
Fターム[4E067EA00]の内容
圧接、拡散接合 (9,095) | 用途 (594)
Fターム[4E067EA00]の下位に属するFターム
原子力機器 (11)
医療機器 (5)
化学機器 (8)
電気、電子機器 (142)
半導体部品 (96)
航空、宇宙機器 (40)
自動車部品 (155)
産業機械部品 (80)
建設、土木機材 (19)
船舶、海洋構造物 (6)
事務機器 (5)
Fターム[4E067EA00]に分類される特許
1 - 20 / 27
鉄道車両の側構体
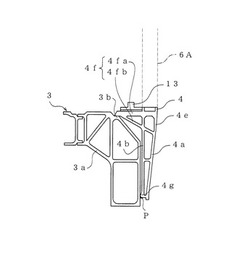
【課題】無塗装車両での外観を向上させる。
【解決手段】裾部長尺材4は、外側面板部4aと内側面板部4bとがウエブにて結合されるダブルスキン構造の押し出し形材で、鉛直方向に延びる本体部分4eから車体内方側に延びる上側水平延長部分4fが一体的に形成されている。裾部長尺材4の下端縁の内側面板部4bが側はり3aの下側部分外側面に溶接により接合され、水平延長部分4fが側はり3aの上側部分に溶接により接合されている。
(もっと読む)
溶接部の補修方法及び補修装置

【課題】溶接部に生じた気泡を除去可能な補修方法及び補修装置を提供する。
【解決手段】溶接後の溶接部50に対して、回転工具80を回転させながら挿入し、回転させながら溶接部50の溶接ビードの長手方向に沿って移動させる。回転工具の80の先端80bは部材10,20の表面より外側の溶接ビード内に位置する。これによって、回転工具80の先端80bから溶接ビード側は切削されて除去される。溶接ビードには回転工具80の押し付け力及び攪拌力が加わり、溶接部50内の気泡が接合されて溶接部50の外に排出される。
(もっと読む)
車両構体
【課題】構体重量の増加を抑えながら、上下方向の荷重及び振動に対して必要な強度を有する車両構体を提供する。
【解決手段】側構体2が中空形材により構成されている鉄道車両構体20の出入口6において、側構体2とフレーム7とをL型金具10を介して結合する。L型金具10は、車外側面板8と車内側面板9とを結合する板状の第1接合部10aと、当該第1接合部10a車外側面板8よりの部分とフレーム7とを突合せ結合する第2接合部板10bとからなる。第2接合部板10bの板厚は車外側面板8の板厚より厚い。これにより、車外側面板8の板厚を厚くさせることなく、即ち構体重量を殆ど増加させることなく、上下方向の荷重に対して必要な強度を確保することができる。
(もっと読む)
鉄道車両の車体のような、複数の二重スキン要素から形成された、外部および内部を具備してなる構造体を組み立てるための方法、ならびにそれによって得られた構造体
【課題】スタンドを用いた溶接により組み合わされる二重スキン要素を備えた略筒状構造体を製造できる手段を提供する。
【解決手段】長手方向領域に沿って協働する隣接対状態にある二重スキン要素(20,30)からなる外部・内部を備えた筒状構造体の組立て法。各要素は内側スキン(21,31)と外側スキン(22,32)を有する。本方法では、接合ラインに沿った開口部(40)を有する構造体の外部から接合ラインへアクセスできる状態を維持しつつ内側スキンをつなぐライン(29)に沿って要素同士が当接させられ、外部ロボットを用いた溶接により接合ラインに沿って内側スキン同士が組み合わされ(ロボットヘッド(8)は開口部から接合ラインにアクセス可能であり、内側スキンをつなぐラインと平行に移動する)、外部に配置され接合ライン(52,53)と平行に移動するロボットにより当該接合ラインに沿って各要素に溶接されるカバープレート(50)で開口部が閉塞される。
(もっと読む)
構造体の製作方法及び構造体
【課題】ステンレス板をアルミニウム合金製押出し形材に摩擦攪拌接合する方法を提供すること、及び断熱性能のよい構造体を提供する。
【解決手段】車体1の側構体2はアルミニウム合金製押出し中空形材30,40を車内側から摩擦攪拌接合して構成している。側構体2の車外側にはステンレス板10,20を車内側から中空形材30,40の突き合わせ部に摩擦攪拌接合している。中空形材30,40同士の突き合わせ部を摩擦攪拌接合した後、中空形材30,40の車内側面板31,41を接合材51で接合する。ステンレス板と中空形材30,40との間には断熱材80配置用の空間がある。これによれば、車外側面にステンレス板10,20があるので、車体表面の傷付きを抑制できる。また、断熱性能をよくできる。
