
Fターム[4E067EC04]の内容
Fターム[4E067EC04]に分類される特許
1 - 16 / 16
接続材料、接続材料の製造方法、半導体装置、および半導体装置の製造方法
【課題】半導体素子と、フレームあるいは基板との接続を、鉛を使用しない材料を用い、かつ、高い信頼性を確保する。
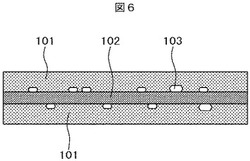
【解決手段】半導体素子と、フレームあるいは基板との接続材料として、Al系合金層102がZn系合金層101によって挟持されたクラッド材による接続材料を用いる。クラッド材にはZn-Al合金103が存在するが、Zn-Al合金103の割合は全体の40%以下とする。また、Zn合金層101の平均結晶粒径は0.85μm 以上、50μm以下である。このようなクラッド材を用いて接続することによって接続部のボイド率を10%以下に抑えることが出来る。また、半導体とフレームあるいは基板との濡れ性も確保できる。したがって、接続部の高い信頼性を確保することが出来る。
(もっと読む)
接合装置制御装置および多層接合方法

【課題】3枚以上の基板を1枚の接合基板に高速に接合すること。
【解決手段】接合チャンバーの内部で上基板とその中間基板とを接合することにより、その第1接合基板を作製するステップS12と、その接合チャンバーの内部にその第1接合基板が配置されているときに、その接合チャンバーの内部にその下基板を搬入するステップS13と、その接合チャンバーの内部でその第1接合基板とその下基板とを接合することにより、第2接合基板を作製するステップS14とを備えている。このような多層接合方法によれば、その上基板は、その中間基板に接合された後に、その接合チャンバーから取り出されることなしに、その下基板に接合されることができる。このため、その第2接合基板は、高速に作製されることができ、ローコストに作製されることができる。
(もっと読む)
Al合金−セラミックス複合材料用の接合材及びその製造方法
【課題】本発明は、大型の加圧装置を用いることなく容易に接合でき、実用に耐える接合強度が得られるAl合金-セラミックス複合材料用の接合材を提供する。
【解決手段】Al合金をマトリックスとし、強化材にセラミックスを用いたAl合金-セラミックス複合材料同士を接合するための接合材であって、芯を構成する芯材と、表層を構成する表層材と、前記芯材と前記表層材との間に形成された中間層と、を含むことを特徴とするAl合金-セラミックス複合材料用の接合材。前記芯材の主成分がZnであり、前記表層材の主成分がAlである。
(もっと読む)
高導電性被溶接物のプロジェクション溶接方法
【課題】
銅又はアルミニウムからなる高導電性被溶接物同士でも簡単にプロジェクション溶接が可能な溶接方法を提供すること。
【解決手段】
第1のプロジェクション及び第2のプロジェクションとの間に、第1の高導電性被溶接物又は第2の高導電性被溶接物の金属材料と同一の金属材料からなる第3の高導電性被溶接物として作用する高導電性金属薄板を介在させ、第1のプロジェクションを高導電性金属薄板の一方の面に、第2のプロジェクションを高導電性金属薄板の他方の面にそれぞれ当って接触させ、第1の高導電性被溶接物と第2の高導電性被溶接物との間に、弾性的加圧力を加えた状態でパルス状溶接電流を通電し、第1のプロジェクション、第2のプロジェクション及び高導電性金属薄板とを拡散接合する。
(もっと読む)
マグネシウム合金部材
【課題】接合対象同士を生産性よく接合することができ、リサイクル時に有害なガスや煤煙などが発生しないマグネシウム合金部材を提供する。
【解決手段】複数のマグネシウム合金片(基材1と補強材2、ボス3、ピン4)が、無機接合層を介して接合されている。無機接合層の具体例としては、無機系接着剤や、ホットクラッドを行う際にマグネシウム合金片に形成される金属薄膜が挙げられる。無機接合層を介してマグネシウム合金片同士を接合しているため、切削により補強材などを形成する場合に比べて、材料の無駄を省くことができる。無機接合層を用いることで、マグネシウム合金部材をリサイクルする際に溶解しても、有害な煤煙が発生したりしない。
