
Fターム[4E067DA17]の内容
Fターム[4E067DA17]に分類される特許
121 - 140 / 513
伝熱板の製造方法
【課題】摩擦攪拌接合により製造される伝熱板において、熱伝導効率が高く、突合部の接合を容易に行うことができる伝熱板の製造方法を提供する。
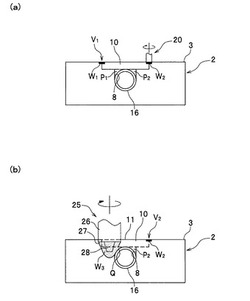
【解決手段】伝熱板の製造方法であって、ベース部材2の表面3側に開口する蓋溝6の底面5cに形成された凹溝8に、熱媒体用管16を挿入する挿入工程と、蓋溝6に蓋板10を配置する蓋溝閉塞工程と、蓋溝6の側壁5a,5bと蓋板10の側面13a,13bとの突合部V1,V2に沿って、円柱状を呈するピン無し回転ツール20を押し当てて、摩擦熱によりベース部材2と蓋板10との仮接合を行う仮接合工程と、蓋板10の表面で、凹溝8に沿って流入攪拌用回転ツール25を移動させて熱媒体用管16の周囲に形成された空隙部Pに、摩擦熱によって流動化させた塑性流動材Qを流入させる流入攪拌工程と、を有することを特徴とする。
(もっと読む)
伝熱板の製造方法および伝熱板

【課題】ベース部材と熱媒体用管との密着性を高めるとともに、接合部の接合力が高く、かつ、容易に製造することができる伝熱板の製造方法および伝熱板を提供する。
【解決手段】凹溝8に熱媒体用管16を挿入する熱媒体用管挿入工程と、凹溝8内の熱媒体用管16の上に蓋部材10を挿入する蓋部材挿入工程と、凹溝8の側壁8a,8bと蓋部材10の側面13a,13bとが対向する突合部V1,V2に対して接合用回転ツール20を相対的に移動させて摩擦攪拌を行う接合工程と、を含み、接合用回転ツール20のショルダ部22の外径は、凹溝8の開口部の幅以上であり、接合工程では、蓋部材10を介して接合用回転ツール20の押圧力を熱媒体用管16に伝達させ、熱媒体用管16が塑性変形している状態で、突合部V1,V2に対して同時に摩擦攪拌を行うことを特徴とする。
(もっと読む)
金属材と樹脂材の接合方法、及び金属材と樹脂材の接合体
【課題】局部加熱を容易に実施でき、樹脂材にダメージを与えることなく金属材と樹脂材の接合体を得ることができる金属材と樹脂材の接合方法、及びそれにより接合された金属材と樹脂材の接合体を提供すること。
【解決手段】厚さ0.1mm以上の金属材1であって、その一方の面に熱可塑性樹脂よりなる膜厚0.1〜50μmの塗膜11を形成してなる当該金属材1と、塗膜11の熱可塑性樹脂と相溶可能な熱可塑性樹脂よりなり、厚みが0.1mm以上である樹脂材2とを接合する方法である。金属材1を塗膜11が形成されている面を樹脂材2側にして樹脂材2と重ね合わせ、金属材1側から円柱状の回転工具3を押し当てて回転させることにより摩擦熱を発生させ、塗膜11と樹脂材2との界面を加熱して両者を相溶させ、その後冷却し両者を一体化することにより金属材1と樹脂材2とを接合する。
(もっと読む)
伝熱板の製造方法及び伝熱板
【課題】作業工程の少ない伝熱板の製造方法及び伝熱板を提供することを課題とする。
【解決手段】ベース部材2の表面側に開口する蓋溝6の底面に形成された凹溝8に、熱媒体用管16を挿入する熱媒体用管挿入工程と、蓋溝6に蓋部材10を挿入し、蓋溝6の底面に蓋部材10を当接させる蓋部材挿入工程と、蓋溝6の両側壁と蓋部材の両側面とがそれぞれ対向する一対の突合部V1,V2に対して回転ツールを相対的に移動させて摩擦攪拌を行う接合工程と、を含み、前記回転ツールのショルダ部の外径は、蓋溝6の開口部の幅以上であり、前記接合工程では、熱媒体用管16が塑性変形しない状態で、前記回転ツールを一回移動させて一対の突合部V1,V2に対して同時に摩擦攪拌を行うことを特徴とする。
(もっと読む)
接合方法
【課題】摩擦攪拌接合において、一対の金属部材の目開きを防止するとともに、金属部材同士の位置決め作業を容易に行うことができる接合方法を提供する。
