
Fターム[4E067EC06]の内容
Fターム[4E067EC06]に分類される特許
101 - 120 / 143
熱交換器の製造方法
【課題】潰れ防止治具の使用によって流通路の潰れ防止と、タンク部とコア部の接合性の向上の両立を図る。
【解決手段】両端面に開口する流通路15を内部に有した金属製の板状のコア部11と、コア部の両端に配されコア部の板面に接合されることで各流通路に連通する金属製のタンク部12と、を具備する熱交換器の製造方法において、コア部の両端の板面上に、タンク部形成用部材3の接合予定部を配置すると共に、コア部の両端の流通路の開口に、低温時に開口との間に隙間を生じ且つ拡散接合のための昇温時に開口と密着する熱膨張差を持つ金属製であり外表面に接合防止剤をコーティングした第1の潰れ防止治具50のプラグ51を挿入し、その状態で、タンク部形成用部材の接合予定部をコア部の板面に圧接させつつ所定温度に昇温させることで、タンク部形成用部材をコア部の板面に拡散接合して、コア部の両端にタンク部を形成する。
(もっと読む)
パイプまたはチューブ内に形成された楕円形状の孔内への円錐部材の慣性または摩擦溶接
摩擦溶接を用いて中空構造体を接合する方法が開示される。本発明は、円錐接触面(62)を有する第1の中空構造体(11)を楕円形状の接触オリフィスを有した第2の中空構造体に、前記円錐面を前記接触オリフィス内に配置し、前記構造体の一方を回転子、互いに押圧して溶接部を形成することによって接合する方法を提供する。本発明は、更に、本発明の方法を用いて形成されるエアバッグインフレータを開示する。 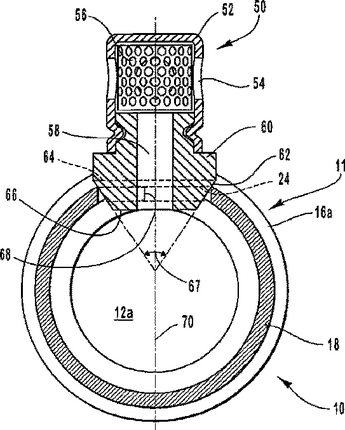 (もっと読む)
(もっと読む)
異材の接合法

【課題】 快削ステンレス鋼の熱間圧延工程での端面割れを防止するために延性があり加工性の良好なダミー材を端面に接合する異材接合において、磁性の影響を受けることのなく、かつ熱間圧延工程において接合部の破断が起きにくい接合特性を有する快削ステンレス鋼とダミー材からなる異材接合部を形成する方法を提供する。
【解決手段】 相手材となるダミー材2の圧接部に貫通穴24を設けることによって、摩擦圧接の加圧過程において、快削ステンレス鋼1の圧接部の一部が貫通穴24内に押し出されて貫通穴の一部を充填することで、圧延工程における接合部の破断が起きにくく、かつ磁性の影響を受けることのない接合特性を有する快削ステンレス鋼とダミー材との異材接合部を形成する。
(もっと読む)
中空構造のロッドならびにその製造方法
本発明は、中空の構造ロッド(1)に関するものであって、第1端部部材(8a)と、第2端部部材(8b)と、これら2つの端部部材の間に位置する主要な中空部分(10)と、を備えている。本発明においては、ロッドは、互いに堅固に連結された第1および第2ロッド部材(2a,2b)を備えている。第1ロッド部材(2a)は、第1端部部材に対して一体的なものとされた第1中空ボディ(6a)を備え、第2ロッド部材(2b)は、第2端部部材に対して一体的なものとされた第2中空ボディ(6b)を備えている。第1および第2ロッド部材は、ロッドの中央においてジョイント(4)によって、好ましくはフローターニングによって形成されたジョイントによって、連結されている。  (もっと読む)
(もっと読む)
複合化部材の製造方法
【課題】 母材形状を簡素化でき、作業工程を簡素化でき、溶融かつ凝固後の複合材の金属組織を緻密にでき、その複合材の金属組織に収縮孔や不純物などの欠陥が発生することを低減できる複合化部材の製造方法を提供すること。
【解決手段】 加熱炉内で加熱が持続されると、複合材6が溶融スペース10内で溶融されて、この溶融物が母材1のキャビティ4に充填される。この溶融状態が一定時間保持されると、複合材6の溶融物が母材1の表面から内部へと拡散される。それから、母材1の冷却用凹部5へエアガンノズル12が挿入されて、かかる冷却用凹部5へ冷却ガスが送給されると、母材1が中心部から外周部へ向けて冷却され、溶融スペース10内で複合材6が母材1との境界側から外周部へ向けて冷却されて凝固される。この凝固によって、複合材6は母材1の表面に拡散接合される。
