
Fターム[4E067EA09]の内容
Fターム[4E067EA09]に分類される特許
1 - 19 / 19
鉄筋のガス圧接器
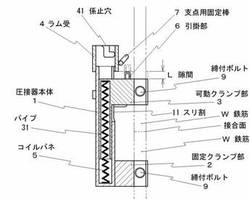
【課題】本発明は収納された環体のセット作業が極めて簡単で且つ安全に行うことが可能となる鉄筋のガス圧接器を提供することを目的とする。
【解決手段】従来のガス圧接器に対して、可動クランプ部3とラム受4の間に隙間Lを設ける構造と成す。また可動クランプ部3に引掛部6を固着し、ラム受4の外周に支点用固定棒7を固着させると良く、前記隙間Lは圧接器本体1の内部に設けたコイルバネ5の長さを短くして得るのが好ましい。又、その隙間Lとして10mm〜50mmとするのが良い。
(もっと読む)
ガス圧接用環体を内蔵した環体保持部材

【課題】本発明は環体のセット作業が極めて簡単で安全に行え、環体が収納された新商品として販売でき、更にガス抜き部の位置を確実に上方にして環体が極めて簡単にセット出来る環体保持部材を提供することを目的とする。
【解決手段】接合する鋼材の端面と略同形状で且つ略同材料で形成すると共にガス抜き部11を有した環体1と、底面21側に環体1が収納される環体設置空間Sを有する突出部22及びそれに連結する凸部23を有した合成樹脂製の保持容器2と、該保持容器2の環体設置空間Sを冠着すると共に環体1のガス抜き部11の回転を止める合成樹脂製の蓋体3とから成す。また環体1として、コイルスプリング状に形成した材料から略1周分を切断して作られると共にその両端にスキ間を空けてガス抜き部11を設けると良く、保持容器2の凸部23の接触部分を面とするのが良い。
(もっと読む)
被接合材の接合方法及び鉄筋籠の形成方法
【課題】曲折加工が施された被接合材や回転不能な被接合材であっても、摩擦圧接により強固な接合が可能な被接合材の接合方法、鉄筋籠の形成方法及び補強筋を提供することを目的とする。
【解決手段】この目的を達成するため、一方の被接合端部11と、他方の被接合端部12とを所定間隔を開けて対向させて配置して接合補助材30を介在させ、これを回転又は往復運動させながら、両被接合端部11、12をそれぞれ接合補助材30の両端部31、32に押し付けて、一方の被接合端部11と接合補助材の一端部31とを摩擦圧接するとともに、他方の被接合端部12と接合補助材30の他端部32とを摩擦圧接する被接合材の接合方法を提供する。また、当該方法を採用した鉄筋籠の形成方法及び補強筋を提供する。
(もっと読む)
鉄筋の接続方法とガス圧接装置
【課題】ガス圧接による鉄筋の接合における酸化膜の影響の発生を少なくし、圧接の品質と信頼性を向上させることができ、しかも、鉄筋の軸方向の縮み量を少なくすることができる鉄筋の接続方法を提供する。
【解決手段】互いに接続せんとする鉄筋aとbを圧接装置1の固定クランプ3と移動クランプ4で同軸芯状の配置に固持し、両鉄筋aとbの互いに対向する接合面を、軸方向の圧力によって圧接させると同時にバーナー14によって加熱し、両鉄筋aとbを圧接させる主加圧時に、少なくとも一方の鉄筋aに相手鉄筋bに対するねじり回転を加える。
(もっと読む)
ガス圧接用の環体及びその確認部材を具備する保持部材並びにその環体使用確認方法
【課題】本発明はガス圧接用の環体を使用してガス圧接が行われたことを、圧接後に確認できると共に、ガス圧接作業が安全に行われ、その接合強度が確実で且つ安定して得られるガス圧接用の環体及びその確認部材を具備する保持部材並びにその環体使用確認方法を提供することを目的とする。