(もっと読む)
構造体の製作方法及び構造体
【課題】ステンレス板をアルミニウム合金製押出し形材に摩擦攪拌接合する方法を提供することを目的とする。
【解決手段】車体1の側構体2はアルミニウム合金製押出し中空形材30,40を車内側から摩擦攪拌接合して構成している。側構体2の車外側にはステンレス板10,20を車内側から中空形材30,40の突き合わせ部に摩擦攪拌接合している。中空形材30,40同士の突き合わせ部を摩擦攪拌接合した後、中空形材30,40の車内側面板31,41を接合材51で接合する。これによれば、車外側面にステンレス板10,20があるので、車体表面の傷付きを抑制できる。ステンレス板10,20を除けば、アルミニウム合金製であるので、軽量,安価に製作できる。またステンレス板同士,中空形材同士は、突き合わせ、または、重ねて摩擦攪拌接合する。ステンレス板と中空形材との間に断熱材を配置できる。
(もっと読む)
構造体の製作方法及び構造体
【課題】ステンレス板をアルミニウム合金製押出し形材に摩擦攪拌接合する方法を提供すること、及び見栄えのよい構造体を提供することを目的とする。
【解決手段】車体1の側構体2はアルミニウム合金製押出し中空形材30,40を車内側から摩擦攪拌接合して構成している。側構体2の車外側にはステンレス板10,20を車内側から中空形材30,40の突き合わせ部に摩擦攪拌接合している。中空形材30,40同士の突き合わせ部を摩擦攪拌接合した後、中空形材30,40の車内側面板31,41を接合材51で接合する。これによれば、車外側面にステンレス板10,20があるので、車体表面の傷付きを抑制できる。また、ステンレス板には外側に突出する円弧状のビードがあるので、摩擦攪拌接合により膨れはビード部に吸収され、見栄えをよくできる。
(もっと読む)
構造体の製作方法及び構造体
【課題】ステンレス板をアルミニウム合金製押出し形材に摩擦攪拌接合する方法を提供すること、及び断熱性能のよい構造体を提供することを目的とする。
【解決手段】車体1の側構体2はアルミニウム合金製押出し中空形材30,40を車内側から摩擦攪拌接合して構成している。側構体2の車外側にはステンレス板10,20を車内側から中空形材30,40の突き合わせ部に摩擦攪拌接合している。中空形材30,40同士の突き合わせ部を摩擦攪拌接合した後、中空形材30,40の車内側面板31,41を接合材51で接合する。これによれば、車外側面にステンレス板10,20があるので、車体表面の傷付きを抑制できる。ステンレス板10,20と中空形材30,40の間には断熱材80があるので、断熱性能をよくできる。
(もっと読む)
摩擦攪拌接合用継手及び接合体
【課題】接合部の寸法管理が容易で接合品質の良い摩擦攪拌接合用継手及び、その接合用継手を備えた被接合部材によって構成される接合体を提供すること。
【解決手段】一対の被接合部材10A,10Bの接合端面同士を突き合わせ、その突き合わされた接合部に上面側或いは下面側からそれぞれ固定ピン式の摩擦攪拌接合用工具5を回転させながら挿入し、接合部の長手方向に移動させて摩擦攪拌接合するための当該被接合部材に形成されたものであって、被接合部材は、接合端面に接合部の長手方向に沿った端面溝15によって上下に突起部11a,11b,12a,12bが形成されたものであり、接合端面同士を突き合わせることにより、突起部同士(11aと11b、12aと12b)が当接し、端面溝15の空間を挟んで上下に分離した接合部を形成するようにした摩擦攪拌接合用継手。
(もっと読む)
構造体の製作方法及び構造体
【課題】ステンレス板をアルミニウム合金製押出し形材に摩擦攪拌接合する方法を提供することを目的とする。
【解決手段】車体1の側構体2はアルミニウム合金製押出し中空形材30,40を車内側から摩擦攪拌接合して構成している。側構体2の車外側にはステンレス板10,20を車内側から中空形材30,40の突き合わせ部に摩擦攪拌接合している。中空形材30,40同士の突き合わせ部を摩擦攪拌接合した後、中空形材30,40の車内側面板31,41を接合材51で接合する。これによれば、車外側面にステンレス板10,20があるので、車体表面の傷付きを抑制できる。ステンレス板10,20を除けば、アルミニウム合金製であるので、軽量,安価に製作できる。またステンレス板同士,中空形材同士は、突き合わせ、または、重ねて摩擦攪拌接合する。ステンレス板と中空形材との間に断熱材を配置できる。