(もっと読む)
クラッド材およびその製造方法、ならびにプリント配線基板
【課題】熱膨張係数が低くかつ圧延加工性に優れたクラッド材を提供する。
【解決手段】心材とその両面の皮材からなるクラッド材(10)において、前記心材(11)が、Si:11〜20質量%およびNi:1〜6質量%を含有し、残部Alおよび不純物からなるアルミニウム合金で構成され、前記皮材(12)が、前記心材よりも延性の高いアルミニウムまたはアルミニウム合金で構成されている。前記皮材(12)は、Al:98質量%以上を含有し、残部が不純物からなるアルミニウムまたはアルミニウム合金、あるいはAl−Mg−Si系合金で構成されていることが好ましい。
(もっと読む)
異種金属パネルの接合方法、接合装置及び接合構造
【課題】例えば、自動車の車体構造において外側となる可能性が高い低融点材料側から高エネルギービームを照射することによって、重量やコストの増加を惹き起こすことなく異種金属を接合することができる異種金属パネルの接合方法を提供する。
【解決手段】低融点金属パネル2と高融点金属パネル1を重ね合わせた被接合パネルにおける低融点金属パネルの側から、高エネルギービームBを低融点金属パネル2から露出する高融点金属パネル1の表面に照射しながら、ビーム照射位置の近傍部において両パネルを加圧し、ビーム照射によって加熱された高融点金属パネル側からの伝熱によって低融点金属パネル2のみを溶融させて両パネル1,2を接合する。
(もっと読む)
金属薄板の接合方法
【課題】金属薄板をノズルに接合する際の皺等の歪みの発生を抑制できる金属薄板の接合方法を提供する。
【解決手段】まず、薄板MFを上側治具50Aと下側治具50Bとの間にセットし、薄板MF、上側治具50A及び下側治具50Bを互いに拡散接合する。 次に、下側治具50Bを切削加工によって削り落とし、薄板MFのメッシュ部10を露出させる。その後、薄板MFと上側治具50Aとを母材20上にセットし、母材20と薄板MFとを拡散接合する。最後に、上側治具50Aを切削加工によって削り落とし、薄板MFのメッシュ部10を露出させる。
(もっと読む)
異種金属の液相拡散接合
【課題】本発明は異種材料、特に銅又は銅合金と非銅合金との改善された液相拡散接合に関する。
【解決手段】部品を形成する方法において、ろう付け材料を第1と第2の壁部の間に集めてサンドイッチを形成する。第1の壁部は本質的に銅又は銅基合金のみからなる。第2の壁部は少なくとも非銅基合金を含んでなる。サンドイッチは加熱される。加熱によりろう付け材料が溶融して、第1の壁部の少なくとも一部が第2の壁部に液相拡散接合される。
(もっと読む)
アルミニウム合金−チタン溝付き複合板の製造方法
【課題】 燃料電池のセパレータ等に用いる溝付き形状のAl−Ti複合板の製造方法として、Al板とTi板との接合と成形とを同時に行なって、生産性向上とコスト低減を図る。
【解決手段】 表面粗度Raを0.1〜0.4μmとしたAl合金板1の片面もしくは両面に表面粗度Raを0.1〜0.6μmとしたTi板を配置して、形成すべき溝形状に対応する突条部を有する金型により、250〜450℃の範囲内の温度で圧縮成形し、これによりAl合金板とTi板との接合と溝形状付与とを同時に行なう。またAl合金板として、350℃での高温引張強さが30MPa以上、高温降伏応力が20MPa以上のものを用いる。さらにAl合金板として、Mg0.6〜6.0%を含有するAl合金を用いる。
(もっと読む)
金属箔体の拡散接合方法
【課題】被接合体に細かな凹凸があっても、安定した拡散接合が可能で密着力が強い金属箔体の拡散接合方法を提供する。
