
Fターム[4E067EC06]の内容
Fターム[4E067EC06]に分類される特許
41 - 60 / 143
エンドチューブ及びその製造方法
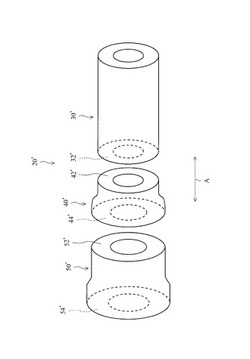
【課題】低コストで所望の強度を確保できるエンドチューブを提供する。
【解決手段】エンドチューブ20は、3つのパイプ状部品30’、40’、50’をフリクション溶接した後に仕上げ加工して製造される。これら3つの部品30’、40’、50’は、溶接面32’と42’、及び溶接面44’と52’をフリクション溶接することにより、一体化された1つのエンドチューブ20’になる。このエンドチューブ20’を仕上げ加工してエンドチューブ20が製造される。仕上げ加工は機械加工によって実施される。この機械加工の際に、フリクション溶接で発生したバリを取り除く。これにより、溶接部62(溶接面32’と42’の接合部)、溶接部64(溶接面44’と52’の接合部)への応力集中はほぼ無くなる。
(もっと読む)
管板と管とを接合する方法およびこの方法を実施する摩擦工具

【課題】回転摩擦工具を利用して管束熱伝達装置における管板と管とを接合する方法およびこの方法を実施する摩擦工具を提供する。
【解決手段】回転摩擦工具を利用して管束熱伝達装置における管板10と管11とを接合する方法において、上記摩擦工具が管板10により囲まれた管11の開放端内に上記管の軸方向に回転移動され、管11の表面に押し付けられ、この際、管端12と管端を囲む管板10の領域とが可塑化され、合一されて溶接継手となるように押し付けられる。
(もっと読む)
摩擦攪拌装置及び摩擦攪拌プロセス
【課題】摩擦撹拌された処理部における表面欠陥の発生を抑制することができる摩擦撹拌装置及び摩擦撹拌プロセスを提供する。
【解決手段】摩擦撹拌装置100Aは、円柱状のピン12を有する工具13と、工具13を中心軸回りに回転させてピン12を被加工物10に押し付ける回転押圧機構25と、ピン12の外周が囲繞されるように工具13が挿入される工具挿入孔16を有する押さえ治具15と、押さえ治具15を被加工物10に対して押し付ける押圧振動機構11を備えている。工具13が回転してピン12の先端が被加工物10に所定深さ没入されている状態から、工具13及び押さえ治具15と被加工物10とを相対的に移動させながらピン12を徐々に被加工物10から引き抜く。
(もっと読む)
摩擦圧接方法
【課題】接合部材の形状によらず、十分な接合品質を確保することのできる摩擦圧接方法を提供する。
【解決手段】ヒートシンク21A,21Bやレーザ照射装置29などの温度調整手段によって、中央部11cにおける外周面14を加熱し、角部12における外周面14を冷却することによって、中央部分11bや対角部分12aなどのような回転中心Oと肉厚中心Mとの距離が極値となる部分と外周面14との間で熱を伝達させ、極値となる部分の温度を間接的に調整する。これによって、突き合せ面13で発生する摩擦熱がインサート部材27の回転面27a,27b内において不均一となっても、極値となる部分の温度調整をすることで、突き合せ面13における温度分布を均一なものとする。その結果として、角材1A,1Bの突き合せ面13内で接合強度の強弱にばらつきが生じることを防止する。
(もっと読む)
管体の回転摩擦圧接方法および回転摩擦圧接装置
【課題】簡素な構成で、被加工物の内面形状の制約を最少にして内面バリを切削することができる、管体の回転摩擦圧接方法および回転摩擦圧接装置を提供する。
【解決手段】回転摩擦圧接装置100には、第2管体回転押圧手段20と第1管体把持手段10と内面バリ切削手段40とが直線状に配置され、第2管体回転押圧手段20によって回転されて押し付けられた第2管体2が、第1管体把持手段10に把持された第1管体1に接続される。該接続に並行してまたは直後に、内面バリ切削手段40は内面バリ切削刃物41を第1管体1の第2管体2とは反対の前端部1bから挿入する。そして、第2管体回転押圧手段20による第1管体1と第2管体2との接合体の回転に合わせて、内面バリ切削手段40が内面バリ切削刃物41を接合部(後端面2bと前端面1aとが接合している)に移動させ、接合部に形成された内面バリを切削する。