【解決手段】本体部10a,10bの端面から延設された基端部22a,22bと、この基端部22a,22bの先端側に前記基端部よりも幅広に形成された先端部21a,21bとを備え、表面Aから裏面Bに亘って連続して形成された係合部20a,20bを有する一対の金属部材1a,1bを接合する接合方法であって、一対の金属部材1a,1bを係合部20a,20b同士で係合させる係合工程と、係合部20a,20b同士を係合させて形成された突合部J1の平面線形に沿って金属部材1a,1bの表面A側及び裏面B側の少なくとも一方から回転ツールを相対的に移動させて突合部J1を摩擦攪拌する摩擦攪拌工程と、を含むことを特徴とする。
(もっと読む)
電気接触子の製造方法
【課題】台金の変形を抑えつつ、台金と接点との接合強度の安定性が高い電気接触子を生産性よく製造できる電気接触子の製造方法を提供する。
【解決手段】台金1の接点3とは反対側の面の接点3に対応する位置に、所定速度で回転しかつ治具に対して進退動作し、その押込側の端面が接点3の全面をカバーしない大きさの回転ツール22を回転させながら押し込んで、回転ツール22と台金1との摩擦熱により、接点3と台金1との接合面を加熱して固相拡散接合又は液相拡散接合により接合させた後、回転ツール22を台金から後退させて電気接触子を製造する。回転ツール22は、押し込み位置をずらして押し込み操作を複数回繰り返して行うか、あるいは、回転ツール22を押し込んだ際に、その押し込み状態を維持しつつ、回転ツール22の台金1に対する位置をずらす。
(もっと読む)
電気接触子の製造方法
【課題】台金が圧延されても、その圧延された部分が台金周縁から大きくはみ出ることを抑制でき、台金と接点との接合強度の安定性が高い電気接触子を生産性よく製造できる、電気接触子の製造方法を提供する。
【解決手段】台金1の、接点3とは反対側の面における、接点3と台金1との重なり部分の周縁に、段差を介して低くした切欠き面6を設けて、この台金1を治具50によって接点3に重ね合わせて支持し、その状態で台金1の上面側から回転ツール22を回転させながら押し込んで、回転ツール22と台金1との摩擦熱により、接点3と台金1とを固相拡散接合又は液相拡散接合させた後、回転ツール22を台金1から後退させて、電気接触子を製造する。
(もっと読む)
摩擦攪拌接合方法
【課題】摩擦攪拌接合の接合部の密閉性能を向上させる。
【解決手段】円柱状の大径部の端部に円柱状の小径部を備えた第一金属部材1aと、前記大径部と略同等の外径を有する円筒状の第二金属部材1bとを端面同士で突き合わせて形成された突合部40に対して摩擦攪拌を行う摩擦攪拌接合方法であって、突合部40に沿って回転ツール50を一周させて塑性化領域41を形成した後、塑性化領域41に沿って回転ツール50をさらに一周させることを特徴とする
(もっと読む)
摩擦攪拌接合方法および摩擦攪拌接合装置
【課題】硬さが異なる異種金属材料の端縁を突き合わせて摩擦攪拌接合する際に、接合部分の寸法誤差に拘らず接合強度やビード外観等に関する所定の接合品質が安定して得られるようにする。
【解決手段】接合工具10を接合ラインWに沿って移動させて摩擦攪拌接合を行う際に、接合ラインWに対して略直角なX方向荷重Fxが予め定められた目標荷重(最適荷重fxbest)となるように、その接合工具10のX方向位置Lxを調整しながら接合ラインWに沿って移動させる。これにより、一対の被接合部材42、44の材質(硬さ等)の相違や接合ラインWが表す接合部分の寸法誤差に拘らず、目標荷重に応じた優れた接合品質が安定して得られるようになる。
(もっと読む)
異種金属の接合方法及び接合構造
【課題】冶金的な接合が直接には困難なマグネシウム合金材と鋼材の組合せであっても、強固に接合することができる異種金属の接合方法と、このような方法によって得ることができる異種金属接合構造を提供する。
