪拌を行う第一本接合工程と、突合部J1に対して裏面Bから摩擦攪拌を行う第二本接合工程と、突合部J1に対して側面から溶接及び摩擦攪拌の少なくともいずれか一方を行う側面本接合工程と、を含み、表面側塑性化領域W1と溶接金属T1又は第一側面側塑性化領域W3とを重複させるとともに、裏面側塑性化領域W2と溶接金属T1又は第一側面側塑性化領域W3とを重複させることを特徴とする。
(もっと読む)
接合製品の製造方法及び接合構造
【課題】接合信頼性の高められた接合製品を、容易に製造する方法を提供すること、並びに、接合信頼性の高められた接合構造を提供すること。
【解決手段】接合部材A(フランジ付き押出形材12)の互いに対向して平行に延びる平板状のフランジ部16a,16b間に、複数のリブ24a,24bが形成された中空接合部材B(リブ付き中空押出形材14)の接合すべき端部を嵌め込んで、接合部材Aのフランジ部16a,16bと中空接合部材Bの上下面板部20a,20bとをそれぞれ重ね合わせた後、摩擦撹拌接合工具のプローブを、フランジ部16a,16bを通じて、上下面板部20a,20bの、リブ24a,24bが配設された部位の外表面に設けられた各凸部30のそれぞれに差し込み、各凸部30のそれぞれに沿って移動させて、接合部材Aと中空接合部材Bの重ね摩擦撹拌接合を行って、接合製品10を製造するようにした。
(もっと読む)
ヒートプレートおよびその製造方法
【課題】例えば真空内で用いられても、ガス漏れなどのおそれがなく、薄肉且つ軽量であるヒートプレート、および係るヒートプレートを少ない素材と工数とにより安価に製作できるヒートプレートの製造方法を提案する。
【解決手段】金属または合金からなる基板2と、この基板2の表面3に沿って形成され且つ平面視で蛇行状を呈し、上記基板2の表面3寄りで且つ開口部の両側に位置する一対の段部8、および係る一対の段部8,8間に位置し且つこれらの段部8よりも深い位置に形成される熱媒体用流路7からなる凹溝6と、金属または合金からなり、上記凹溝6の熱媒体用流路7を閉塞し、且つ基板2の表面3と上記段部8ごととの間に摩擦攪拌接合による接合部Sを介して上記基板2に接合される蓋板5bと、を含み、該蓋板5bは、一対の段部8,8間に挿入されて凹溝6の開口部を閉鎖し、底面に熱媒体用流路7内の上部に進入する圧肉部5cを一体に有する断面ほぼ逆ハット形を呈する、ヒートプレート1。
(もっと読む)
摩擦点接合方法
【課題】鋼製部材と軽金属製部材の固相状態での点接合強度を高めると共に、接合部の接触腐食に対する耐食性を確実に確保することができる摩擦点接合方法を提供する
【解決手段】Zn−Fe合金メッキ鋼板19の接合部の表面に亜鉛材料層20が形成され、Zn−Fe合金メッキ鋼板19とアルミニウム板17との間に接着剤層21を介在させて重ね合わせ、回転ツール7を回転させながらアルミニウム板17の接合部に押圧する。この回転ツールの回転及び押圧により、アルミニウム板17が摩擦熱で軟化し塑性流動すると共に、摩擦熱により溶融した亜鉛材料の流動を介して接着剤層21が接合部から押し出され、鋼板16とアルミニウム板17の界面が固相状態で接合される。
(もっと読む)
多層シート構造及びその製造方法
【課題】従来の多層金属シート構造の製造方法における特別の表面前処理が必要である制約や、レーザ溶接、電子ビーム溶接等による溶接部が基板物質の溶融と高い冷却率により溶接部がもろく弱くなり、応力集中がおきやすくなるという問題点を解消する。
【解決手段】多層構造の製造方法であって、第1シートを支持平板上に載置し、第1シートの少なくとも一つの選択箇所に膨張剤を置く。第2シートが第1シートの少なくとも一つの選択箇所に重なるように位置決めし、第1シートと第2シートを、第1シートの選択箇所を囲い込むように摩擦攪拌接合する。その後、膨張剤が分解するのに十分な温度まで加熱する。