(もっと読む)
液相拡散接合の方法及び装置
【課題】 被接合管材の両端部に他の2つの被接合管材の端部をそれぞれ接合する接合の作業効率を向上させ接合時間を短縮し接合均一性を向上させる。
【解決手段】 被接合管材22を発熱抵抗体1bにより加熱して膨張させ;ろう材25,25’及びそれらを挟持する被接合管材21,22,23の接合端部を高周波加熱コイル2c,3cにより目標値温度に加熱することで溶融させ;ろう材25,25’及び接合端部を凝固させる。次に、加圧力センサ6により検知される接合端部の加圧力が目標値に近づくように、高周波加熱コイル2c,3cによる加熱状態を制御する。ここで、加圧力を高くすべき時には温度センサ4,5により検知される温度の低い方の接合端部に対応する高周波加熱コイルによる加熱を優先して強め、加圧力を低くすべき時には温度の高い方の接合端部に対応する高周波加熱コイルによる加熱を優先して弱める個別の加熱制御を行う。
(もっと読む)
液相拡散接合の方法及び装置
【課題】 ろう付けの際の接合部分への適切な圧力印加の維持と接合ヘッドの小型化との双方を実現し得る接合方法を提供する。
【解決手段】 第1段階では、被接合管材21,22を、常温において接合端部21E,22E同士が第1の距離gを維持するように、それより大きい第2の距離Lだけ隔てられた位置にてクランプ装置10により保持し、接合端部21E,22E間にろう材25を配置する。第2段階では、接合端部21E,22Eとろう材25とを高周波加熱コイル2cにより所定範囲内の温度に誘導加熱することで、被接合管材21,22を膨張させて接合端部21E,22Eによりろう材25を挟持させ、接合端部21E,22E及びろう材25を溶融させ、しかる後に凝固させる。第3段階では、凝固した接合部分に印加される加圧力が所定範囲内となるように、高周波加熱コイル2cによる加熱を制御する。
(もっと読む)
液相拡散接合の方法及び装置
【課題】 被接合管材の両端部に他の2つの被接合管材の端部をそれぞれ接合する接合作業の効率を向上させ接合時間を短縮する。
【解決手段】 被接合管材21,23を接合端部同士が被接合管材22の長さL’以上の距離を隔て対向するように保持し;被接合管材22を被接合管材21,23に対して間隔g,g’が可変となるように相対移動可能に保持し;接合端部間にろう材25,25’を配置する。被接合管材22を発熱抵抗体1bにより加熱して膨張させ;接合端部によりろう材25,25’を挟持させ;ろう材25,25’及びそれらを挟持する接合端部を高周波加熱コイル2c,3cにより所定範囲内の温度に加熱することで溶融させ;しかる後にろう材25,25’及び接合端部を凝固させる。凝固したろう材25,25’及び接合端部に印加される加圧力が所定範囲内となるように、発熱抵抗体1bによる加熱を制御する。
(もっと読む)
溶接継手およびその形成方法
【課題】 疲労特性の低下を防止しうる溶接継手およびその形成方法を提供する。
【解決手段】 溶接継手は、2つの金属製被接合材1,2が溶融溶接されることにより形成された溶接金属部3が摩擦攪拌されたものである。この溶接継手を、2つの金属製被接合材1,2を溶融溶接法により溶接した後、両被接合材1,2の溶接金属部3に、摩擦攪拌接合用工具6のプローブ8を回転させつつ埋入し、当該プローブ8を回転させながら、両被接合材1,2と摩擦攪拌接合用工具6とを相対的に移動させ、両被接合材1,2の溶接金属部3を摩擦攪拌することにより形成する。
(もっと読む)
熱交換器
【課題】アルミニウムアキュムレータの冷媒出口と銅管との接続に、直接共晶接合を使用し、接合部の形状をより品質の向上とコスト低減が実現できる仕様とした冷凍冷蔵空調用熱交換器に関し、低コストで高品質な熱交換器を提供する。