(もっと読む)
摩擦圧接方法
【課題】異なる熱容量を有する接合部材同士を接合する場合に、十分な接合品質を確保することのできる摩擦圧接方法を提供する。
【解決手段】異なる熱容量を有するアクスル10とスピンドル20同士をインサート部材33によって同一の回転数で摩擦しても、スピンドル20側を温度調整することによって、アクスル10の突き合わせ面12とスピンドル20の突き合わせ面25との間の温度に差が生じることを防止する。その結果、接合後の冷却段階において、接合部分に応力が残留することを防止する。
(もっと読む)
電力制御装置及びパイプ圧接システム
【課題】インサート材を挟んでパイプ部材同士の突き合わせ部を誘導加熱して圧接する際、誘導加熱コイルに投入する電力を容易に設定でき、圧接作業を繰り返し行っても、突き合わせ部を同様に昇温するパイプ圧接システムと、このシステムに組み込まれる電力制御装置を提供する。
【解決手段】入力情報を受け取って表示する入出力表示部110と、高周波電源7から誘導加熱コイル9へ出力すべき電力に関しステップ単位で入力を促す表示メニューを格納する表示メニュー格納部121と、取得した表示メニューを入出力表示部110に表示し入出力表示部110からステップ単位で出力すべき電力量と出力時間に関する出力操作情報を受け取る入出力表示制御部122と、入出力表示制御部122から入力した出力操作情報に基いてステップ単位で高周波電源7に出力制御する出力制御部123とを備える。
(もっと読む)
ガス圧接方法
【課題】アセチレンガス以外の燃料ガスを用いて鉄筋やレールなどの接合部材をガス圧接
する際に、大気中からの酸素の巻込量も含めて燃料ガスの完全燃焼を実現し、圧接部品質
、作業効率、経済性のトータルバランスを高める。
【解決手段】一般式Ck-1H2k(kは自然数)で表される燃料ガスに酸素ガスを混合して
接合部材同士をガス圧接する際に、接合部材同士の突き合わせの隙間がないときの燃料ガスの供給量と酸素ガスの供給量との体積比を1:(1.25k−1)とする。接合部材同士の突き合わせの隙間が大きくなる程、燃料ガスの単位時間当たりの供給量のみを増大させる。
(もっと読む)
銅管とアルミ管の接合体、接合方法、接合装置、並びに流体回路装置
【課題】接合時に生成した不要物を接合体の内部に排出しない、信頼性の高い銅管とアルミ管の接合体を得る。
【解決手段】一端側に先細り状の縮管部1aが形成された銅管1にアルミ管2の一端側を外嵌めして、当接部位を共晶接合する銅管1とアルミ管2の接合体であって、銅管1の縮管部1aの先端側にアルミ管2の内径より小さい外径の小径部1bが延設され、小径部1bの先端側に銅管1とアルミ管2とが全周に亘り接触する接触部4を有し、共晶接合された接合部3と接触部4との間に形成された、銅管1の外径面とアルミ管2の内径面とで囲まれた密閉空間10に、接合時に生成された溶融金属の凝固体である管内部の金属間化合物9を封じ込めるようにした。
(もっと読む)
気化器、気化器を用いた原料ガス供給システム及びこれを用いた成膜装置
【課題】構成材料の一部に熱伝導性が高い材料を用いてこれを爆着により接合し、構造が簡単で熱効率を向上させることが可能な気化器を提供する。
【解決手段】液体原料をキャリアガスによりミスト状にするノズル部72と、原料ミストを気化させて原料ガスを形成する複数の気化通路74を有する気化部76と、原料ガスを後段へ送り出す排出ヘッド78とを有する気化器8において、気化部は、気化通路が形成された気化部本体108と、その両端が気化部本体よりも長く形成された本体収容容器110と、気化通路を通過する原料ミストを加熱する加熱ヒータ手段112と、本体収容容器の両端に設けられた連結用フランジ部114,116とよりなり、気化部本体と本体収容容器とは連結用フランジ部の構成材料よりも熱伝導性が高い材料により構成されると共に、本体収容容器の端部と連結用フランジ部とは爆着により接合される。