(もっと読む)
摩擦点接合方法
【課題】アルミニウム製部材と亜鉛−鉄合金メッキ鋼製部材を点接合する摩擦点接合方法に関し、接合時のアルミニウム製部材のAlとZn−Fe合金メッキ層のZnの拡散を促進させ、接合強度の向上を図ると共に、接合時間を短縮する。
【解決手段】鋼製部材13のZn−Fe合金メッキ層14の表面がレーザー加熱により平滑化された後、Zn−Fe合金メッキ層14にアルミニウム製部材17を重ね合わせ、回転ツール7を回転させながらアルミニウム製部材17の接合部に押圧することにより、Zn−Fe合金メッキ層14のZnがアルミニウム製部材17内に拡散してZn拡散層18が形成されると共に、アルミニウム製部材17のAlがZn−Fe合金メッキ層14内に拡散してAl−Fe中間層19が形成され、この中間層19を介してアルミニウム製部材17と鋼製部材13の接合部が点接合される
(もっと読む)
ヒートプレートおよびその製造方法
【課題】例えば真空内で用いられても、ガス漏れなどのおそれがなく、薄肉且つ軽量であるヒートプレート、および係るヒートプレートを少ない素材と工数とにより安価に製作できるヒートプレートの製造方法を提案する。
【解決手段】金属または合金からなる基板2と、この基板2の表面3に沿って形成され且つ平面視で蛇行状を呈し、上記基板2の表面3寄りで且つ開口部の両側に位置する一対の段部8、および係る一対の段部8,8間に位置し且つこれらの段部8よりも深い位置に形成される熱媒体用流路7からなる凹溝6と、金属または合金からなり、上記凹溝6の熱媒体用流路7を閉塞し、且つ基板2の表面3と上記段部8ごととの間に摩擦攪拌接合による接合部Sを介して上記基板2に接合される蓋板5と、を含む、ヒートプレート1。
(もっと読む)
接合方法
【課題】金属部材同士の突合部を金属部材の表面側及び裏面側から摩擦攪拌を行うとともに金属部材の気密性及び水密性を向上させることが可能な接合方法を提供することを課題とする。
【解決手段】本発明に係る接合方法は、一対の金属部材の端面同士を突き合わせて被接合金属部材1を形成する突合工程と、被接合金属部材1の突合部J1に対して被接合金属部材1の表面Aから摩擦攪拌を行う第一本接合工程と、突合部J1に対して被接合金属部材1の裏面Bから摩擦攪拌を行う第二本接合工程と、突合部J1に対して被接合金属部材1の側面から溶接を行う溶接接合工程と、を含み、第一本接合工程で形成された表面側塑性化領域W1と、第二本接合工程で形成された裏面側塑性化領域W2とを重複させるとともに、溶接接合工程において、表面側塑性化領域W1及び裏面側塑性化領域W2を溶接金属で密閉することを特徴とする。
(もっと読む)
接合方法
【課題】金属部材同士を容易に接合することができるとともに、接合箇所の強度を高めることができる接合方法を提供することを課題とする。
【解決手段】第一金属部材1bの側面14aと第二金属部材1bの端面11bとを突き合わせてなる被接合金属部材1に対して摩擦攪拌を行う接合方法であって、第二金属部材1bの端面11bの側面側に形成された溝部K,K内に充填部材を挿入する工程と、第一金属部材1aと第二金属部材1bとの突合部J1に対して被接合金属部材1の表面Aから摩擦攪拌を行う工程と、突合部J1に対して被接合金属部材1の裏面Bから摩擦攪拌を行う工程と、溝部K,K内から充填部材を除去する工程と、突合部J1に対して被接合金属部材1の側面C,Dから溶接を行うことで、溝部K,K内に溶接金属K2,K2を充填する工程と、を含むことを特徴とする。
(もっと読む)
部材接合構造
【課題】工作が容易で、しかも屋根構体に適した部材接合構造を提供する。