【解決手段】マグネシウム合金材1(第1の材料)と鋼材(第2の材料)を接合するに当たり、亜鉛(金属C)めっきを施した亜鉛めっき鋼板2を鋼材として使用すると共に、マグネシウム合金材1にはAl(金属D)を含有させておき、接合に際してMgとZnの共晶溶融を生じさせて、酸化皮膜1fや不純物などと共に接合界面から排出すると共に、Al3Mg2のようなAl−Mg系金属間化合物や、FeAl3のようなFe−Al系金属間化合物を生成させ、これら金属間化合物を含有する化合物層3を介して両材料1及び2の新生面同士を接合する。
(もっと読む)
機械加工装置
【課題】 手作業で実施していた配線または配管の接続を自動で行うことができる機械構造を提供する。
【解決手段】 加工ヘッドを装着した型1を自動搬出および自動収納する型交換ユニット12と、型を型交換ユニット12から自動搬出して取付けるフレーム4を有する作業台13と、型1をフレーム4に自動的に固定する固定手段7を備える機械加工装置であって、型およびフレームに付装された配線または配管を接続する接続手段8と、接続手段8を駆動する駆動手段6を有することを特徴とする機械加工装置を提供する。
(もっと読む)
電気接触子の製造方法
【課題】接点と台金との接合強度の安定性が高く、きれいな接合面を有する電気接触子を生産性よく製造できる電気接触子の製造方法を提供する。
【解決手段】台金1の接点3が当接する部分に、接点3が嵌まり込む凹部1cを形成し、接点3を凹部1cに嵌まり込ませて接点3及び台金1を重ね合わせて支持し、台金1の接点3とは反対側の面の接点3に対応する位置に、所定速度で回転しかつ治具に対して進退動作する回転ツール22を回転させながら押し込んで、回転ツール22と台金1との摩擦熱により、接点1と台金3との接合面を加熱して固相拡散接合又は液相拡散接合により接合させた後、回転ツール22を台金から後退させて電気接触子を製造する。
(もっと読む)
フロントフォーク用ブラケットの製造方法、蓋付構造体の製造方法、フロントフォーク用ブラケットおよび蓋付構造体
【課題】美観を損なうことなくブラケット本体と蓋部材の一体化を図ることが可能なフロントフォーク用ブラケットの製造方法を提供することを課題とする。
【解決手段】ブラケット本体の素となる素形材2の一面に凹設された凹部に蓋部材3を覆設する準備工程と、素形材2の凹部の開口縁部と蓋部材3の周縁部との境界線Pを含むように設定された摩擦攪拌のルートに沿って摩擦攪拌接合用の回転ツールTを相対移動させる摩擦攪拌接合工程と、ブラケット本体を貫通するフォーク取付孔およびステアリングシャフト挿通孔12を形成する孔形成工程と、を含むフロントフォーク用ブラケットの製造方法であって、摩擦攪拌接合工程では、ステアリングシャフト挿通孔12の仕上げ代22sで摩擦攪拌を終了し、孔形成工程では、仕上げ代22sを取り除く加工を行うことを特徴とする。
(もっと読む)
EGRクーラシステム
【課題】部品点数及び組み付け工数を低減するとともに、車両搭載性を向上させることができるEGRクーラを提供することを課題とすること。
【解決手段】EGRクーラモジュール10は、冷却水によりEGRガスを冷却するクーラコア40と、クーラコア40を収容するクーラケース50と、クーラコア40へのEGRガスの導入・非導入を切り替えるバイパスバルブ11とを備え、冷却水を流すためのクーラ内冷却水通路51がクーラコア40の外壁とクーラケース50の内壁とで形成されるように、クーラコア40及びクーラケース50のそれぞれが、バイパスバルブ11のハウジング20に対して別々に溶接され一体化されている。
(もっと読む)
金属板材の接合方法
【課題】一の金属板材に他の金属板材が嵌め込まれ、両金属板材が拡散接合されること。
【解決手段】第1の金属板材1の上に第2の金属板材2を重ね合わせ、第1及び第2の金属板材1、2が同時に打ち抜き加工され、この打ち抜き加工された面に新生面10が創出されつつ、第2の金属板材2が第1の金属板材1に嵌め込まれる。そして、第2の金属板材2が第1の金属板材1に嵌め込まれた状態で加熱されるとき、第1及び第2の金属板材の異なる熱膨張率の差により、新生面10に圧縮力を生じさせ、さらなる新生面10が創出され、両金属板材の拡散接合をより確実なものとする。
(もっと読む)