(もっと読む)
鉄筋摩擦圧接方法とそれに用いる鉄筋摩擦圧接機
【課題】 各種鉄筋の圧接や中実金属棒材の接合及び種々の機械やプラント工事における金属棒材、パイプ等の接合に用いられて、鉄筋や中実金属棒材の圧接や金属棒材、パイプ等の接合を効率良く短時間で確実に施工できる鉄筋摩擦圧接方法とそれに用いる鉄筋用摩擦圧接機の提供を目的にしている。
【解決手段】 本発明による鉄筋摩擦圧接方法とそれに用いる鉄筋用摩擦圧接機は、固定鉄筋の開放端に摩擦圧接片を介在させながら結合鉄筋を当接し、しかる後に結合鉄筋を固定鉄筋側に加圧すると共に摩擦圧接片のみを回転させて固定鉄筋と摩擦圧接片及び結合鉄筋を相互に溶融連結させており、各種鉄筋の圧接や中実金属棒材の接合及び種々の機械やプラント工事における金属棒材、パイプ等の接合に用いても鉄筋や中実金属棒材の圧接や金属棒材、パイプ等の接合を効率良く短時間で確実に施工できる。
(もっと読む)
表面肉盛方法
【課題】接合性が改善され、溶接熱影響部の形成及び希釈領域の形成が抑制された、高硬度かつ高耐食性の肉盛材料を金属基材上に肉盛する表面肉盛方法を提供すること。
【解決手段】原子炉内構造物に用いられる金属基材の表面に、肉盛材料を肉盛する表面肉盛方法において、高硬度かつ高耐食性の肉盛材料を摩擦攪拌により前記金属基材の表面に肉盛することを特徴とする表面肉盛方法を使用する。
(もっと読む)
パイプ部材の内面摩擦圧接法
【課題】パイプ部材の接合に適した接合方法であって、外面にバリを発生させない接合方法を得る。またパイプ断面視における相対的位置関係の精度を要する場合に、高精度の位置決め停止制御を行う必要のない接合方法を得る。
【解決手段】パイプ11とパイプ21、パイプ14と板材24、パイプ12とブロック22をそれぞれ位置決めして保持する。パイプ断面視における相対的位置関係の精度を要する場合には任意の位置に位置決めして保持する。接合部4a、4b、4c付近に接合材3、5、22aをセットして、回転工具1を押し付けて加圧した状態を維持しながら回転させる。接合材3、5、22aが摩擦熱によって軟化し塑性変形した後に、一部が回転工具の挿入部1aとパイプ11、21、14、12との間の空間の部分を適宜充填するまで回転させて摩擦圧接した後に回転工具1を抜き取る加工方法とする。
(もっと読む)
銅製の薄肉パイプの拡散接合方法及び拡散接合装置
【課題】銅製の薄肉パイプと被接合物とを、所望の接合強度及び外観など接合品質の高い接合結果で拡散接合すること。
【解決手段】
銅製の薄肉パイプW1と被接合物W2との間に加圧力をかけた状態でパルス状の接合電流を通電して接合する銅製の薄肉パイプの拡散接合方法において、銅製の薄肉パイプW1は、その肉厚が0.6mm以上で1.5mm以下であり、銅製の薄肉パイプW1の先端面は銅よりも電気抵抗が大きい低融点金属膜Mで少なくとも被覆されており、被接合物W2の環状の突出部P2の根元の幅がDであって、内径が銅製の薄肉パイプW1の内径よりも小さく、かつ外径が銅製の薄肉パイプW1の外径よりも大きくなるように形成されており、銅製の薄肉パイプW1の肉厚dと環状の突出部P2の根元の幅Dとの関係がd≦D≦2.5dであることを特徴とする銅製のパイプの拡散接合方法。
(もっと読む)
金属部材の接合方法およびその接合構造
【課題】鋼部材と鉄系焼結部材との接合部に空孔が存在しない固相接合部を形成し、安定した高い接合強度を得る金属部材の接合方法およびその接合構造を提供する。
【解決手段】第1、第2の両被金属部材W1,W2の一方を鋼部材で構成し、他方を鉄系焼結部材で構成し、両被金属部材W1,W2を上部電極7と下部電極6で加圧した状態で通電することで、接合部位である開口部15と外形部を軟化嵌合して、空孔の存在しない固相接合部を形成して、両被金属部材W1,W2を接合することを特徴とする。