【解決手段】2本の鋼材Wを対向させてガス圧接する際に、環体2が接合する端面w間に挟み込んで使用されたことを確認可能にするものであって、底面側に環体設置空間Sを有し且つ上部に分離可能な確認部材設置空間Pを有すると共に凸部を突設させた合成樹脂製の保持体1と、環体設置空間Sに収納する環体2と、環体設置空間Sに冠着する環体用蓋体3と、確認部材設置空間Pに収納する確認部材4と、確認部材設置空間Pに冠着する確認部材用蓋体5とから構成する保持部材と成す。
(もっと読む)
ガス圧接用環体
【課題】本発明はガス圧接作業が安全に行われると共に接合強度が安定でき、且つ、製造コストが安く出来るガス圧接用環体を提供することを目的とする。
【解決手段】接合する2本の鋼材Wの端面wと略同形状で且つ鋼材Wと略同材で環本体1を形成すると共に、該環本体1にガス抜き手段2を設けた構造とする。また前記環本体1としては、コイルスプリング状に形成した材料から略1周分を切断して作ると共に環の合せ箇所にスキ間が設けられたガス抜き手段2を具備させると良い。又、前記環本体1の断面形状として、円形,四角形,菱形の内の1つとし、更に前記ガス抜き手段2として、切れ目21,穴22,切欠溝23の内の1つとするのが良い。
(もっと読む)
疲労き裂の発生阻止特性および伝播阻止特性に優れたクラッド鋼板およびその製造方法
【課題】継手溶接を行った場合に、ビード断面における止端部の形状が良好で疲労き裂が発生し難く、またたとえ疲労き裂が発生したとしても破断に到るまでの伝播寿命が長い、疲労き裂の発生阻止特性と伝播阻止特性の両者に優れた鋼材を提供する。
【解決手段】質量%で、C:0.01〜0.40%、Si:0.10%以上 2.0%未満、Mn:0.4〜3.0%、Al:0.3〜2.0%、P:0.05%以下およびS:0.05%以下を含有し、かつ残留オーステナイトを面積率で2〜30%含む組織になる母材の両面を、同じく質量%で、C:0.005〜0.5%、Si:2.0〜8.0%、Mn:0.1〜3.0%、Al:0.01〜0.3%、P:0.05%以下およびS:0.03%以下を含有する組成になる合わせ材で覆ったクラッド鋼板とする。
(もっと読む)
摩擦スタッド接合装置およびその吸着パッド
【課題】 摩擦スタッド接合装置を、高い吸着力と摩擦力とをともなってワーク表面に固定することができる吸着パッド等を提供する。
【解決手段】 吸着パッド10は、摩擦スタッド接合法にてワーク表面にスタッドボルトを接合する摩擦スタッド接合装置を、上記ワークの表面に固定するための手段である。ワーク表面に対向配置される前面部分に、真空ポンプと接続される吸気孔17を設け、その周囲に、上記前面部分と上記ワークとの間を密封する気密材14を設けるとともに、当該気密材14とは別に滑り止め部材15を取り付ける。
(もっと読む)
摩擦スタッド接合装置およびその吸着パッド
【課題】 摩擦スタッド接合装置を、高い吸着力によってワーク表面に固定することができ、非常時にもその吸着力が維持される吸着パッド等を提供する。
【解決手段】 吸着パッド10は、摩擦スタッド接合法にてワークBの表面にスタッドボルトを接合する摩擦スタッド接合装置を、上記ワークBの表面に固定するための手段である。ワークBの表面に対向配置されるパッド本体11の前面部分から空気を排出するための通常排気経路20と、非常時に上記前面部分から緊急排気を行う緊急排気経路30とを設ける。
(もっと読む)
形材の製造方法および形材
【課題】大きさが制限されることなく、効率的に製造でき、優れた外観を有する形材の製造方法および形材を提供することを課題とする。
【解決手段】形材本体2の表面側に開口する凹溝10に、形材本体2よりも強度の高い材質からなる補強材20を挿入し、凹溝10の開口部分に蓋板11を挿入し、凹溝10の側壁12bと蓋板11の側面11aとの突合せ部15に沿って摩擦撹拌を施して、補強材20と凹溝10との間の空隙部6に摩擦熱によって流動化させた塑性流動材7を流入させるようにした。