摩擦攪拌接合方法および密閉容器
【課題】接合始端と接合終端とのオーバーラップ部における穴あきを防止した摩擦攪拌接合方法および密閉容器を提供する。
【解決手段】接合始端7よりも、少なくとも、回転ツール10の外径の1/2の距離だけ手前の位置で、回転ツール10の押込み量Pを増加させてオーバラップ部9を形成する。これにより、オーバーラップ部9における押込み量P1とオーバーラップさせていない部分の押込み量P0とを実質的に同一にすることができ、合せ部5の全周に亘って穴あきのない良好な接合部6を得ることができる。
(もっと読む)
摩擦攪拌用回転ツール及び接合方法
【課題】摩擦攪拌接合を好適に行うことができる摩擦攪拌用回転ツールを提供することを課題とする。
【解決手段】一対の金属部材1,1同士の突合部を摩擦攪拌するために用いられる摩擦攪拌用回転ツールBであって、金属部材1よりも硬質の金属からなるショルダ部B1と、ショルダ部B1の下端面B11の中央に突設され先細りの円錐台状に形成された攪拌ピンB2と、攪拌ピンB2の外周面に螺旋状に刻設された攪拌翼B3と、を有し、攪拌ピンB2の最大外径Y2に対す記攪拌ピンB2の長さの比が、1.33〜2.03であることを特徴とする。
(もっと読む)
軸箱支持装置用軸ばね座及びその製造方法
【課題】二つのアルミ部材の接合により製造可能にする構造の軸箱支持装置用軸ばね座及びその製造方法を提供する。
【解決手段】軸箱支持装置用軸ばね座は、台車枠を弾性支持するコイルばねを案内するパイプ形状からなる第1アルミ部材1と板状からなる第2アルミ部材2とを備え、第1アルミ部材1と第2アルミ部材2との嵌合面は摩擦撹拌接合により接合される。第1アルミ部材1の嵌合部7はパイプに対してフランジ状に形成されており、第2アルミ部材2には、嵌合部7が丁度嵌合可能な嵌合孔部9が形成されている。嵌合部7と嵌合孔部9とは、上側が大径で下側が小径となる階段状に形成されているので、第1アルミ部材1に作用する軸方向の荷重を受け止めることができる。また、撹拌部5の位置は、上下で径方向内外にずれているので、摩擦撹拌接合の影響を径方向にずらすことができ、接合強度を向上させることができる。
(もっと読む)
摩擦攪拌接合方法
【課題】融点が互いに異なる金属部材どうしを接合する場合であっても、十分な接合強度を得ることができる摩擦攪拌接合方法を提供する。
【解決手段】融点が互いに異なる材料どうしを接合すべく、円柱形のツール本体10と、ツール本体10よりも小径かつツール本体10と同軸芯状にツール本体10の一端に突出形成されてツール本体10と一体回転するプローブ20とを備えた回転ツールXを用い、所定の融点を有する第1材料Aと、第1材料Aよりも低い融点を有する第2材料Bとを突合わせると共に、第2材料Bの表面高さH2を第1材料Aの表面高さH1よりも高く設定し、回転ツールXを、第1材料Aと第2材料Bとの突合せ部Rに対して、プローブ20が第2材料Bに埋没すると共にツール本体10の下面の一部が第2材料Bの表面に接触する状態で回転させ、第2材料Bを軟化・固化して第1材料Aに接合する摩擦攪拌接合方法。
(もっと読む)
接合方法
【課題】継手部材を介設して金属部材同士を摩擦攪拌する接合方法であって、接合強度を高めるとともに、気密性及び水密性を向上させることが可能な接合方法を提供することを課題とする。
【解決手段】第一金属部材1a及び第二金属部材1bを端面同士で突き合わせて形成された中空部に継手部材Uを挿入してなる被接合金属部材1に、回転ツールを移動させて摩擦攪拌接合を行う接合方法であって、本突合部J10、一方側突合部J11及び他方側突合部J12に対して表面A側から摩擦攪拌を行う第一本接合工程と、本突合部J10、一方側突合部J11及び他方側突合部J12に対して裏面B側から摩擦攪拌を行う第二本接合工程と、被接合金属部材1の少なくともいずれか一方の側面から本突合部J10に対して溶接を行う側面側溶接工程と、を含むことを特徴とする。
(もっと読む)
121 - 140 / 513
[ Back to top ]