【解決手段】アルミニウムアキュムレータ2と、先細り状テーパ部1aが端部に形成された銅管1と、ポリエチレン熱収縮チューブ3などからなり、銅管1の端部に、アルミニウムアキュムレータ2の端部2aを共晶接合し、ポリエチレン熱収縮チューブ3を共晶接合部で収縮固定させた熱交換器において、アルミニウムアキュムレータ2先端の内面エッジを尖らせたものであり、接合強度が低下することを防止することができる。
(もっと読む)
超音波接合方法、超音波接合装置および超音波接合された接合管
【課題】 複数に分割されたホーンでも、確実な接合状態の得られる超音波接合方法、超音波接合装置および超音波接合された接合管を提供する。
【解決手段】 管状部材110の一端側に形成されたフランジ部111を、ホーン11、12によって、相手側部材120の穴部の外周面121に加圧しながら振動させることにより接合する超音波接合方法であって、ホーン11、12をフランジ部111の周方向に複数に分割しておき、複数のホーン11、12を所定の隙間部13を設けてフランジ部111にセットして、複数のホーン11、12をフランジ部111に加圧接触後、同時もしくは交互に作動させて一回目の接合を行い、隙間部13に対応するフランジ部111の位置を、複数のホーン11、12に対向するように周方向に相対的にずらした後に、複数のホーン11、12を同時もしくは交互に作動させて二回目の接合を行う。
(もっと読む)
高融点材料のアウト−オブ−ポジション摩擦攪拌溶接
【課題】 高融点の平らでない材料の摩擦攪拌溶接を行うためのシステム及び方法を提供する。
【解決手段】 本プロセスは、配管、フランジ、タンク、及びシュラウド等の物体に長さ方向及び横方向で溶接を行うために提供される。積極的又は受動的マンドレルが摩擦攪拌溶接プロセスに対して支持を提供する。  (もっと読む)
(もっと読む)
金属製リング状素材の接合方法
【課題】ローリングミルを利用した転造により大径のリング状素材と小径のリング状素材とを強固に接合し得る方法を提供する。
【解決手段】金属製の大径リング状素材1の内側に金属製の小径リング状素材2を配置すると共に、該小径リング状素材の内側にマンドレル11を貫挿し該大径リング状素材と小径リング状素材とをローリングミル3により加圧挟着し転造することにより、該大径リング状素材と小径リング状素材とを接合する。大径リング状素材と小径リング状素材とは異種金属からなるものとする。また、大径リング状素材の内周面および/または小径リング状素材の外周面に凹凸1a,2aを形成する。
(もっと読む)
超音波接合方法およびその装置
【課題】 保持用部材を不要として、装置側と接合すべき部材との位置ずれを防止可能とする超音波接合方法およびその装置を提供する。
【解決手段】 第1、第2管状部材110、120のそれぞれの一端側に形成された第1、第2フランジ部111、121が互いに対向するように、第1フランジ部111をアンビル11にセットし、第2フランジ部121をホーン12によって加圧しながら振動させることにより第1、第2フランジ部111、121を接合する超音波接合方法であって、アンビル11あるいはホーン12の少なくとも一方に、その形状設定により第1フランジ部111あるいは第2フランジ部(121の少なくとも一方の径方向の位置ずれを防止する位置ずれ防止手段11a、11bを設けて、接合を行うようにする。
(もっと読む)
管端部の閉塞方法およびシリンダ装置
【課題】蓋部材の板厚を厚くすることなく該蓋部材を管状部材に対して円滑に摩擦撹拌接合できるようにする。
【解決手段】管部材10の一端に蓋部材11を突合せて、その突合せ部Sを回転工具6により摩擦撹拌接合する管端部の閉塞方法において、前記蓋部材11をカップ形状としてその筒状縁部14を管部材10の一端に突合せ、該筒状縁部14に、管部材10に挿入したマンドレル12の一端部の受圧部16を嵌合させる。筒状縁部14の内径を管部材11の内径よりもわずか小径にして、マンドレル12の挿脱時に管部材10の内面に傷が付くのを防止する。また、回転工具6の加圧力をマンドレル12の受圧部16に受圧させて、管部材10および蓋部材11の突合せ端部の変形を防止する。