(もっと読む)
構造体の製作方法及び構造体
【課題】ステンレス板をアルミニウム合金製押出し形材に摩擦攪拌接合する方法を提供す
ることを目的とする。
【解決手段】車体1の側構体2はアルミニウム合金製押出し中空形材30,40を車内側
から摩擦攪拌接合して構成している。側構体2の車外側にはステンレス板10,20を車
内側から中空形材30,40の突き合わせ部に摩擦攪拌接合している。中空形材30,4
0同士の突き合わせ部を摩擦攪拌接合した後、中空形材30,40の車内側面板31,4
1を接合材51で接合する。これによれば、車外側面にステンレス板10,20があるので、車体表面の傷付きを抑制できる。ステンレス板10,20を除けば、アルミニウム合金製であるので、軽量,安価に製作できる。またステンレス板同士,中空形材同士は、突き合わせ、または、重ねて摩擦攪拌接合する。ステンレス板と中空形材との間に断熱材を配置できる。
(もっと読む)
構造体の製作方法及び構造体
【課題】ステンレス板をアルミニウム合金製押出し形材に摩擦攪拌接合する方法を提供すること、及び見栄えのよい構造体を提供することを目的とする。
【解決手段】車体1の側構体2はアルミニウム合金製押出し中空形材30,40を車内側から摩擦攪拌接合して構成している。側構体2の車外側にはステンレス板10,20を車内側から中空形材30,40の突き合わせ部に摩擦攪拌接合している。中空形材30,40同士の突き合わせ部を摩擦攪拌接合した後、中空形材30,40の車内側面板31,41を接合材51で接合する。これによれば、車外側面にステンレス板10,20があるので、車体表面の傷付きを抑制できる。また、前記摩擦攪拌接合の前にステンレス板を加熱して高温のステンレス板を摩擦攪拌接合する。これによれば、ステンレス板10,20がアルミニウム合金製形材に密着し、膨れを抑制でき、見栄えのよい構造体となる。
(もっと読む)
車両フレームの製造方法
【課題】締結部品を不要にすると共に、締結部品を使用する際に必要な孔開け加工をも不要にして、コストダウンや軽量化を図ると共に車両積載重量の増加を図り、又、車両フレームの外部や内部にボルト頭やナットが突出しないようにして荷台架装性の向上を図り、更に、車両フレーム内部のブレーキ配管や電線配索と締結部材との干渉を避けるためのクランプを不要にして組み立て工数を削減することによりコストダウンを図り、又更に、近接多点打ちを可能にして設計の自由度を向上させ、更に又、車両フレームの寸法精度を向上させ、又、接合点数を削減してコストダウンを図り、更に又、作業性や作業環境を良好に維持したままリサイクル性に優れた接合を行うことができる車両フレームの製造方法を提供する。
【解決手段】車両フレームのサイドレール21、ガセット22、クロスメンバ23を摩擦攪拌接合により接合する。
(もっと読む)
隣接するダブルスキンパネルを接合して形成される広幅パネル体
【課題】隣接するダブルスキンパネルを摩擦攪拌接合して表面が平坦状の広幅パネル体を提供する。
【解決手段】平行に配設した2枚の面板裏面側より面板同士を接続するリブ群の内、面板の端部から最初のリブに至るまでのダブルスキンパネルの自由端側に位置する面板同士を突き合わせて摩擦攪拌接合させて、隣接するダブルスキンパネルを接合して広幅パネル体を形成する際に、平行に配設した2つの面板と面板同士を面板裏面側より接続するリブとからなり、自由端側に位置する面板厚みTtが、該リブを挟んで自由端の反対側に位置する中空部の面板厚みt、ダブルスキンパネルの自由端同士の突き合わせ部のギャップ幅をGとした場合に、厚みtにギャップ幅Gの1倍〜3倍の値を加えた値になるように厚み設定され且つダブルスキンパネル同士を突き合わせて得られる面板と平行な自由端内部空間長Lが、裏面側のボビンツール直径Dに対し、1.1〜3倍の範囲とする。
(もっと読む)
亀裂補修方法
【課題】補修部分に充分な量の材料を供給することができ、且つ、摩擦攪拌溶接で使用される回転ツールへの機械的負荷を低減できる亀裂補修方法を提供する。