(もっと読む)
摩擦撹拌接合装置と、該摩擦撹拌接合装置を利用した異種金属同士の差厚テーラードブランク材の製造方法
【課題】摩擦撹拌接合によるテーラードブランク材の製造において、接合部の表面を板厚が連続して変化する平滑な傾斜面とする。
【解決手段】摩擦撹拌接合装置1において、上、下ショルダー2、7を板厚の異なる接合母材13、13’の厚さに合わせて傾動させて該接合母材13、13’を挟持した上、突き合わせ面14に沿ってプローブ12を差し込み摩擦撹拌を行うことで、摩擦撹拌接合の際に発生する接合母材13の溢出物が、プローブ12並びに傾動する上、下ショルダー2、7によって薄板状の接合母材13側に誘導されて凝固するので、接合部15の表面は板厚が連続して変化する平滑な傾斜面となる。
(もっと読む)
ねじ穴付き金属部品およびその製造方法、ならびに圧力容器用ライナおよびその製造方法
【課題】コストが安くなるとともに、リサイクルの際の処理効率の低下を防止することができ、しかもめねじが高強度であるねじ穴付き金属部品を提供する。
【解決手段】ねじ穴付き金属部品1は、金属からなるとともにめねじ3を有するねじ穴2が形成されている。ねじ穴2の周囲の部分におけるめねじ3の谷径Xよりも広い範囲Yの金属組織を改質して改質層4を形成する。この金属部品1の製造方法は、プローブ径およびプローブ長さがねじ下穴径およびねじ下穴深さと等しい摩擦攪拌接合用工具のプローブを、ねじ穴2を形成すべき穴無し金属部品中に回転させつつ埋入するとともに引き抜くことにより下穴加工を施してねじ下穴を形成するとともに、ねじ下穴の周囲の部分に摩擦攪拌による改質処理を施し、その後ねじ下穴の内周面にねじ切り加工を施してめねじ3を形成することよりなる。
(もっと読む)
摩擦攪拌接合の仮付け方法及び仮付け装置
【課題】摩擦攪拌接合によってスポット溶接を正確な位置に行うための摩擦攪拌接合の仮付け方法及び仮付け装置を提供すること。
【解決手段】長尺な被接合部材11を突き合わせた接合部に回転する攪拌ピン21を挿入し、その接合部が連続する接合線13に沿って攪拌ピン21を移動させ、摩擦熱によって被接合部材11同士を接合する摩擦攪拌接合工程の前に行う仮付け工程であって、検出手段7によって接合線13を前方で検出し、その検出結果に基づいて攪拌ピン21を位置制御しながら接合線13に沿って移動させ、回転する攪拌ピン21を所定のピッチ間隔で昇降させて接合部をスポット接合15し、接合線13上の複数の箇所に摩擦攪拌接合による仮付けを行う摩擦攪拌接合の仮付け方法。
(もっと読む)
アルミニウム合金製ドームトラス
【課題】ドームを構成するラチス構造材にH型材を用い、これに屋根面材としてアルミニウム合金製のパネルを貼り付ける構造である場合に、三角形のラチス割(グリッド)を大きくすることが可能で、その結果として部材数を減らして、単位面積(m2)当たりの部材原価を低減することができる。
【解決手段】ドームを形成するラチス構造体材としてのストラット8に、T形押出形材13をウエブ13aの部分で摩擦攪拌溶接法で摩擦攪拌溶接して断面形状の大きなものとしたH形材を用い、これに屋根面材としてトラス形状のアルミニウム合金製のパネル10を貼り付ける。
(もっと読む)
アルミニウム合金−チタン溝付き複合板の製造方法
【課題】 燃料電池のセパレータ等に用いる溝付き形状のAl−Ti複合板の製造方法として、Al板とTi板との接合と成形とを同時に行なって、生産性向上とコスト低減を図る。