【解決手段】一対の加圧用平板治具33a,33bの間に、被接合体52となる金属板(Ta板)53と接合体50a,50bとなる金属箔体(Pd箔)51a,51bとを、お互いの接合界面が対面するように配置し、かつ、金属箔体51a,51bの接合界面とは反対側の背面と加圧用平板治具33a,33bとの間に、熱によるガスの発生がなく、加圧により弾性変形し、金属箔体51a,51bと加圧用平板治具33a,33bとの剥離性が良い剥離性シート54a,54bを介在させた後、一対の加圧用平板治具33a,33bにより、金属板53の接合界面と金属箔体51a,51bの接合界面とを所定の圧力で加圧しながら加熱することにより拡散接合する。
(もっと読む)
摩擦撹拌接合方法
【課題】積層部を摩擦撹拌接合し、外観を良好にするとともに接合強度を確保する。
【解決手段】積層部10は、第1ワーク12と第2ワーク14との間に有孔ワーク16が介装されることによって形成される。摩擦撹拌接合用工具20のプローブ24は、回転動作しながら最上層である第2ワーク14に埋没し、有孔ワーク16の貫通孔18を通過して第1ワーク12(最下層)における貫通孔18に露呈した上端面に到達する。これに伴って第2ワーク14の肉が塑性流動し、貫通孔18に付着するとともに、回転動作するプローブ24によって第1ワーク12の上端面の肉と一体的に撹拌混合される。
(もっと読む)
金属発泡体の製造方法
【課題】 厚さ方向の熱伝導率が低く断熱性が改良されている金属発泡体を得ることができる金属発泡体の製造方法を提供する。
【解決手段】 超塑性金属からなる複数の金属板と、粉末状の発泡剤とを準備し、複数の金属板の間に発泡剤を挟む工程、発泡剤を挟んだ複数の金属板を圧延し、複数の金属板を相互に接合して、プリフォームを得る工程、及び、プリフォームを超塑性金属の超塑性温度で加熱して発泡剤を分解し、発泡させる工程を含む、金属発泡体の製造方法。
(もっと読む)
金属複合部材の製造方法
【課題】 Al系板材と鉄系板材とを積層して接合一体化した板状の複合部材として、低コストで生産性も高く、信頼性も高くて、ブレーキロータに適したものを提供する。
【解決手段】 鉄系材料の2枚の皮材用素板2A,2Bに、予め一方の板面から他方の板面まで貫通する貫通孔3A,3Bを形成しておき、その2枚の皮材用素板を、Al材料の芯材用素板1の両面に重ね合わせて積層体4とし、その積層体を両面側から圧縮し、その圧縮力によって芯材用素板の材料を前記貫通孔内に侵入するように塑性流動させ、かつ芯材用素板の材料が貫通孔内に充満された後にもさらに圧縮が進行するように圧縮して、芯材用素板と皮材用素板とを接合する。
(もっと読む)
改良型の構造用サンドイッチ板部材
構造用サンドイッチ板部材は、一方または両方の外板に溶接され芯材中に延びる少なくとも1つのスタッドを備える。このスタッドは、芯材の組立て前に外板にアークスタッド溶接することができる。あるいは、芯材の組立て後に、1枚の外板に穴を開けスタッドを一方または両方の外板に摩擦溶接することによって、このスタッドを取り付けることもできる。 (もっと読む)
接合部材の製造方法、及びその接合部材
多種多様な多くの部材間の組合せの接合、特には、従来技術で接合が容易でなかった部材同士の接合、例えば、セラミックス部材と金属部材の接合、金属部材を中に挟んで両側面に金属部材又はセラミックス部材或いは半導体部材を配した所謂サンドイッチ構造の3層接合、に対して容易に適用し得る、特には、接合しようとする部材の他に接合の目的のみで用いる介在物を要さず容易に適用し得る、接合部材の製造方法及びその接合部材を提供することを目的とする。接合しようとする両部材の少なくとも一方の部材の少なくとも表層部が水素を吸蔵した水素吸蔵性部材であるそれぞれの部材を、その水素吸蔵面が両部材の界面を構成するように圧接し、圧接しながら加熱することによってその吸蔵水素を放出せしめる方法であって、この水素吸蔵性部材を両部材接合の接合材として機能せしめることに最大の特徴がある。従って、本発明は又、特には接合しようとする部材の他に、特殊な接合材やフラックス等、即ち、接合の目的のみで用いる介在物を用いることもなく実施できるという特徴を有する。 (もっと読む)
1 - 16 / 16
[ Back to top ]