【解決手段】本発明による亀裂補修方法は、(A)母材1の亀裂2の周辺に、溶加材5を溶融した状態で供給するステップと、(B)前記母材1の前記溶加材5が供給された部分に対して摩擦攪拌溶接を行うことによって前記亀裂2を補修するステップとを具備する。
(もっと読む)
支持体付水素分離膜、それを備える燃料電池および水素分離装置ならびにそれらの製造方法
【課題】 水素分離膜の破損を防止することができるとともに水素分離膜と支持体との密着性が高い支持体付水素分離膜、それを備える燃料電池およびそれらの製造方法を提供する。
【解決手段】 支持体付水素分離膜の製造方法は、水素分離膜(10)と支持体(30)との間に水素分離膜(10)の硬度よりも低い硬度を有する低硬度金属膜(20)を設ける第1の工程と、水素分離膜(10)、低硬度金属膜(20)および支持体(30)を冷間接合法により接合する第2の工程とを含むことを特徴とする。この場合、水素分離膜(10)、低硬度金属膜(20)および支持体(30)の変形を抑制することができる。その結果、水素分離膜(10)の破損を防止することができる。また水素分離膜(10)と支持体(30)との密着性が向上する。それにより、冷間接合条件を高める必要がなくなる。
(もっと読む)
摩擦接合用の中空形材対
【課題】摩擦接合のための嵌合時のばね性をバランスよく確保して、しかも、徒に部分的な高剛性部分となるようなことなく、摩擦接合が首尾よく行えるようにする。
【解決手段】中空形材11、12の接合端部11a、12aにおける表板1、1、裏板2、2の各突き合わせ部13、14の間で、中空形材11、12の一方側、他方側各突っ張り部15a、15bの組合わせで、突き合わせ部13、14での摩擦接合負荷を受ける組み合わせ突っ張り部15、または中空形材11、12の接合端部11a、12aにおける表裏板1、2間で、突き合わせ部13、14での摩擦接合負荷を中空形材11側の突き合わせ部13および裏板途中部13b間と、中空形材12側の突き合わせ部14および表板途中部14b間とで分担して単独に受け止める一方側、他方側各単独突っ張り部16、17を設け、上記の目的を達成する。
(もっと読む)
中空押出形材および鉄道車両用構体
【課題】軽量であり、接合部の剛性を高めた構造の中空押出形材及びその中空押出形材で構成された鉄道車両用構体を提供すること。
【解決手段】上面板11と下面板12との間に複数の斜面板13を張り渡し、その上面板11、下面板12及び斜面板13によって幅方向断面を三角形としたトラス構造からなるものであって、隣り合う斜面板13の中心線Lの交点p3が上面板11又は下面板12の上に位置するように形成された中空押出形材1。
(もっと読む)
金属製品の製造方法、シリンダヘッドの製造方法及びシリンダヘッド
【課題】ウオータジャケットを含むシリンダヘッドをアルミニウム合金鋳物によって製造する際の残留応力を抑制することである。
【解決手段】シリンダヘッド鋳物体10を鋳造後切断することで、各切断面20,22にウオータジャケット部分が開口された部品12,14を得る。得られた各部品12,14をそれぞれ溶体化処理装置26において溶体化処理温度で保持した後、焼入れ水槽28で焼入れし溶体化処理を行う。溶体化処理後の各部品12,14の切断面の酸化膜を除去し、低融点金属薄膜30を挟んで組付け、時効接合処理装置34において、所定の時効処理条件の下で時効処理と、低融点金属薄膜30のアルミニウム合金内への溶融拡散による接合処理とを行う。
(もっと読む)
アルミニウム合金−チタン溝付き複合板の製造方法
【課題】 燃料電池のセパレータ等に用いる溝付き形状のAl−Ti複合板の製造方法として、Al板とTi板との接合と成形とを同時に行なって、生産性向上とコスト低減を図る。
【解決手段】 表面粗度Raを0.1〜0.4μmとしたAl合金板1の片面もしくは両面に表面粗度Raを0.1〜0.6μmとしたTi板を配置して、形成すべき溝形状に対応する突条部を有する金型により、250〜450℃の範囲内の温度で圧縮成形し、これによりAl合金板とTi板との接合と溝形状付与とを同時に行なう。またAl合金板として、350℃での高温引張強さが30MPa以上、高温降伏応力が20MPa以上のものを用いる。さらにAl合金板として、Mg0.6〜6.0%を含有するAl合金を用いる。
(もっと読む)
1 - 20 / 27
[ Back to top ]