【解決手段】 表面粗度Raを0.1〜0.4μmとしたAl合金板1の片面もしくは両面に表面粗度Raを0.1〜0.6μmとしたTi板を配置して、形成すべき溝形状に対応する突条部を有する金型により、250〜450℃の範囲内の温度で圧縮成形し、これによりAl合金板とTi板との接合と溝形状付与とを同時に行なう。またAl合金板として、350℃での高温引張強さが30MPa以上、高温降伏応力が20MPa以上のものを用いる。さらにAl合金板として、Mg0.6〜6.0%を含有するAl合金を用いる。
(もっと読む)
摩擦撹拌点接合用回転工具及びそれを用いた摩擦撹拌点接合方法
【課題】 プローブとショルダ部材との間の隙間等に入り込む材料の凝着によって惹起される問題を効果的に緩和乃至は回避して、摩擦撹拌点接合操作を円滑に繰返し行ない得るようにした摩擦撹拌点接合用回転工具を提供すること。
【解決手段】 複数の被接合金属部材を重ね合わせ、その重合せ部の一方の側から回転せしめられつつ差し込まれるロッド状のプローブ12と、該プローブの周りに外嵌されて同軸的に位置し、該一方の側の面に回転状態下に当接せしめられるショルダ面を有する円筒状のショルダ部材14とを備えた摩擦撹拌点接合用回転工具10にして、該プローブと該ショルダ部材とが別体に構成されて、別個に軸方向に移動可能とされた複動式構造とされていると共に、該ショルダ部材の内周面と該プローブの外周面との間の隙間が、先端側において狭小間隙22aとされている一方、基部側においては該狭小間隙よりも大なる隙間となる拡大間隙22bとした。
(もっと読む)
ガスバーナー装置とそれを用いたガス圧接方法
【課題】 単に機械的なバルブ手段を用いるのみで、圧接しようとする鉄筋径毎に、それに応じた最適熱量の火炎を酸素比を変えることなく容易に形成できるようにした、ガス圧接装置で用いるガスバーナー装置を提供する
【解決手段】 燃料ガス源1と酸素源2とに接続する吹管10と、吹管10に流入する燃料ガスおよび酸素の流量を制御する流量制御手段30と、吹管先端に配置されるリングバーナー20とを備えた、ガス圧接装置で用いるガスバーナー装置であって、流量制御手段30は、燃料ガスと酸素との流量比を変えることなく燃料ガスの流量と酸素の流量とを同時に多段に切り換えることのできる第1バルブ手段40と、該第1バルブ手段40より下流の酸素流路に位置して酸素流量を切り換えることのできる第2バルブ手段100とを備えている。
(もっと読む)
摩擦攪拌接合方法とその接合装置およびその摩擦接合体
【課題】 ボビンツール型回転工具に関する種々の欠点の解消を図った摩擦攪拌接合方法とその装置を提供する。
【解決手段】 母材接合部の表裏両面側から裏面押圧部材1と表面押圧部材2を摺動回転させながら加熱を行うとともに、少なくとも一の押圧部材とともに回転する攪拌部材3により攪拌させながら両押圧部材と攪拌部材からなる回転工具を所定方向に移動させて行う摩擦攪拌接合方法において、 両押圧部材との間隔を可変に構成された裏面押圧部材と表面押圧部材により母材接合部の表裏両面に倣いながら摩擦荷重制御を行うとともに、接合完了時に、工具荷重制御から工具位置制御に切り替えて、攪拌部材を回転軸方向に移動させた後若しくは移動途中に攪拌部材を回転させるか若しくは攪拌部材を回転軸方向に移動させ攪拌部材の移動に同期して裏面押圧部材と表面押圧部材が母材押圧面より離間させる。
(もっと読む)
改良型の構造用サンドイッチ板部材
構造用サンドイッチ板部材は、一方または両方の外板に溶接され芯材中に延びる少なくとも1つのスタッドを備える。このスタッドは、芯材の組立て前に外板にアークスタッド溶接することができる。あるいは、芯材の組立て後に、1枚の外板に穴を開けスタッドを一方または両方の外板に摩擦溶接することによって、このスタッドを取り付けることもできる。 (もっと読む)
1 - 19 / 19
[ Back to top ]