(もっと読む)
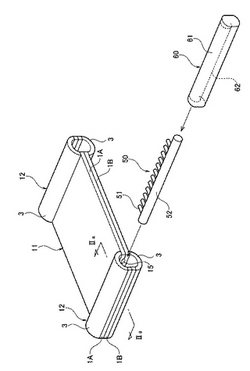
転てつ装置用部品及びその製造方法
【課題】 転てつ装置のフロントロッド、接続かん、スイッチアジャスタ、信号鉄管等の部品として使用する転てつ装置用部品において、生産性及び信頼性を向上させる。
【解決手段】 棒状のロッド部材60に、ネジ切り等の所定の機械加工を施す。略U字形のジョー部材61を鍛造し、穴あけ等の所定の機械加工を施す。その後、ロッド部材60の一端部にジョー部材61を摩擦圧接によって接合して、転てつ装置用のロッド状の部品59を得る。個々の部材の全長を短くすることができるので、鍛造工程の機械化、自動化が可能となり、機械化及び自動化の促進によって、生産性及び信頼性を向上させることができる。
(もっと読む)
高温縮小コイルドチュービングとその形成方法
連続コイルドチュービング(100)は、短いフラット金属ストリップ(26)から製造され、フラット金属ストリップ(26)は端部と端部を接合され、管形状(104)に形成され、シーム溶接されて鍛造工程または高温縮小工程(106)に導入される。仕上げ加工されたコイルドチュービングは、フラット金属ストリップが該工程に供給されるのより速い速度で該工程から引っ張り出される。フラット金属ストリップに施された溶接は滑らかとなり、実質的に仕上げ加工済みコイルドチュービングから消失する。  (もっと読む)
(もっと読む)
摩擦撹拌接合方法及び閉断面部材
【課題】 中空部が屈曲又は湾曲しており、接合線が直線でない閉断面部材の製造にも適用することができ、且つ中子を容易に取り出すことができる摩擦撹拌接合方法及び閉断面部材を提供する。
【解決手段】 被接合部材2及び3を相互に対向させ、その端面同士を突合せる。次に、中空部10に、一方の端面に凸部5aが形成された中子5及び一方の端面に凹部6aが形成された中子6を、夫々、突合せ面4に沿って挿入し、凹部6aに凸部5aを嵌合させることにより、中子5及び6を連設した状態で被接合部材2及び3の内面における突合せ部に接触するように配置する。そして、被接合部材2及び3の突合せ部に、その外面側から接合ツール1のピン部1aを進入させ、接合ツール1を回転させながらピン1aを突合せ面4に沿って移動させることにより、被接合材2及び3を接合する。その後、中空部10から中子5及び6を取り出す。
(もっと読む)
アルミニウム合金部材の製造方法
【課題】 軽量で、形状の自由度が高く、且つ強度及び耐食性が優れたアルミニウム合金部材の製造方法を提供する。
【解決手段】 Al−Mg−Si系アルミニウム合金材のT4調質材を素材とし(ステップS1)、この素材をプレス成型して半割体を作製する(ステップS2)。次に、プレス成型された半割体同士をその端面で突合せた後、その突合せ部を接合して製品形状の部材とする(ステップS3)。そして、この部材に熱処理を施して、その調質をT6にするか(ステップS4)、又は、過時効処理を施してその調質をT7にする。
(もっと読む)
金属機械部品の液相拡散接合方法および金属機械部品
【課題】 従来の液相拡散接合法に比べて接合時間の短縮化が可能であり、従来の抵抗溶接法、高周波溶接、固相接合法に比べて接合部全面にわたって接合組織の均一化および引張強度、疲労強度等の継ぎ手品質・信頼性の向上を達成し、継ぎ手部の品質と生産性に優れた金属機械部品の液相拡散接合方法およびそれを用いて組み立てた金属機械部品を提供する。
【解決手段】 金属材料の開先面に液相拡散接合用の非晶質合金箔を介在させ、一次接合として、高周波溶接法、または、非拡散型固相接合法により前記非晶質合金箔と前記金属材料とを加熱圧接して継ぎ手部を形成し、次いで、二次接合として、前記継ぎ手部を前記非晶質合金箔の融点以上に再加熱した後、保持して前記継ぎ手部の凝固過程を完了させる液相拡散接合を行うことを特徴とする金属機械部品の液相拡散接合方法。
(もっと読む)
101 - 120 / 143
[ Back to top ]