【解決手段】直線的に延びる外側フランジ1bの端縁から屈折するリップ1fを形作ったフレームルーフ1と、縁部が外側フランジ1bに被さったパネルルーフ2と、パネルルーフ2の縁部に被さって外側フランジ1bのリップ1fを覆うトリムルーフ3とを備え、外側フランジ1bを形作っている部位に由来する材料を、摩擦熱と塑性流動によってパネルルーフ2の縁部、並びにトリムルーフ3のパネルルーフ2に重なる部分に由来する材料に混じり合わせ、同化層16を形成する。
(もっと読む)
電力制御装置及びパイプ圧接システム
【課題】インサート材を挟んでパイプ部材同士の突き合わせ部を誘導加熱して圧接する際、誘導加熱コイルに投入する電力を容易に設定でき、圧接作業を繰り返し行っても、突き合わせ部を同様に昇温するパイプ圧接システムと、このシステムに組み込まれる電力制御装置を提供する。
【解決手段】入力情報を受け取って表示する入出力表示部110と、高周波電源7から誘導加熱コイル9へ出力すべき電力に関しステップ単位で入力を促す表示メニューを格納する表示メニュー格納部121と、取得した表示メニューを入出力表示部110に表示し入出力表示部110からステップ単位で出力すべき電力量と出力時間に関する出力操作情報を受け取る入出力表示制御部122と、入出力表示制御部122から入力した出力操作情報に基いてステップ単位で高周波電源7に出力制御する出力制御部123とを備える。
(もっと読む)
流体用積層構造体
【課題】ブロック部材により流体用積層構造体を形成して流体流路の変形を最小限にするとともに強度に優れ、且つ耐久性に富む流体用積層構造体を提供する。
【解決手段】流体用積層構造体10は、第1ブロック部材12、中間部材14、第2ブロック部材16はこの順で積層され、前記各部材は相互に接合され、しかも中間部材14の弾性定数は、第1ブロック部材12及び第2ブロック部材16の弾性定数よりも大きくすることにより、第1ブロック部材12に形成されている溝部18〜24の変形を最小限にすることができ、精度の高い流体流路が形成された流体用積層構造体10を得ることができる。
(もっと読む)
接合方法
【課題】金属部材同士の接合部における気密性及び水密性を向上させることができる接合方法を提供することを課題とする。
【解決手段】内方にオフセットされた接合端部11,21が形成された金属部材10,20の突合部J1に表面A側から摩擦攪拌を行う工程と、突合部J1に裏面B側から摩擦攪拌を行う工程と、接合端部11,21の両縁部を切除する工程と、表面A側及び裏面B側から接合端部11,21を挟むように継手部材40,40を配置する工程と、突合部J1に第一側面C側から摩擦攪拌を行う工程と、突合部J1に第二側面D側から摩擦攪拌を行う工程と、被接合金属部材1の両側面C,D側から接合端部11,21及び継手部材40,40を挟むように継手部材50,50を配置する工程と、被接合金属部材1と継手部材40,50の突合部及び継手部材40,50の突合部に摩擦攪拌を行う工程とを含んでいる接合方法。
(もっと読む)
形材の製造方法および形材
【課題】大きさが制限されることなく、効率的に製造でき、優れた外観を有する形材の製造方法および形材を提供することを課題とする。
【解決手段】形材本体2の表面側に開口する凹溝10に、形材本体2よりも強度の高い材質からなる補強材20を挿入し、凹溝10の開口部分に蓋板11を挿入し、凹溝10の側壁12bと蓋板11の側面11aとの突合せ部15に沿って摩擦撹拌を施して、補強材20と凹溝10との間の空隙部6に摩擦熱によって流動化させた塑性流動材7を流入させるようにした。
(もっと読む)
161 - 180 / 513
[ Back to top ]