(もっと読む)
クラッド管用ビレットおよびクラッド管の製造方法
【課題】外管用クラッド材と母材との熱膨張率の差を吸収し、シール溶接部に割れが発生することがなく、クラッド材と母材の剥離を防止できるクラッド管用ビレットを提供。
【解決手段】母材の外周面にこの母材よりも熱膨張係数の大きいクラッド材が嵌め合わされ、両端部における母材とクラッド材との境界部がシール溶接され、熱間押出し製管されるビレットであって、押出される後端側からの距離が10〜250mmとなる範囲の前記クラッド材の位置に、軸方向の長さL(mm)で、全円周に前記クラッド材の肉厚t(mm)となる薄肉部を設け、下記(1)式を満足することを特徴とするクラッド管用ビレット、およびそれを用いたクラッド管の製造方法である。ただし、tは0.5mm以上、Lは30mm以上とする。
t/L ≦ 0.050 ・・・ (1)
(もっと読む)
配管閉止方法及び装置
【課題】放射性物質等で汚染された配管の閉止及び撤去に関わる作業を、汚染されている配管内面を極力外気に接触させることなく、迅速で効率良い作業環境をおこなえる配管閉止装置を提供する。
【解決手段】まず撤去する配管12の内部にアルゴンや窒素など、配管12内面への酸化皮膜の生成を防止する不活性ガスを流し続ける。そして高周波電源40及び加熱コイル24A、24Bにより配管12の閉止すべき部位を900〜1100℃前後に保つように加熱する。続いて油圧シリンダ20及び押し金型18により配管12に徐々に押し圧を掛け、配管12内面が密着するまでスムーズに押し潰す。さらに20MPa以上の加圧力で5分以上保持することで配管12内面の固相拡散接合による密着閉止を得る。
(もっと読む)
タンクの製造方法
本発明は、摩擦撹拌溶接を用いて1以上の金属板からタンクを製造することに関する。1つまたは複数の金属板は、最初に互いに向かい合った1組の対向縁部(2、3)を有するチューブ形状(4)に成形され、長手方向の継ぎ目を形成し、その後対向縁部(2、3)は一緒に摩擦撹拌溶接される。摩擦撹拌溶接された領域の少なくとも一部分は冷間加工され、その後チューブは再結晶温度よりも高い温度で熱処理される。  (もっと読む)
(もっと読む)
パイプ接合装置
【課題】パイプ部材同士の接合面に寸法公差があっても容易に接合面を圧接することができ、熟練を必要としないで品質のばらつきを抑えたパイプ接合装置を提供する。
【解決手段】パイプ部材2,3同士の接合方向に対向させて配置した押圧機構20及び受け機構50と、パイプ部材3を挟んで押圧機構20及び受け機構50の配置方向に直交させて配置した補助押圧機構80及び補助受け機構70とを備える。押圧機構20、受け機構50及び補助受け機構70は、パイプ部材2,3の非接合面に向き合うように設けるプレート部材22,52,82と、プレート部材22,52,82に向き合うようにスラスト球面軸受24,54を取り付けたブラケット26,56と、ブラケット26,56及びスラスト球面軸受24,54に貫通させて取り付けたシャフト23,56と、シャフト23,53に取り付けたラジアル球面軸受23A,53Aとを有する。
(もっと読む)
摩擦圧接構造およびアクスルハウジング
【課題】摩擦圧接構造の曲げ強度を向上する。
【解決手段】アクスルエンド部18とアクスルチューブ部14は、摩擦圧接により接合される。アクスルエンド部18は、軸方向に延びる円環状の第1環状突出部18aと、第1環状突出部18aよりも大きな径を有して軸方向に延びる円環状の第2環状突出部18bと、を有する。アクスルチューブ部14は、先端面が円環状に形成されている。第1環状突出部18aの先端面は、アクスルチューブ部14の先端面と摩擦圧接により接合される。第2環状突出部18bとアクスルチューブ部14との間に支持部材22が介装される。
(もっと読む)
41 - 60 / 143
[ Back to top ]